
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Контроля по альтернативному признаку
При выборочном приёмочном контроле по результатам контроля выборок принимается решение принять или отклонить партию продукции. При этом в случае контроля по альтернативному признаку единицы продукции делятся на годные и дефектные, а партия, поступающая на контроль, имеет входной уровень дефектности q. Входной уровень дефектности - это доля дефектных единиц продукции, которая заранее неизвестна, и её надо оценить по результатам контроля. Обычно при выборочном контроле партии разделяют на хорошие и плохие с помощью двух чисел – AQL (приёмочный уровень дефектности) и LQ (браковочный уровень дефектности). Партии считаются хорошими при q £ AQL и плохими при q ³ LQ. При AQL < q < LQ качество партии считается ещё допустимым. Приёмочный уровень дефектности AQL – это предельно допустимое значение уровня дефектности в партии, изготовленной при нормальном ходе производства. Браковочный уровень качества LQ – это граница для отнесения продукции к браку. При выборочном контроле по альтернативному признаку план контроля включает значения объёма выборки n и приёмочного числа c. Партия принимается, если число дефектных единиц продукции в выборке m £ c. Оперативной характеристикой плана контроля называется функция P(q), равная вероятности принять партию с долей дефектных единиц продукции q. где Pn(m) – вероятность появления m дефектных единиц продукции в выборке объёмом n. Чаще всего оперативная характеристика отображается в виде графика. P(q) = 1 - a при q = AQL P(q) = b при q = LQ Здесь a - риск поставщика, равный вероятности забраковать партию с q = AQL, b - риск потребителя, равный вероятности принять партию с q = LQ. Пример 10.1. Для контроля качества партий из N = 20 изделий используют одноступенчатый выборочный план с параметрами n = 5 и c =1. Построить оперативную характеристику плана контроля. Создаём новую книгу Excel и в ячейку А1 вводим заголовок работы. Поскольку приёмочное число равно 1, то партия будет принята при числе дефектных изделий в выборке 0 или 1. Вероятность приёмки равна сумме вероятностей появления в выборке 0 или 1 дефектных изделий: Вероятности P5(0) и P5(1) можно найти, исходя из гипергеометрического распределения вероятностей (см. лабораторную работу №2). Таким образом, для построения оперативной характеристики потребуются столбцы с заголовками: D (количество дефектных изделий в партии), q, P5(0), P5(1), P(q). Эти заголовки вводим в ячейки А7: Е7. В ячейки В3: В5 вводим исходные данные - значения объёма партии, объёма выборки и приёмочного числа. В ячейки А8: А28 вводим возможные значения количества дефектных изделий в партии от 0 до 20. В ячейке В8 рассчитываем q при D = 0 по формуле =А8/В3, затем копируем эту формулу в диапазон В9: В28, предварительно указав в формуле абсолютную адресацию для объёма партии. В ячейке С8 рассчитываем значение P5(0) для D = 0 по статистической формуле ГИПЕРГЕОМЕТ, и после указания абсолютной адресации в тех ячейках, где это необходимо, копируем формулу в диапазон С9: С28. При этом в диапазоне С24: С28 результатом расчёта является ошибка. Это связано с тем, что при D > 15 вероятность P5(0) = 0, но при расчёте вместо нуля получается очень маленькое число, которое слишком мало, чтобы его можно было представить в Excel. В эти ячейки следует с клавиатуры ввести значения 0. Исходя из аналогичных соображений, в ячейке D8 рассчитываем значение P5(1) для D = 0 по статистической формуле ГИПЕРГЕОМЕТ (получится ошибка, поскольку для D = 0 P5(1) = 0), и после указания абсолютной адресации в тех ячейках, где это необходимо, копируем формулу из D8 в диапазон D9: D28. При этом в диапазоне D25: D28 результатом расчёта является ошибка. В ячейки D8 и D25: D28 с клавиатуры вводим 0. Далее в ячейке Е8 рассчитываем значение P(q) как сумму вероятностей P5(0) и P5(1). Формулу из ячейки Е8 копируем в диапазон Е9: Е28. По полученным данным строим оперативную характеристику. Результаты расчётов и построений показаны на рис. 10.1.
