|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Основы технологии машиностроенияСтр 1 из 13Следующая ⇒
Основы технологии машиностроения Методические указания по выполнению лабораторных работ для студентов очной формы обучения направления 15.03.02 «Технологические машины и оборудование. Машины и оборудование нефтяных и газовых промыслов»
Краснодар
Составитель: д-р техн. наук, профессор А.Г. Соколов
УДК 620.22
Основы технологии машиностроении: методические указания по выполнению лабораторных работ для студентов очной формы обучения направления 15.03.02 Технологические машины и оборудование / Сост.: А.Г. Соколов, – Кубан. гос. технол. ун-т. Каф. Машиностроения и автомобильного транспорта. – Краснодар, 2015 – 114 с. Режим доступа: htt: //moodle.kubstu.ru (по паролю).
Рецензенты: канд. техн. наук, доц. кафедры МСАТ КубГТУ Л.Ф Мелехин.; ген. директор ООО «Биметалл плюс» С.А. Шашерина.
ЛАБОРАТОРНАЯ РАБОТА №1 РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ОТЛИВКИ В РАЗОВОЙ ПЕСЧАНО-ГЛИНИСТОЙ ФОРМЕ Цель работы – научиться по чертежу готовой детали разрабатывать чертёж отливки, модели, стержневого ящика и формы в сборе. Задание Для заданного чертежа детали выполнить следующее: а) выбрать плоскость разъёма модели и формы с указанием положения отливки в форме - В (верх) и Н (низ); б) выполнить эскиз отливки с обозначением размеров припусков, в) выполнить эскиз модели с указанием габаритных размеров; г) начертить эскиз стержневого ящика без указания размеров; д) привести эскиз собранной литейной формы в разрезе с указанием её элементов; е) дать краткое описание последовательных операций по изготовлению литейной формы и отливки. Основные положения Сущность литейного производства заключается в получении отливок - литых металлических изделий путём заливки расплавленного металла в специальную литейную форму, в которой он, остывая, затвердевает и сохраняет её очертания. Для изготовления литейной формы применяют большое число различных приспособлений, которые называют литейной оснасткой. В её состав входят модели, стержневые ящики, опоки, подмодельные плиты и др. Модели - приспособления, при помощи которых в формовочной смеси получают отпечатки полости, соответствующие наружной конфигурации отливки. Отверстия и полости внутри отливки, а также иные сложные контуры образуют при помощи стержней, устанавливаемых в формы при их сборке. Размеры модели делают больше, чем соответствующие размеры отливки на величину линейной усадки сплава. Если отливки подвергаются механической обработке, то в соответствующих размерах модели учитывают размер припусков - слоя металла, удаляемого при механической обработке. Он зависит от размеров отливки и вида сплава. Припуск на верхние поверхности отливки должен быть больше, чем на нижние и боковые поверхности, так как наверху скапливаются шлаки, частички формовочной смеси и газовые включения. Отверстия небольших размеров, полученные литьем, трудно очистить от спёкшейся внутри стержневой смеси, которая отрицательно влияет на стойкость режущего инструмента при последующей механической обработке. Поэтому литьём следует выполнять отверстия, диаметр которых превышает 25...30 мм. Чтобы легче удалить модель из формы, поверхности её, расположенные параллельно направлению движения при извлечении из формы, выполняют с формовочными уклонами, зависящими от высоты отливки до линии разъема. Без уклонов при извлечении модели может быть разрушение формы и осыпание формовочной смеси. Для получения в форме отпечатков знаковых частей стержней, которыми стержень крепится в форме, модель имеет знаки - выступающие части. Сопряжение стенок в отливках должны быть плавными, без острых углов. Скругление внутренних углов называется галтелью, наружных - закруглением. Модели делают из древесины, металлических сплавов и пластмасс. Деревянные модели изготавливают из плотной хорошо просушенной древесины (сосна, ясень, бук и др.). Для предотвращения коробления модель делают не из целого куска древесины, а склеивают из отдельных брусочков так, чтобы направление волокон было различным. Преимущество деревянных моделей - дешевизна, простота изготовления, небольшая масса; основной недостаток - недолговечность. Во избежание деформирования модели во влажных формовочных смесях и для лучшей вытяжки из формы деревянные модели окрашивают модельным лаком; для