|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Шлифование, определение, назначение.
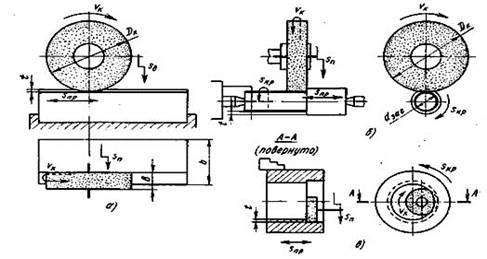
Шлифование – один из прогрессивных методов обработки металлов резанием. При шлифовании припуск на обработку срезают абразивными инструментами – шлифовальными кругами. Шлифовальный круг представляет собой пористое тело, состоящее из большого числа абразивных зерен, скрепленных между собой связкой. Между зернами круга и связкой расположены поры. Материалы высокой твердости, из которых образованы зерна шлифовального круга, называют абразивными. Шлифование состоит в том, что шлифовальный круг, вращаясь вокруг своей оси, снимает тонкий слой металла (стружку) вершинами абразивных зерен, расположенных на режущих поверхностях шлифовального круга (периферия круга). Число абразивных зерен, расположенных на периферии круга, очень велико; у кругов средних размеров оно достигает десятков и сотен тысяч штук. Таким образом, при шлифовании стружка снимается огромным числом беспорядочно расположенных режущих зерен неправильной формы, что приводит к очень сильному измельчению стружки и большому расходу энергии. Режущая поверхность шлифовального круга состоит из множества абразивных зерен, расположенных на его поверхности на некотором расстоянии друг от друга и выступающих на различную высоту. Этим объясняется то, что не все абразивные зерна работают одинаково. Абразивное зерно, вращаясь с очень большой скоростью (90 м/с и более), срезает металл с поверхности заготовки. Следовательно, шлифование следует рассматривать как сверхскоростное резание (царапанье) поверхностных слоев заготовки большим числом мельчайших шлифующих зерен (резцов), сцементированных в круге с помощью связки. Полученная таким образом шлифованная поверхность представляет собой совокупность шлифовочных рисок, оставляемых вершинами абразивных зерен круга. Образование каждой шлифовочной риски происходит в результате последовательного внедрения режущей кромки зерна в обрабатываемую поверхность. Виды и способы шлифования В машиностроении наиболее часто применяют следующие виды шлифования: круглое, наружное, круглое внутреннее и специальное. Схемы шлифования приведены на рис. 3. Плоское шлифование. При плоском шлифовании заготовку закрепляют на плоском магнитном столе или в тисках. При этом плоское шлифование может проводиться периферией круга и (или) торцом круга. При плоском шлифовании, также как и для всех технологических способов шлифовальной обработки, главным движением резания Vk (м/с) является вращение круга. При плоском шлифовании возвратно-поступательное перемещение заготовки является продольной подачей Sпр (м/мин) (рис. 3, а). Для обработки поверхности на всю ширину b заготовка или круг должны перемещаться с поперечной подачей Sп (мм/дв. ход). Это движение происходит прерывисто (периодически) при крайних положениях заготовки в конце продольного хода. Периодически происходит и подача Sв на глубину резания. Это перемещение осуществляется также в крайних положениях заготовки, но в конце поперечного хода. Круглое наружное шлифование (рис. 3 б) . Заготовку устанавливают в центрах или закрепляют в патроне. Различают шлифование с продольной подачей заготовки и врезное шлифование. Для осуществления шлифования необходимо, чтобы шлифуемая заготовка и абразивный инструмент имели заданные относительные движения, без которых резание металлов невозможно. При круглом шлифовании продольная подача происходит за счет возвратно-поступательного перемещения заготовки. Подача Sпр (мм/об. заг) соответствует осевому перемещению заготовки за один ее оборот. Вращение заготовки является круговой подачей Sкр (м/мин). Подача Sп (мм/дв. ход или мм/ход) на глубину резания для приведенной схемы обработки происходит при крайних положениях заготовки.
Рисунок 1 – Основные схемы шлифования
При круглом наружном шлифовании с продольной подачей необходимы следующие движения: вращение шлифовального круга – главное движение резания; вращение шлифуемой заготовки вокруг своей оси – круговая подача заготовки; прямолинейное возвратно-поступательное движение заготовки (или шлифовального круга) вдоль своей оси – продольная подача; поперечное перемещение шлифовального круга на заготовку (или заготовки на шлифовальный круг) – поперечная подача или подача на глубину резания. При шлифовании с продольной подачей поперечная подача осуществляется периодически, в конце каждого двойного или одинарного хода стола. При круглом наружном шлифовании врезанием высота круга должна быть равна длине шлифуемой заготовки или несколько больше ее, поэтому нет необходимости в продольной подаче. Поперечная подача, в отличие от продольных рабочих ходов (первый способ), производится непрерывно в течение всего шлифования. Таким образом, для выполнения наружного шлифования врезанием необходимы следующие движения: вращение шлифовального круга, вращение шлифуемой заготовки вокруг своей оси или ее круговая подача и непрерывная подача шлифовального круга. При бесцентровом шлифовании резание осуществляется шлифовальным кругом также, как на обычных центровых шлифовальных станках. Особенность этого процесса определяется спецификой закрепления и подачи шлифуемой заготовки. При бесцентровом наружном шлифовании шлифуемую заготовку устанавливают на опорном ноже между кругами – шлифующим (рабочим), расположенным слева, и подающим (или ведущим), расположенным справа. Для осуществления бесцентрового шлифования необходимы следующие движения: вращение шлифовального круга, вращение подающего круга, круговая и продольная подачи. Вращением подающего круга шлифуемой заготовке сообщается вращение и продольная подача, для получения которой ведущий круг устанавливают под небольшим углом к оси шлифующего круга. Круглое внутреннее шлифование – шлифование с продольной подачей шлифовального круга или заготовки и шлифование врезанием. Движения, осуществляемые при внутреннем шлифовании, показаны на рис. 3в. Для этого способа шлифования необходимы те же движения, что и при круглом наружном шлифовании с продольной подачей: вращение шлифовального круга, круговая подача заготовки, продольная подача заготовки или круга, поперечная подача шлифовального круга. Возможны также внутреннее врезное и внутреннее бесцентровое шлифование. Круглое бесцентровое внутреннее шлифование осуществляют без закрепления заготовки. Популярное:
|
Последнее изменение этой страницы: 2017-03-11; Просмотров: 1550; Нарушение авторского права страницы