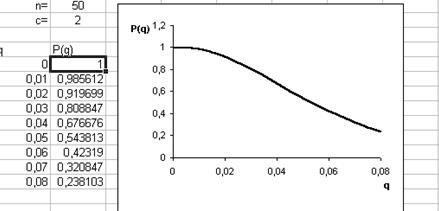
Рис 10.1. Результаты расчёта и построения оперативной характеристики в примере 10.1. Пример 10.2. Для контроля качества партий из 1000 изделий, с входным уровнем дефектности не более 0, 08, используют одноступенчатый выборочный план с параметрами n = 50 и c =2. Построить оперативную характеристику плана контроля. Открываем лист 2. В ячейки В3 и В4 вводим значения объёма выборки и приёмочного числа. Значение объёма партии вводить не обязательно, поскольку оно не понадобится. Так как n < 0, 1N и q < 0, 1, для расчётов можно использовать распределение Пуассона (см. лабораторную работу №2). Поскольку в статистической функции ПУАССОН возможно рассчитывать значения не только дифференциальной, но и интегральной функции распределения, то оперативная характеристика P(q) может быть рассчитана непосредственно. Для этого в третьей строке диалогового окна функции ПУАССОН следует вводить значение истина. При этом значение функции будет сразу же рассчитываться как P(q), т.е. как сумма вероятностей Pn(m) при изменении m от 0 до приёмочного числа, значение которого вводится в первой строке диалогового окна. Поэтому понадобится всего два столбца расчётных значений: q и P(q). Соответствующие заголовки вводим в ячейки А6 и В6. В диапазон А7: А15 вводим значения q от 0 до 0, 08 с шагом 0, 1. В ячейке В7 рассчитываем значение интегральной статистической функции ПУАССОН. Затем, после установки в формуле ячейки В7 необходимой абсолютной адресации, копируем эту формулу в диапазон В8: В15. По полученным столбцам значений q и P(q) строим оперативную характеристику. Результаты расчётов и построений показаны на рис.10.2.
Рис 10.2. Результаты расчёта и построения оперативной характеристики в примере 10.2 Задание 1. Выполнить расчёты и построения в соответствии с примером 10.1. Чему равны риски поставщика и потребителя при приёмочном уровне дефектности 0, 1 и браковочном уровне дефектности 0, 4? 2. Выполнить расчёты и построения в соответствии с примером 10.2. 3. Построить на одной диаграмме три оперативные характеристики планов одноступенчатого выборочного контроля с параметрами, указанными в табл. 10.1, учитывая, что n < 0, 1N и q не превышает 0, 4. Как изменяется вероятность приёмки партии при заданном входном уровне дефектности с увеличением объёма выборки? Как изменяется вероятность приёмки партии при заданном входном уровне дефектности с увеличением приёмочного числа? Таблица 10.1.
Лабораторная работа № 11 Числовые характеристики одноступенчатого плана контроля По альтернативному признаку При выборочном контроле по результатам проверки выборки обычно принимают одно из следующих решений: 1. Принять непроконтролированную (оставшуюся) часть партии без дальнейшего контроля. 2. Отвергнуть оставшуюся часть партии без дальнейшего контроля. 3. Провести сплошной контроль оставшейся части партии. Например, в случае одноступенчатого контроля возможные типы планов можно обозначить так: (nc)12, (nc)13, (nc)23. Если, допустим, при плане (nc)12 окажется, что в выборке m £ c, принимается решение 1. Если же m> c, принимается решение 2. Ранее рассматривались именно планы типа (nc)12. Рассмотрим план (nc)13, когда отклонённые партии подвергаются сплошному контролю, т.е. контролируются оставшиеся (N-n) изделий, а выявленные дефектные изделия заменяют годными. Пусть на контроль поступают партии изделий с постоянным уровнем дефектности q. Тогда партии принимаются с вероятностью P(q), и уровень дефектности в принятых партиях равен Поскольку AOQ = 0 при q = 0 и при q = 1, то внутри интервала 0 £ q £ 1 имеется некоторое максимальное значение AOQ. Этот максимальный для заданного плана контроля средний уровень дефектности называют пределом среднего выходного уровня дефектности AOQL. При использовании плана (nc)13 число проконтролированных в партии изделий есть случайная величина, принимающая значение n с вероятностью P(q), и значение N с вероятностью 1-P(q). Поэтому среднее число проконтролированных изделий в партии nср= n*P(q) + N*(1-P(q)) При налаженном производстве партий одинакового объёма N количество дефектных изделий в i-й партии Di является случайной величиной. Последовательность чисел Di имеет интегральную функцию распределения Для получения оценок распределения FN(D), а также среднего входного уровня дефектности qср , обычно используют информацию, накапливаемую в процессе проведения контроля, а на начальных этапах организации контроля с этой целью проводят сплошной контроль определённого числа партий. Пример 11.1. Сплошному контролю подвергнуто k = 100 партий по N = 250 изделий в каждой. Результаты контроля приведены в табл. 11.1, в которой mD означает число партий с D дефектными изделиями. Требуется получить оценку среднего входного уровня дефектности, а также проверить гипотезу, что число дефектных изделий в партии D подчиняется распределению Пуассона. Таблица 11.1.