чугунных отливок принят красный цвет, для стальных - синий, для цветных - желтый. Металлические модели имеют значительно большую долговечность, высокую точность и чистую рабочую поверхность. Такие модели чаще всего делают из алюминиевых сплавов, которые имеют малую плотность, не окисляются, хорошо обрабатываются резанием. Модели из пластмасс устойчивы к действию влаги, не подвергаются короблению, имеют небольшую массу. Перспективным является применение моделей из вспененного полистирола, газифицирующегося при заливке металла, и их не надо вынимать из формы перед заливкой. Стержневые ящики служат для изготовления стержней и должны обеспечивать равномерное уплотнение смеси и быстрое извлечение стержня. Как и модели, они имеют уклоны; при назначении размеров ящика учитывают усадку сплава и припуск на обработку. Стержневые ящики делают из тех же материалов, что и модели, а по конструкции -неразъёмными (вытряхными) и разъёмными. Опоки - прочные металлические рамы различной формы, предназначены для изготовления литейных полуформ из формовочных смесей. Их изготовляют из серого чугуна, стали, алюминиевых сплавов, и могут быть литыми, сварными или сборными из отдельных литых частей. Стенки опоки часто делают с отверстиями для уменьшения их массы, удаления газов из формы и для лучшего скрепления формовочной смеси с опокой. Соединяют опоки штырями и центрирующими отверстиями в приливах. Для скрепления опок применяют скобы или другие приспособления. Литниковые системы Литейную форму заливают металлом через литниковую систему, под которой понимают совокупность каналов и резервуаров, по которым расплав поступает из ковша в полость формы. Литниковая система должна обеспечивать непрерывное поступление металла в форму, питание отливки для компенсации усадки, предотвращать разрушение формы, попадание шлака и воздуха со струёй расплава. Основными элементами литниковой системы являются литниковая чаша, стояк, шлакоуловитель, питатели (рис. 1.1). Чаша уменьшает размывающее действие струи расплава, задерживает всплывающий шлак. Для лучшего задержания шлаковых включений в литниковые чаши или другие элементы литниковой системы иногда устанавливают фильтры (например, керамические сетки, либо фильтры из специальной стеклоткани). Стояк представляет собой вертикальный конический, обычно суживающийся к низу канал круглого сечения, по которому металл из литниковой чаши или воронки попадает в шлакоуловитель. Шлакоуловитель служит для задержания попавших в металл шлака и других включений и представляет собой горизонтальный канал, обычно трапециевидного сечения, располагающийся в верхней полуформе. Питатели представляют собой каналы прямоугольного или трапециевидного сечения, которые примыкают к нижней части шлакоуловителя и предназначаются для подвода металла непосредственно в полость формы. Их располагают в нижней полуформе на некотором расстоянии от стояка и концов шлакоуловителя, так как в противном случае в них, а, следовательно, и в полость формы, может попасть шлак. Для лучшего задержания шлака в литниковой системе выдерживается следующее соотношение размера сечения стояка, шлакоуловителя и питателей: FCT> Fшл> FnHT. Над самым высоким местом полости формы, на стороне, противоположной месту подвода в неё металла, делают выпоры - каналы для выхода из формы воздуха и газов и всплывающих неметаллических включений. Они содействуют нормальной усадке застывающего сплава и позволяют контролировать полноту заполнения формы металлом. При изготовлении отливок из стали у наиболее массивных частей делают прибыли - наполненные жидким металлом полости, предназначенные для предупреждения образования в отливках усадочных раковин и рыхлот. Они должны всё время пополнять затвердевающую отливку жидким металлом и сами затвердевают последними. В зависимости от формы, размера отливки, состава и свойств литейного сплава применяются верхняя, нижняя (сифонная) и ярусная литниковые системы. Верхняя система наиболее проста, её применяют для мелких деталей небольшой высоты. С увеличением высоты происходит размывание формы струёй металла, разбрызгивание и окисление его, увеличивается количество неметаллических включений в теле отливки. Нижнюю систему применяют для средних и толстостенных отливок значительной высоты. Она обеспечивает спокойное заполнение формы металлом, но она более сложна.
