
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ХОЛОДНОЙ ЛИСТОВОЙ ШТАМПОВКИ
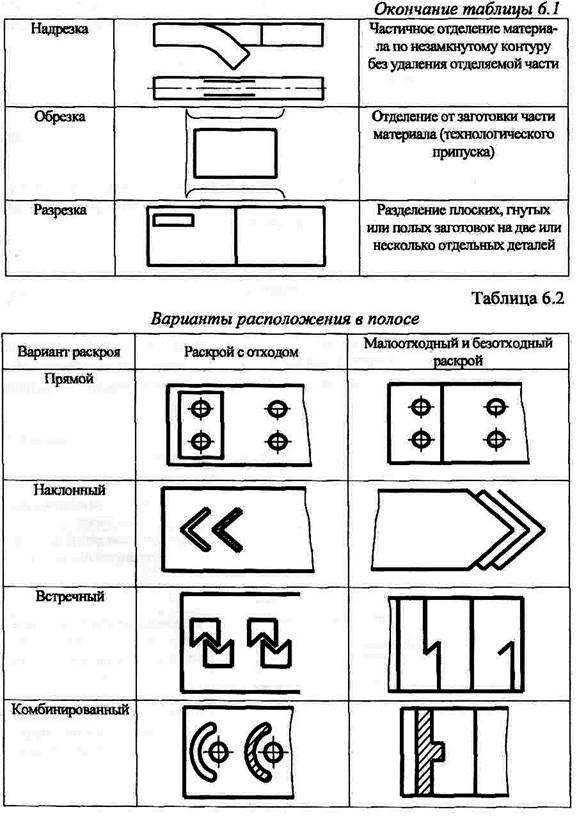
ЦЕЛЬ РАБОТЫ 1. Освоить способы экономичного раскроя листового материала. 2. Научиться пользоваться ГОСТами на материал и сортамент. 3. Научиться составлять технологический процесс. Лабораторная работа предполагает изучение технологических процессов машиностроительного производства, работу Государственными стандартами (ГОСТ). В соответствии с ГОСТ выбираются материал, сортамент и разрабатывается технологический процесс согласно правил оформления. В результате выполнения самостоятельной работы студент приобретает навыки по составлению технологического процесса. Теоретическая часть Технологический процесс Штамповка является одним из видов обработки металлов давлением, производимой при помощи штампов на прессах. По характеру деформаций холодная штамповка разделяется на две группы: 1) деформации с разделением материала (срез и отделение одной части от другой); 2) пластические деформации (включают операции по изменению формы гнутых и полых листовых деталей). Виды деформаций холодной листовой штамповки: 1) резка - отделение одной части материала от другой по замкнутому или незамкнутому контуру; 2) гибка - превращение плоской заготовки в изогнутую деталь; 3) вытяжка - превращение плоской заготовки в полую деталь любой формы или дальнейшее изменение ее размеров; 4) формовка - изменение формы детали или заготовки путем Процесс штамповки детали может состоять из одной или нескольких операций. Целью технологического процесса является изготовление деталей в соответствии с технологическими условиями и чертежом с наименьшей себестоимостью. В условиях крупносерийного производства необходимо стремиться: • к наименьшему расходу материала; • наименьшему количеству операций; • совмещенной и последовательной комбинированной штамповке; • многорядовой штамповке; • увеличению производительности; • применению механизации и автоматизации; • созданию автоматизированных линий. В мелкосерийном производстве целесообразно применять упрощенную технологию штамповки, используя упрощенные и универсальные штампы для того, чтобы затраты и время на подготовку производства были незначительны. При разработке технологического процесса необходимо решить следующие задачи: • согласовать конструктивные и технологические требования к детали; • определить форму, размеры заготовки и расход материала на деталь; • определить количество и последовательность операций; • установить типы штампов и исходные данные для их конструктивной разработки; • определить тип, мощность и габариты требуемого оборудования; • определить нормы времени, разряды рабочих и количество рабочих; • определить методы контроля точности и качества деталей; • определить необходимость применения каких-либо доделочных непрессовых операций, а также установить, не требуется ли термическая обработка. Раскрой материала Для листовой штамповки выбор исходной заготовки осуществляется путем экономического анализа возможных вариантов раскроя материала и определения оптимального. В качестве критерия оптимальности принимается коэффициент использования материала (КИМ). Раскроем материала называется способ расположения вырубаемых деталей на заготовке. При штамповке с отходами определяют величину перемычек. С точки зрения экономии материала перемычки между деталями должны быть минимальными. Но при очень малых перемычках ухудшается качество резки (перемычки выворачиваются) и стойкость штампов. Кроме того, перемычка должна обеспечивать достаточную жесткость отхода и надежную подачу материала через штамп. Минимальная величина перемычек зависит от толщины и рода материала, формы вырубаемых деталей, конструкции штампа (табл. 2.3). Принимается минимальная величина перемычек, равная толщине металла. Исходным материалом являются листы, полосы, ленты. Предварительно листы раскраиваются на полосы или отдельные заготовки простой формы. Широкую рулонную ленту продольно разрезают на узкие ленты и только потом выполняют раскрой полосового материала. Можно выделить три вида раскроя полосового материала (табл. 2.2). Раскрой с отходами - когда вырезка происходит по всему контуру детали, а перемычка имеет замкнутую форму. Малоотходный раскрой - когда вырезают только часть контура детали, а в отход идет или перемычка между двумя вырезками, или только боковая перемычка. Безотходный раскрой - когда вырезаемая деталь получается путем прямолинейной или криволинейной отрезки без образования перемычек. Порядок выполнения работы 2.1 Согласно варианта задания (табл. 2.4), начертить чертеж детали, проставить размеры, указать обозначение материала и ГОСТ на материал. 2.2 Рассчитать массу детали. 2.3 Выбрать сортамент на материал заготовки согласно ГОСТ (лист, полоса, лента), указать условное обозначение. 2.4 Выполнить раскрой материала с вырубкой по всему контуру (величина перемычек указана в табл. 6.3) и более рационально. Проставить все необходимые размеры. 2.5 Определить коэффициент использования материала (КИМ) для двух вариантов раскроя (для листа и ленты или полосы). Расчет выполнить по любой из формул:
где FД - площадь детали, см2; F3 - площадь заготовки, см2; ∑ Fд _ сумма площадей деталей, раскроенных на листе, см2; FЛИСТА - площадь всего листа, см2; тД - масса детали, кг; тЗ - масса заготовки, кг.
2.6. Определить усилие вырубки и усилие пресса. Р = 0, 8σ В • Z • S, (2.2) где σ в - временное сопротивление при растяжении, МПа - определить из ГОСТа на материал; Z- периметр, по которому произошло отделение детали от заготовки, мм; S- толщина материала, мм. Усилие пресса: РПР = 1, 25· Р (МПа). (2.3) 2.7. Разработать технологический процесс холодной листовой Т а б л и ц а 2.1 – Терминология и характеристика основных операций холодной штамповки - разделительные операции
Продолжение таблицы 2.4
Продолжение таблицы 2.4
Окончание таблицы 2.4
Рисунок 2.1 Деталь
Пример маршрутного технологического процесса холодной листовой штамповки Деталь рисунок 2.1. Материал - Ст 3 пс ГОСТ 380-71. Толщина листа 3 мм Т а б л и ц а 2.5 – Маршрутный технологический процесс
ЛАБОРАТОРНАЯ РАБOTA № 3 Популярное:
|
Последнее изменение этой страницы: 2017-03-11; Просмотров: 3424; Нарушение авторского права страницы
 (2.1)
(2.1)




 о
о