В ячейку А1 новой книги Excel вводим заголовок работы. В ячейки В3 и В4 вводим соответственно объём партии и количество партий. В диапазон А7: В20 вводим данные табл. 11.1 с заголовками столбцов D и mD в ячейках А6 и В6. Оценку среднего входного уровня дефектности можно получить как отношение общего числа дефектных изделий во всех проконтролированных партиях к общему числу изделий, т.е. Для нахождения qср вводим столбец с заголовком D*mD с заголовком в ячейке С6. Соответствующие произведения рассчитываем в диапазоне С7: С20. В ячейке Е3 рассчитываем значение qср. Для этого находим сумму ячеек С7: С20 с помощью математической формулы СУММ, затем переводим курсор в строку формул и делим полученную сумму на N и k. Формула в ячейке Е3 будет выглядеть, например, так: =СУММ(C7: C20)/B4/B3. В результате получим значение qср, равное 0, 01584. Поскольку qср < 0, 1, то можно предположить, что число дефектных изделий в партиях D действительно распределено по закону Пуассона. Для проверки этого воспользуемся критерием согласия Пирсона. Вначале необходимо рассчитать теоретическую частоту mD теор появления партий с D дефектными изделиями. Она равна mD теор= k*P(D), где P(D) – вероятность появления партии с D дефектными изделиями. Как мы предположили, P(D) должно описываться дифференциальной функцией распределения Пуассона, рассчитываемой по статистической формуле ПУАССОН. Таким образом, вводим столбец с заголовком mD теор в ячейке D6, и в ячейке D7 рассчитываем значение mD теор для D = 0. Поскольку mD теор должно быть целым числом (теоретическое число партий с D дефектными изделиями), то в ячейку D7 вначале вводим математическую формулу ОКРУГЛ (округляет число до указанного количества десятичных разрядов). Во вторую строку открывшегося диалогового окна вводим 0 как количество десятичных разрядов, до которого нужно округлить. В первую строку вводим округляемое число, в данном случае - произведение k*P(D). В качестве k вводим ссылку на ячейку В4, затем вводим знак *. Далее в качестве выражения для P(D) встраиваем функцию ПУАССОН. Для этого в строке формул открываем список функций, выбираем Другие функции… и открываем функцию ПУАССОН. Учитывая, что каждая партия представляет собой выборку из общего потока продукции, в первую строку диалогового окна функции ПУАССОН вводим количество дефектных изделий в партии, т.е. ссылку на ячейку А7. Во вторую строку вводим значение математического ожидания числа дефектных изделий в партии, равное произведению N*qср, т.е. буквально выражение B3*E3. В третью строку вводим значение ложь, поскольку P(D) представляет собой дифференциальную функцию распределения Пуассона. В результате в ячейке D7 получаем значение 2. Формула в ячейке D7 выглядит так: =ОКРУГЛ(B4*ПУАССОН(A7; B3*E3; ЛОЖЬ); 0). После указания необходимой абсолютной адресации формулу из D7 копируем в диапазон D8: D20. Перед расчётом наблюдаемого значения критерия Пирсона рекомендуется просуммировать с соседними те частоты появления партий md (и mD теор соответственно ), которые имеют значения меньше 5. Новые значения md и mD теор вводим с клавиатуры в диапазон F7: G13. Наблюдаемое значение критерия Пирсона рассчитываем по формуле
Затем в ячейке Н3 рассчитываем наблюдаемое значение критерия Пирсона. Расчётная формула выглядит так: =СУММ(H7: H13). Получаем значение 6, 716666667. В ячейке Н4 находим табличное значение критерия Пирсона c2таблпо статистической формуле ХИ2ОБР (находим именно обратное значение распределения хи-квадрат, т.к. ищется квантиль от функции распределения, а не наоборот). В диалоговом окне функции в строку Вероятность вводим значение уровня значимости 0, 05. В строку Степени_свободы вводим число степеней свободы, равное l – c – 1, где l – количество интервалов, т.е. количество значений mD, равное 7; с – количество параметров распределения, равное 1 (параметр l). Таким образом, число степеней свободы равно 5. Рассчитанное табличное значение критерия Пирсона равно 11, 07048257. Поскольку c2табл > c2набл, то гипотеза о виде распределения не отвергается. Примем. что распределение числа дефектных изделий в партиях подчиняется закону Пуассона. Результаты расчётов показаны на рис. 11.1. Задание 1. Выполнить расчёты в соответствии с примером 11.1. 2. Построить график функции AOQ в диапазоне q от 0 до 1 для плана контроля типа (n, c)13 с параметрами N = 200, n = 10, c = 2. Чему равно для этого плана значение предела среднего выходного уровня дефектности? 3. Построить график зависимости среднего числа проконтролированных изделий в партии в зависимости от q для плана контроля с параметрами, указанными в задании 2.
Рис. 11.1. Результаты расчётов в примере 11.1
Лабораторная работа № 12 Популярное:
|
Последнее изменение этой страницы: 2017-03-09; Просмотров: 1429; Нарушение авторского права страницы
 ,
, 

 . Партии отклоняются и подвергаются сплошному контролю с вероятностью 1 – P(q). Уровень дефектности в этих партиях равен 0. Тогда средний выходной уровень дефектности AOQ равен
. Партии отклоняются и подвергаются сплошному контролю с вероятностью 1 – P(q). Уровень дефектности в этих партиях равен 0. Тогда средний выходной уровень дефектности AOQ равен


 Для этого сначала в диапазоне Н7: Н13 рассчитываем значения
Для этого сначала в диапазоне Н7: Н13 рассчитываем значения