Рисунок 1.1 – Элементы литниковой системы: 1 - литниковая чаша; 2 - стояк; 3 - шлакоуловитель; 4 - питатели; 5, 6 - чаша и стояк выпоров (прибылей); 7 - фильтр из специальной стеклоткани
Ярусная система обеспечивает последовательное питание отливки снизу вверх, и её применяют для крупных отливок. Недостатки ярусной системы - сложность в изготовлении и значительный расход металла на литники.
Порядок выполнения работы Содержание отчёта 1. Цель работы. 2. Эскиз детали. 3. Эскиз отливки. 4. Эскиз модели. 5. Эскиз стержневого ящика. 6. Эскиз собранной литейной формы. 7. Описание последовательности изготовления литейной формы. 5 Контрольные вопросы для самопроверки 1. В чём состоит сущность литейного производства? 2. Что такое модель и из каких материалов она изготавливается? 3. Чем модель отличается от отливки? 4. Какую часть детали отражает модель и стержень? 5. Как изготавливаются отверстия в отливах? 6. Из каких материалов изготавливаются формовочные и стержневые смеси и какие требования предъявляются к ним? 7. Для чего назначаются формовочные уклоны? 8. В чём заключается назначение стержневых знаков? 9. Для чего предназначается литниковая система и из каких элементов она состоит? 10. Что такое усадка металла и как она учитывается при изготовлении литейной формы? 11. Что такое литейная форма и какие элементы образуют её? 12. В какой последовательности осуществляется разработка эскиза отливки? Какова последовательность изготовления литейной формы?
6 Варианты задания
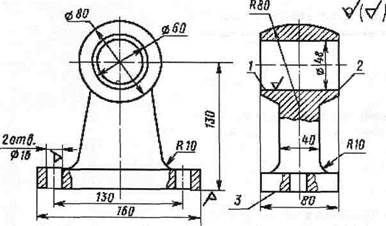
Вариант 1. Серьга Сталь ЗОЛ
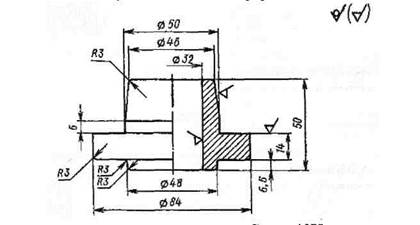
Вариант 2. Фланец Чугун СЧ 10
Вариант 3. Ступица Сталь 40Х
Вариант 4. Шестерня Сталь 40 Вариант 5. Втулка Сталь 25Л
Вариант 6. Крышка Чугун СЧ 20 Вариант 7. Шестерня Сталь
Вариант 8. Колесо Сталь 50 Серьга Чугун КЧ 36-6
Вариант 9. Серьга Чугун КЧ 36-6
Вариант 10. Корпус Сталь 40Л
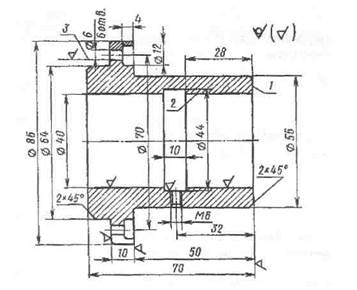
Вариант 11. Переходник Чугун СЧ 10
Вариант 12. Втулка Сталь 30 Вариант 13. Стакан Сталь 40ХН
Вариант 14. Опора. Чугун СЧ 25 Вариант 15. Корпус Чугун СЧ 20
Вариант 16. Фланец Сталь 30Л
Вариант 17. Штуцер Сталь 20
Вариант 18. Вал промежуточный Сталь 45
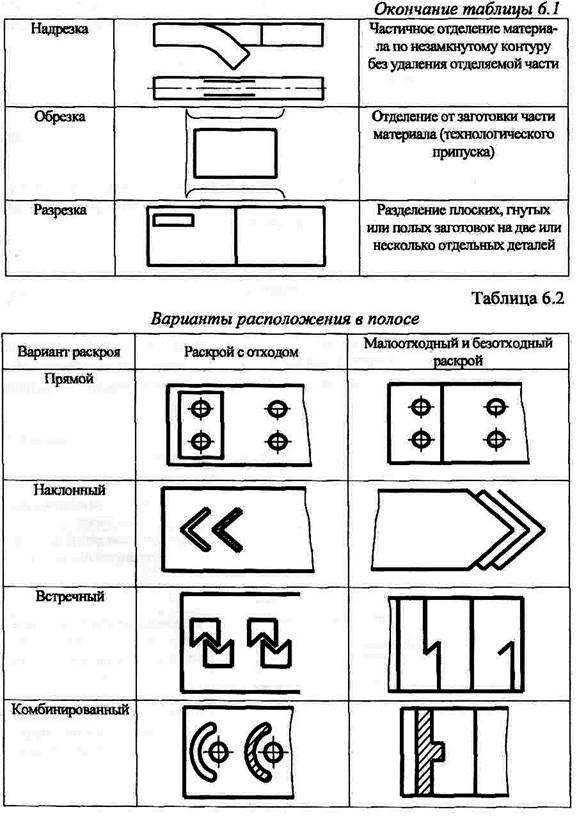
ЛАБОРАТОРНАЯ РАБОТА № 2 ЦЕЛЬ РАБОТЫ 1. Освоить способы экономичного раскроя листового материала. 2. Научиться пользоваться ГОСТами на материал и сортамент. 3. Научиться составлять технологический процесс. Лабораторная работа предполагает изучение технологических процессов машиностроительного производства, работу Государственными стандартами (ГОСТ). В соответствии с ГОСТ выбираются материал, сортамент и разрабатывается технологический процесс согласно правил оформления. В результате выполнения самостоятельной работы студент приобретает навыки по составлению технологического процесса. Теоретическая часть Технологический процесс Штамповка является одним из видов обработки металлов давлением, производимой при помощи штампов на прессах. По характеру деформаций холодная штамповка разделяется на две группы: 1) деформации с разделением материала (срез и отделение одной части от другой); 2) пластические деформации (включают операции