|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Изготовление чертежа отливки, модели, стержневого ящика
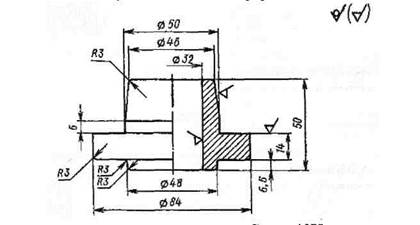
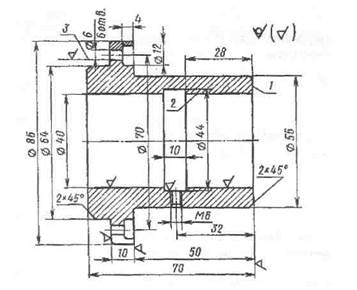
Основой для разработки технологического процесса изготовления отливки является чертёж детали. На чертеж детали в соответствии с ГОСТ 3.1125-88 наносят технологические указания, необходимые для изготовления модельного комплекта, формы и стержня. На рис. 1.2 в качестве примера приведены эскизы стальной (а) и чугунной (б) деталей. Поверхности деталей, подвергающиеся механической обработке, условно обозначаются знаком При разработке эскиза отливки с модельно-литейными указаниями на эскиз детали условно наносят (рис. 1.3):
При выборе плоскости разъёма наиболее ответственные поверхности отливки целесообразно располагать в нижней части формы или вертикально, так как в верхней части отливки скапливаются дефекты -газовые раковины и шлаковые включения. Плоскость разъёма выбирают с учётом удобства формовки и извлечения модели из формы. Кроме того желательно, чтобы отливка или, по крайне мере, её базовые поверхности для механической обработки были расположены в одной полуформе.
Рисунок 1.3 – Эскизы отливок: а) стальной б) чугунной; 1 - разъём модели; 2 - припуск на механическую обработку; 3 - стержень; 4 - формовочные уклоны; 5 - необрабатываемые отверстия
2. Припуски на механическую обработку (2), их обозначают сплошными тонкими линиями у поверхностей, где указан знак обработки 3. Отверстия, впадины, выемки, не выполняемые при литье, зачёркивают сплошными тонкими линиями (5), которые допускается выполнять красным карандашом. 4. Контуры стержня со стержневыми знаками (3) изображаются сплошной тонкой линией, которую допускается выполнять синим цветом. Стержни в разрезе штрихуются только у контура. Размеры знаков стержней и зазоры между знаками стержней и модели принимаются по ГОСТ 3606-92. Т а б л и ц а 1.1 – Припуски на механическую обработку отливок из серого чугуна при единичном производстве в мм
Т а б л и ц а 1.2 – Припуски на механическую обработку фасонных отливок из стали при единичном производстве в мм
5. Формовочные уклоны (4) на вертикальных стенках обозначаются тонкими линиями и выбираются в зависимости от высоты отливки, от плоскости разъёма ГОСТ 3212-92. Рекомендуемые уклоны представлены в таблице 1.3. Т а б л и ц а 1.3 – Формовочные уклоны на отливках
Помимо этих обозначений указывается процент усадки сплава, из которого изготовляют отливку, наносятся литниковая система, прибыли, выпоры, которые на рассматриваемом эскизе для простоты не указаны. На рисунке 1.3 приведены эскизы отливки с модельно-литейными указаниями. Для этой отливки используется горизонтальный стержень, имеющий цилиндрические стержневые знаки в отличие от вертикального стержня, у которого стержневые знаки конусные ГОСТ 3212-92.
6. По эскизам отливок выполняются эскизы моделей (рис. 1.4). Модели имеют стержневые знаки (они закрашены чёрным цветом), формовочные уклоны для вертикального стержня и радиусы закруглений в местах перехода стенок (г). Размеры моделей выполняют с учётом размеров детали, припусков на механическую обработку, формовочных уклонов и усадки сплава, которую выбирают по табл. 1.4. а) б)
Рисунок 1.4 – Эскизы моделей
Т а б л и ц а 1.4 – Линейная усадка литейных сплавов
7. Для изготовления стержней служат стержневые ящики - разъёмные либо неразъёмные. На рисунке 1.5 приведены эскизы стержневых ящиков для вертикального (а) и горизонтального (б) стержня. 8. Эскизы собранных литейных форм для чугунной (а) и стальной (б) отливок даны на рисунке 1.6. В форме для чугунного литья имеются шлакоуловитель и выпоры, а в форме для стального литья шлакоуловитель отсутствует, а для компенсации большой усадки стали и предупреждения усадочных раковин предусмотрены прибыли. 9. На рисунке 1.7 приведены эскизы готовых чугунной (а) и стальной (б) отливок с литниковой системой.
а) б) Рисунок 1.5 – Эскизы стержневых ящиков: а – для вертикального стержня; б – для горизонтального стержня
3.2 Технология изготовления литейной формы и подготовка ее под заливку Ручную формовку в опоках по разъёмной модели для изготовления отливки в разовой песчано-глинистой форме осуществляют в следующей последовательности: Изготовление нижней полуформы. Нижнюю половину модели, не имеющую центрирующих шипов, ставят плоскостью разъёма на под-модельную доску и устанавливают опоку. Поверхность модели и доски посыпают разделительным составом для уменьшения прилипания смеси к оснастке (сухой кварцевый песок, порошок талька или графита). На модель наносят слой облицовочной смеси толщиной 20...30 мм, уплотняют её руками вокруг всей модели. Затем заполняют остальной объём опоки наполнительной смесью и уплотняют её трамбовкой сначала у стенок опоки, а затем в средней части. Излишек смеси срезают линейкой. В формовочной смеси на расстоянии 40...50 мм друг от друга и на 10... 15 мм от модели душником накалывают отверстия для выхода газов. Заформованную опоку покрывают второй подмодельной доской и переворачивают на 180°.
