|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Организация охраны труда на предприятияхСтр 1 из 7Следующая ⇒
Организация охраны труда на предприятиях Охрана труда работающих на производстве имеет первостепенное значение. Ответственность за организацию и состояние техники безопасности на предприятиях несет администрация этих предприятий; на каждом предприятии имеется отдел техники безопасности или инженеры по технике безопасности. Охрану труда составляет комплекс мероприятий по производственной санитарии, гигиене труда, организации отдыха, медицинской помощи и технике безопасности при выполнении работ. Общий контроль за выполнением норм и правил охраны труда, в том числе правил техники безопасности, осуществляют соответствующие инспекции (Госгортехнадзор, Госсанинспекция, Инспекция пожарного надзора, Госэнергонадзор) и Комитеты профсоюзов и местные профсоюзные организации. Каждый рабочий при поступлении на работу проходит инструктаж по технике безопасности, а в случае необходимости обязан пройти техминимум.
Техника безопасности при плазменно-дуговой резке Безопасность при выполнении дуговой сварки и резки (включая плазменно-дуговую резку) обеспечивается соблюдением " Правил техники безопасности и производственной санитарии при электросварочных работах", утвержденных Президиумом ЦК профсоюза рабочих машиностроения 8 января 1960 г. Плазменно-дуговая резка требует особо строгого соблюдения действующих правил эксплуатации электроустановок. Действующими правилами допускается напряжение холостого хода до 180 В при ручной и до 500 В при машинной резке (в аппаратах с дистанционным управлением). Плазменно-дуговая резка сопровождается сильным шумом, как правило, не превышающим допустимого санитарными нормами. В случае образования шума на уровне звукового давления 110 - 115 дБ (это возможно при высоких напряжениях плазменной резки) необходимо применение защитных устройств от шума. Сила сварочного тока мало влияет на уровень шума. Уровень шума сильно повышается с увеличением напряжения плазменной дуги, применяемом при машинной резке. Уровень шума снижается с увеличением расстояния от места горения плазменной дуги. Поэтому при механизированной резке следует применять дистанционное управление и место оператора подобрать с наименьшим шумом. При ручной резке отдалить резчика от режущей дуги невозможно. Поэтому ГОСТ ограничивает напряжение дуги до 180 В. В отдельных случаях резчики пользуются противошумными наушниками ВЦНИИОТ-2 или противошумной каской ВЦНИИОТ-2М с наушниками, защищающими резчика от шума интенсивностью до 120 дБ (резчик при этом слышит разговорную речь). Плазменно-дуговая резка вызывает образование большого количества газов и паров от разрезаемого металла. Большое содержание в воздухе около резчика даже таких газов, как азот и аргон, затрудняет дыхание и вызывает удушье. Особенно опасны пары окислов меди и цинка, образующиеся при резке меди и латуней. Поэтому при резке сжатой дугой требуется, кроме общеобменной, также и местная вентиляция. Наряду с газопылевыми выделениями и шумами резка сжатой дугой сопровождается интенсивным излучением. Для защиты глаз оператора-резчика применяют щитки с защитными стеклами и очки со светофильтрами типа В-2 или В-3. Другие опасности в виде взрыва сжатого газа, ожогов брызгами расплавленного металла и возникновения пожара всегда требуют особой предосторожности при плазменно-дуговой резке.
Техника безопасности при газовой сварке и резке Основными источниками опасности при газовой сварке и резке могут быть: взрывы ацетиленовых генераторов от обратного удара пламени, если не срабатывает водяной затвор (нужно следить за тем, чтобы водяной затвор всегда был наполнен водой до надлежащего уровня, и периодически проверять его, открывая контрольный кран затвора); взрывы кислородных баллонов в момент их открывания, если на штуцере баллона или на клапане редуктора имеется масло; неосторожное обращение с пламенем горелки; пламя может быть причиной загорания волос, одежды, ожога сварщика и пожара в помещении; ожоги глаз в случае, если сварщики не пользуются светофильтрами; отравления скопившимися вредными газами при отсутствии обменной вентиляции в помещении. При ручной и механизированной кислородной резке, сварке и других процессах газопламенной обработки сварщики должны работать в защитных очках со стеклами Г-1, Г-2 и Г-3, а вспомогательные рабочие - со стеклами В-1, В-2 и В-3, где стекла Г-3 и В-3 наиболее темные. При выполнении газопламенных работ внутри отсеков, ям и резервуаров, где возможны скопления вредных газов, должны работать переносные приточно-вытяжные вентиляторы. Запрещается работать без водяного затвора или при неисправном водяном затворе. Запрещается к одному водяному затвору присоединять несколько горелок или резаков. Необходимо тщательно промывать ацетиленовый генератор от известкового ила не реже двух раз в месяц при ежедневной работе генератора. Правила по обращению и уходу за ацетиленовым генератором следует строго выполнять согласно инструкции по эксплуатации данного генератора. Запрещается переносить баллоны на плечах; следует пользоваться специальными тележками или носилками. Кислородные и ацетиленовые баллоны должны всегда находиться в вертикальном положении. Следует предохранять их от ударов. Запрещается устанавливать баллоны на солнце, возле отопительных приборов и других источников тепла. При необходимости любой баллон должен находиться на расстоянии не менее 5 м от сварочной горелки или резака. В качестве заменителей ацетилена не рекомендуется применять бензин (в крайнем случае только бензин А-66 с соответствующей аппаратурой для него). Применение этилированного бензина запрещается во всех случаях газопламенной обработки. К выполнению работ с применением керосина, бензина и их смесей могут допускаться только специально обученные рабочие, имеющие удостоверения заводской квалификационной комиссии. Применение жидких горючих на стапельных работах, в судах и в замкнутых помещениях (котлы, цистерны и др.) запрещается. При работе на жидких горючих разрешается пользоваться только бензомаслостойкими шлангами по ГОСТ 9356 - 75 с внутренним диаметром 6 мм и длиной не менее 5 м. При выполнении работ по газовой сварке и резке необходимо соблюдать соответствующие " Правила техники безопасности и производственной санитарии при производстве ацетилена, кислорода и газопламенной обработке металлов".