по изменению формы гнутых и полых листовых деталей). Виды деформаций холодной листовой штамповки: 1) резка - отделение одной части материала от другой по замкнутому или незамкнутому контуру; 2) гибка - превращение плоской заготовки в изогнутую деталь; 3) вытяжка - превращение плоской заготовки в полую деталь любой формы или дальнейшее изменение ее размеров; 4) формовка - изменение формы детали или заготовки путем Процесс штамповки детали может состоять из одной или нескольких операций. Целью технологического процесса является изготовление деталей в соответствии с технологическими условиями и чертежом с наименьшей себестоимостью. В условиях крупносерийного производства необходимо стремиться: • к наименьшему расходу материала; • наименьшему количеству операций; • совмещенной и последовательной комбинированной штамповке; • многорядовой штамповке; • увеличению производительности; • применению механизации и автоматизации; • созданию автоматизированных линий. В мелкосерийном производстве целесообразно применять упрощенную технологию штамповки, используя упрощенные и универсальные штампы для того, чтобы затраты и время на подготовку производства были незначительны. При разработке технологического процесса необходимо решить следующие задачи: • согласовать конструктивные и технологические требования к детали; • определить форму, размеры заготовки и расход материала на деталь; • определить количество и последовательность операций; • установить типы штампов и исходные данные для их конструктивной разработки; • определить тип, мощность и габариты требуемого оборудования; • определить нормы времени, разряды рабочих и количество рабочих; • определить методы контроля точности и качества деталей; • определить необходимость применения каких-либо доделочных непрессовых операций, а также установить, не требуется ли термическая обработка. Раскрой материала Для листовой штамповки выбор исходной заготовки осуществляется путем экономического анализа возможных вариантов раскроя материала и определения оптимального. В качестве критерия оптимальности принимается коэффициент использования материала (КИМ). Раскроем материала называется способ расположения вырубаемых деталей на заготовке. При штамповке с отходами определяют величину перемычек. С точки зрения экономии материала перемычки между деталями должны быть минимальными. Но при очень малых перемычках ухудшается качество резки (перемычки выворачиваются) и стойкость штампов. Кроме того, перемычка должна обеспечивать достаточную жесткость отхода и надежную подачу материала через штамп. Минимальная величина перемычек зависит от толщины и рода материала, формы вырубаемых деталей, конструкции штампа (табл. 2.3). Принимается минимальная величина перемычек, равная толщине металла. Исходным материалом являются листы, полосы, ленты. Предварительно листы раскраиваются на полосы или отдельные заготовки простой формы. Широкую рулонную ленту продольно разрезают на узкие ленты и только потом выполняют раскрой полосового материала. Можно выделить три вида раскроя полосового материала (табл. 2.2). Раскрой с отходами - когда вырезка происходит по всему контуру детали, а перемычка имеет замкнутую форму. Малоотходный раскрой - когда вырезают только часть контура детали, а в отход идет или перемычка между двумя вырезками, или только боковая перемычка. Безотходный раскрой - когда вырезаемая деталь получается путем прямолинейной или криволинейной отрезки без образования перемычек. Порядок выполнения работы 2.1 Согласно варианта задания (табл. 2.4), начертить чертеж детали, проставить размеры, указать обозначение материала и ГОСТ на материал. 