а)
б) Рисунок 1.6 – Эскизы собранных литейных форм: 1 - полость формы; 2 - стержень; 3 - нижняя опока; 4 - верхняя опока; 5 - выпор; 6 - чаша; 7 - стояк; 8 - шлакоуловитель; 9 - питатели; 10 - формовочная смесь
Изготовление верхней полуформы. На нижнюю половину модели по центрирующим шипам устанавливают верхнюю половину модели, модели шлакоуловителя, стояка и выпоров. Поверхность разъёма формы посыпают тонким слоем сухого кварцевого песка для того, чтобы формовочная смесь в верхней опоке не прилипала к смеси в нижней опоке. Верхнюю опоку устанавливают по центрирующим штырям на нижнюю. Наполняют её формовочными смесями также, как и нижнюю. После уплотнения смеси вокруг стояка гладилкой прорезают литниковую чашу.
а) б)
Рис. 1.7. Эскизы готовых отливок с литниковой системой: а - отливка из чугуна; б - отливка из стали Извлечение моделей. Модели стояка и выпоров раскачивают и удаляют из верхней полуформы. Верхнюю опоку снимают и поворачивают на 180° разъёмом вверх. В плоскости разъёма нижней полуформы гладилкой прорезают питатели. Из полуформ после лёгкого раскачивания удаляют половины моделей и модель шлакоуловителя. Устраняют возможные дефекты формы, возникшие при извлечении моделей, обдувают обе полуформы сухим сжатым воздухом для удаления возможного засора. Поверхность полуформ припыливают молотым древесным углём или графитом. Сборка литейной формы. В нижнюю полуформу, если требуется, устанавливают стержень и накрывают её верхней полуформой. Полуформы фиксируют штырями или скобами и на верхнюю полуформу устанавливают груз для предотвращения ухода жидкого металла через разъём формы во время заливки. Производится заливка металла в форму до тех пор, пока он, поднимаясь снизу, не заполнит до верха выпоры. Содержание отчёта 1. Цель работы. 2. Эскиз детали. 3. Эскиз отливки. 4. Эскиз модели. 5. Эскиз стержневого ящика. 6. Эскиз собранной литейной формы. 7. Описание последовательности изготовления литейной формы. 5 Контрольные вопросы для самопроверки 1. В чём состоит сущность литейного производства? 2. Что такое модель и из каких материалов она изготавливается? 3. Чем модель отличается от отливки? 4. Какую часть детали отражает модель и стержень? 5. Как изготавливаются отверстия в отливах? 6. Из каких материалов изготавливаются формовочные и стержневые смеси и какие требования предъявляются к ним? 7. Для чего назначаются формовочные уклоны? 8. В чём заключается назначение стержневых знаков? 9. Для чего предназначается литниковая система и из каких элементов она состоит? 10. Что такое усадка металла и как она учитывается при изготовлении литейной формы? 11. Что такое литейная форма и какие элементы образуют её? 12. В какой последовательности осуществляется разработка эскиза отливки? Какова последовательность изготовления литейной формы?
6 Варианты задания
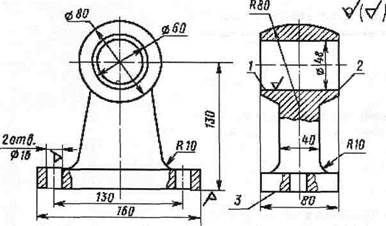
Вариант 1. Серьга Сталь ЗОЛ
Вариант 2. Фланец Чугун СЧ 10
Вариант 3. Ступица Сталь 40Х
Вариант 4. Шестерня Сталь 40 Вариант 5. Втулка Сталь 25Л
Вариант 6. Крышка Чугун СЧ 20 Вариант 7. Шестерня Сталь
Вариант 8. Колесо Сталь 50 Серьга Чугун КЧ 36-6
Вариант 9. Серьга Чугун КЧ 36-6
Вариант 10. Корпус Сталь 40Л
Вариант 11. Переходник Чугун СЧ 10
Вариант 12. Втулка Сталь 30 Вариант 13. Стакан Сталь 40ХН
Вариант 14. Опора. Чугун СЧ 25 Вариант 15. Корпус Чугун СЧ 20
Вариант 16. Фланец Сталь 30Л
Вариант 17. Штуцер Сталь 20
Вариант 18. Вал промежуточный Сталь 45
ЛАБОРАТОРНАЯ РАБОТА № 2 Популярное:
|
Последнее изменение этой страницы: 2017-03-11; Просмотров: 6573; Нарушение авторского права страницы
 Остальные поверхности механической обработке не подлежат, на что указывает знак
Остальные поверхности механической обработке не подлежат, на что указывает знак  в правом углу эскиза.
в правом углу эскиза.
 1. Разъем модели и формы (1), ее показывают отрезком или ломаной штрих- пунктирной линией, заканчивающейся знаком х х, над которым указывается буквенное обозначение разъёма МФ. Направление разъёма показывается сплошной основной линией, ограниченной стрелками и перпендикулярной линии разъёма. Положение отливки в форме при заливке обозначается буквами В (верх) и Н (низ). Буквы проставляются у стрелок, показывающих направление разъёма.
1. Разъем модели и формы (1), ее показывают отрезком или ломаной штрих- пунктирной линией, заканчивающейся знаком х х, над которым указывается буквенное обозначение разъёма МФ. Направление разъёма показывается сплошной основной линией, ограниченной стрелками и перпендикулярной линии разъёма. Положение отливки в форме при заливке обозначается буквами В (верх) и Н (низ). Буквы проставляются у стрелок, показывающих направление разъёма.