2.2 Рассчитать массу детали. 2.3 Выбрать сортамент на материал заготовки согласно ГОСТ (лист, полоса, лента), указать условное обозначение. 2.4 Выполнить раскрой материала с вырубкой по всему контуру (величина перемычек указана в табл. 6.3) и более рационально. Проставить все необходимые размеры. 2.5 Определить коэффициент использования материала (КИМ) для двух вариантов раскроя (для листа и ленты или полосы). Расчет выполнить по любой из формул:
где FД - площадь детали, см2; F3 - площадь заготовки, см2; ∑ Fд _ сумма площадей деталей, раскроенных на листе, см2; FЛИСТА - площадь всего листа, см2; тД - масса детали, кг; тЗ - масса заготовки, кг.
2.6. Определить усилие вырубки и усилие пресса. Р = 0, 8σ В • Z • S, (2.2) где σ в - временное сопротивление при растяжении, МПа - определить из ГОСТа на материал; Z- периметр, по которому произошло отделение детали от заготовки, мм; S- толщина материала, мм. Усилие пресса: РПР = 1, 25· Р (МПа). (2.3) 2.7. Разработать технологический процесс холодной листовой Т а б л и ц а 2.1 – Терминология и характеристика основных операций холодной штамповки - разделительные операции
Продолжение таблицы 2.4
Продолжение таблицы 2.4
Окончание таблицы 2.4
Рисунок 2.1 Деталь
Пример маршрутного технологического процесса холодной листовой штамповки Деталь рисунок 2.1. Материал - Ст 3 пс ГОСТ 380-71. Толщина листа 3 мм Т а б л и ц а 2.5 – Маршрутный технологический процесс
ЛАБОРАТОРНАЯ РАБOTA № 3 Содержание работы Пользуясь методическим руководством и литературой, изучить теоретические вопросы обработки металлов на металлорежущих станках: цели, достоинства и недостатки обработки резанием, рабочие и вспомогательные движения, поверхности обрабатываемой заготовки, элементы режима резания, их вычисление и единицы измерения, элементы режущей части и материалы режущего инструмента, виды металлорежущих станков и рабочие движения на них. В учебных мастерских на имеющемся оборудовании изучить основные узлы токарно-винторезного и горизонтально-фрезерного станков и их назначение, применяемый инструмент, приспособления, их разновидности и назначение, виды работ, выполняемых на токарных и фрезерных станках. Проверить усвоение материала по вопросам для самопроверки, помещенным в конце методики к данной работе. Составить отчет и защитить работу. В отчете кратко осветить следующие вопросы. Сущность и основные понятия механической обработки резанием.Элементы режущей части и материалы инструмента. Устройство токарного станка, основные виды резцов, приспособлений и работ, выполняемых при токарной обработке. Устройство фрезерного станка, основные виды фрез, приспособлений и работ, выполняемых при токарной обработке. Выводы по работе.
Порядок выполнения работы Изучить теоретическую часть и правила техники безопасности при работе на металлорежущих станках. Составить отчет по теоретической части. Произвести расчет режимов резания и настроить токарно-винторезный станок для чистового точения вала. Для решения этой задачи задаются следующие условия: диаметр вала, шероховатость поверхности, радиус при вершине резца, марка обрабатываемого материала и его временное сопротивление разрыву, марка материала режущей части резца. Исходя из этих условий, пользуясь справочными таблицами, произвести выбор глубины резания t, мм, подачи S, мм/об, скорректировать подачу по паспорту станка; выбрать скорость резания V, м/мин, вычислить частоту вращения шпинделя станка n, об/мин и скорректировать ее по паспорту станка. По выполненному расчету произвести настройку станка и обработку вала при найденных глубине резания, подаче и частоте вращения шпинделя. ЛАБОРАТОРНАЯ РАБOTA № 4 Содержание работы Пользуясь методическим руководством и литературой, изучить теоретические вопросы обработки на шлифовальных станках: цели, достоинства и недостатки шлифования, виды и способы шлифования, рабочие и вспомогательные движения, схемы шлифовальных станков, их классификацию, инструмент, его составляющие, свойства и обозначение. В учебных мастерских на имеющемся оборудовании изучить основные узлы шлифовальных станков и их назначение, применяемый инструмент, приспособления, их разновидности и назначение, виды работ, выполняемых на станках. Проверить усвоение материала по вопросам для самопроверки, помещенным в конце методики к данной работе. Составить отчет и защитить работу. В отчете кратко осветить следующие вопросы. Сущность и основные понятия механической обработки абразивным инструментом, виды и способы шлифования, схемы шлифовальных станков и видов обработки, выполняемых на них. Описать строение абразивного инструмента, его компоненты и обозначение. Описать влияние скорости продольной, величины поперечной подач и глубины резания на качество обработки. Сделать выводы по полученным результатам анализа.
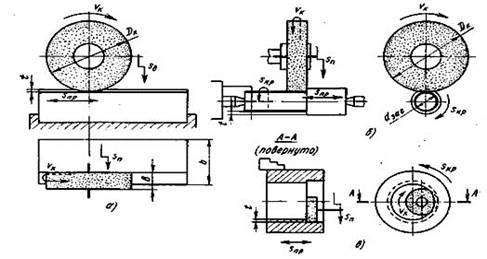
Виды и способы шлифования В машиностроении наиболее часто применяют следующие виды шлифования: круглое, наружное, круглое внутреннее и специальное. Схемы шлифования приведены на рис. 3. Плоское шлифование. При плоском шлифовании заготовку закрепляют на плоском магнитном столе или в тисках. При этом плоское шлифование может проводиться периферией круга и (или) торцом круга. При плоском шлифовании, также как и для всех технологических способов шлифовальной обработки, главным движением резания Vk (м/с) является вращение круга. При плоском шлифовании возвратно-поступательное перемещение заготовки является продольной подачей Sпр (м/мин) (рис. 3, а). Для обработки поверхности на всю ширину b заготовка или круг должны перемещаться с поперечной подачей Sп (мм/дв. ход). Это движение происходит прерывисто (периодически) при крайних положениях заготовки в конце продольного хода. Периодически происходит и подача Sв на глубину резания. Это перемещение осуществляется также в крайних положениях заготовки, но в конце поперечного хода. Круглое наружное шлифование (рис. 3 б) . Заготовку устанавливают в центрах или закрепляют в патроне. Различают шлифование с продольной подачей заготовки и врезное шлифование. Для осуществления шлифования необходимо, чтобы шлифуемая заготовка и абразивный инструмент имели заданные относительные движения, без которых резание металлов невозможно. При круглом шлифовании продольная подача происходит за счет возвратно-поступательного перемещения заготовки. Подача Sпр (мм/об. заг) соответствует осевому перемещению заготовки за один ее оборот. Вращение заготовки является круговой подачей Sкр (м/мин). Подача Sп (мм/дв. ход или мм/ход) на глубину резания для приведенной схемы обработки происходит при крайних положениях заготовки.
Рисунок 1 – Основные схемы шлифования
При круглом наружном шлифовании с продольной подачей необходимы следующие движения: вращение шлифовального круга – главное движение резания; вращение шлифуемой заготовки вокруг своей оси – круговая подача заготовки; прямолинейное возвратно-поступательное движение заготовки (или шлифовального круга) вдоль своей оси – продольная подача; поперечное перемещение шлифовального круга на заготовку (или заготовки на шлифовальный круг) – поперечная подача или подача на глубину резания. При шлифовании с продольной подачей поперечная подача осуществляется периодически, в конце каждого двойного или одинарного хода стола. При круглом наружном шлифовании врезанием высота круга должна быть равна длине шлифуемой заготовки или несколько больше ее, поэтому нет необходимости в продольной подаче. Поперечная подача, в отличие от продольных рабочих ходов (первый способ), производится непрерывно в течение всего шлифования. Таким образом, для выполнения наружного шлифования врезанием необходимы следующие движения: вращение шлифовального круга, вращение шлифуемой заготовки вокруг своей оси или ее круговая подача и непрерывная подача шлифовального круга. При бесцентровом шлифовании резание осуществляется шлифовальным кругом также, как на обычных центровых шлифовальных станках. Особенность этого процесса определяется спецификой закрепления и подачи шлифуемой заготовки. При бесцентровом наружном шлифовании шлифуемую заготовку устанавливают на опорном ноже между кругами – шлифующим (рабочим), расположенным слева, и подающим (или ведущим), расположенным справа. Для осуществления бесцентрового шлифования необходимы следующие движения: вращение шлифовального круга, вращение подающего круга, круговая и продольная подачи. Вращением подающего круга шлифуемой заготовке сообщается вращение и продольная подача, для получения которой ведущий круг устанавливают под небольшим углом к оси шлифующего круга. Круглое внутреннее шлифование – шлифование с продольной подачей шлифовального круга или заготовки и шлифование врезанием. Движения, осуществляемые при внутреннем шлифовании, показаны на рис. 3в. Для этого способа шлифования необходимы те же движения, что и при круглом наружном шлифовании с продольной подачей: вращение шлифовального круга, круговая подача заготовки, продольная подача заготовки или круга, поперечная подача шлифовального круга. Возможны также внутреннее врезное и внутреннее бесцентровое шлифование. Круглое бесцентровое внутреннее шлифование осуществляют без закрепления заготовки. Оборудование и инструменты Шлифовальные круги Абразивные материалы Абразивный материал – это естественный или искусственный материал, преимущественно высокой твердости. К естественным абразивным материалам относятся: алмаз, кварц, корунд, наждак, кремень, гранит. К искусственным – нормальный электрокорунд, хромистый электрокорунд, титанистый электрокорунд, монокорунд, зеленый и черный карбид кремния, карбид бора, синтетические алмазы, кубический нитрат бора и др. Основными свойствами абразивных материалов является твердость, абразивная способность, прочность и износостойкость. Алмаз естественный (А) представляет собой разновидность углеродов, обладает наивысшей твердостью из всех известных естественных и искусственных абразивных материалов, но хрупок. Естественные алмазы содержат наибольшее количество (от 0.02% до 4.8%) примесей окислов алюминия, железа, кальция, кремния, марганца, титана и др. Алмазы, непригодные для изготовления украшений, называют техническими и используют для шлифования металлов. Массу алмаза измеряют в граммах и каратах; 1 кар = 0.2 г. Алмаз синтетический (АС). Для получения синтетических алмазов используют углеродсодержащие вещества с применением катализаторов. В качестве углеродсодержащего вещества наиболее часто применяют графит, реже – сажу или древесный уголь, а в качестве катализатора – металл (хром, никель, железо, кобальт и др.). Под действием высокой температуры и давления происходит образование синтетического алмаза. В зависимости от размеров зерен, методов их получения и контроля порошки из синтетических алмазов делят на шлифпорошки и микропорошки. Существует пять марок шлифпорошков из синтетических алмазов, которые различаются в основном механическими свойствами (прочностью, хрупкостью), а также формой и параметрами шероховатости: Электрокорунды состоят из окиси алюминия Al2O3 и его примесей. Содержания окиси алюминия 93-96% в нормальном электрокорунде и монокорунде. Разновидности электрокорундов различаются содержанием окиси алюминия. Нормальный электрокорунд 1А выплавляют из бокситов; его разновидности 12А, 13А, 14А и 16А. При содержании, например, 92% окиси алюминия нормальный электрокорунд обозначают 13А, 93% - 14А и так далее. Белый электрокорунд 2А выплавляют из глинозема; его разновидности – 22А, 23А, 24А, 25А. Монокорунд 4А выплавляют из боксита сернистым железом и восстановителем с последующим выделением монокристалла корунд. Карбид кремния представляет собой химическое соединение кремния и углерода, получаемое из кокса и кварцевого песка в электрических печах при нагреве их до температуры 2100-22000 С, и содержит около 97-99% SiC. Карбид кремния является ценным шлифующим материалом. Он имеет зерна темно-синей и зеленой окраски с красивым цветом побежалости и металлическим блеском. Карбид бора (КБ) представляет собой химическое соединение B4C, он обладает высокими абразивной способностью, износостойкостью и химической стойкостью. Кубический нитрид бора (КНБ) – сверхтвердый материал, впервые получен в 1957г. и содержит 43.6% бора, 56.4% азота. Несмотря на несколько меньшую твердость, кубический нитрид бора обладает почти теми же абразивными свойствами, что и алмаз, но превосходит по износостойкости все известные абразивные материалы, применяемые в технике. Кубический нитрид бора выгодно отличается от алмаза своей высокой теплостойкостью. Он не теряет своих режущих свойств даже при температуре 12000 С; шлифовальные круги из него отличаются высокой стойкостью. Их применение повышает точность и качество детали, резко сокращает время на правку. Связка шлифовального круга Связка – вещество или совокупность веществ, применяемых для закрепления зерен в инструменте. Связки делят на неорганические и органические. К неорганическим связкам относят керамическую, силикатную и магнезиальную; к органическим - бакелитовую и вулканитовую. Наибольшее применение имеют керамические, бакелитовые и вулканитовые связки. Керамическая связка (К) состоит из огнеупорной глины, полевого шпата, кварца, мела, талька и других составляющих. Круги, изготовленные на керамической связке, имеют наибольшую пористость и поэтому меньше засаливаются, легко режут металл и обладают хорошей водоупорностью, допускают шлифование с охлаждением. Недостатком керамической связки является хрупкость, которая делает абразивные инструменты чувствительными к ударной нагрузке. Силикатную связку (С) изготовляют из жидкого стекла, которое смешивают с окисью цинка, мелом, глиной и др. Силикатная связка обладает достаточной прочностью. Круги на такой связке быстро изнашиваются, но работают с малым выделением теплоты при резании. Их применяют, когда поверхность заготовки чувствительна к повышению температуры при шлифовании. Круги на силикатной связке обычно используют без охлаждения. Популярное:
|
Последнее изменение этой страницы: 2017-03-11; Просмотров: 1530; Нарушение авторского права страницы

















 (2.1)
(2.1)




 о
о