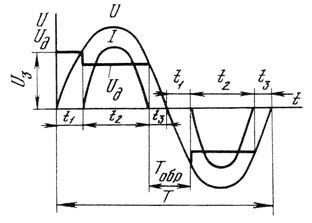
Глава XVI. Сварка углеродистых и легированных сталей Краткие сведения о сталях Стали подразделяют на углеродистые и легированные. Углеродистыми называют стали, содержащие углерода 0, 1 - 0, 7%1. 1 (Стали, содержащие углерода более 0, 7% - инструментальные, практически не свариваются и здесь не рассматриваются.) Легированными называют стали на основе железа или никеля и содержащие один или несколько легирующих элементов и углерода до 0, 5%. Углеродистые стали поставляются по ГОСТ 380 - 71 (углеродистая сталь обыкновенного качества), ГОСТ 1050 - 74 (углеродистая конструкционная качественная сталь), ГОСТ 5521 - 76 (сталь для судостроения), ГОСТ 5520 - 69 (сталь для котлостроения), ГОСТ 6713 - 75 (сталь для мостостроения) и др. По основной структуре стали подразделяются на классы: перлитный, бейнитный, мартенситный, ферритный, аустенитный и карбидный. Машиностроительная сталь в большинстве случаев относится к перлитному классу, сталь с особыми свойствами - к аустенитному, мартенситному или ферритному классам. Углеродистая сталь обыкновенного качества (ГОСТ 380 - 71) подразделяется на три группы: А - поставляемую по механическим свойствам, Б - по химическому составу и В - по механическим свойствам и химическому составу. Согласно строительным нормам и правилам изготовление сварных изделий должно производиться из сталей группы В. Сталь группы В имеет шесть марок в зависимости от химического состава и механических свойств, степени раскисления и номера категории стали. Как правило, для сварных конструкций применяют сталь марок ВСт2 и ВСт3 всех степеней раскисления и всех номеров категорий. Расшифровка стали по названию марки следующая: ВСт3сп3 - сталь группы В марки 3, спокойная (по раскислению), 3-й категории; ВСт3Гпс4 -сталь группы В марки 3, с повышенным содержанием марганца, полуспокойная, 4-й категории; ВСтЗкп - сталь группы В марки 3, кипящая, 1-й категории. Согласно ГОСТ 5521 - 76 марки углеродистой конструкционной стали обозначаются: 08, 10, 15, 20 и т. д., где цифры показывают среднее содержание углерода в стали в сотых долях процента. Углеродистая сталь, идущая на сварные изделия, разделяется на низкоуглеродистую, среднеуглеродистую и высокоуглеродистую. К низкоуглеродистым относят стали, не закаливающиеся при дуговой и газовой сварке (C≤ 0, 22%), к среднеуглеродистым (C=0, 2-0, 45%) и высокоуглеродистым (C=0, 45-0, 7%) - закаливающиеся. Сведения о легированных сталях приведены ниже. Свариваемость металлов Современное машиностроение и строительство невозможно без применения легированных сталей; они увеличивают надежность, долговечность и экономичность конструкции при меньшей массе и лучших эксплуатационных свойствах. Это особенно важно для комбинированных конструкций, собираемых из неоднородных металлов. Однако некоторые разнородные металлы или вообще не способны соединяться сваркой, или технология их сварки очень сложна. В связи с этим большое значение в технологии сварки имеет понятие о свариваемости металлов. Свариваемостью называют свойство металла или сочетания металлов при установленной технологии сварки образовывать соединения, свойства которых (физические, механические и др.) близки к свойствам основного металла. Например, хорошая свариваемость низкоуглеродистых сталей характеризуется равнопрочным с основным металлом сварным соединением без снижения пластичности в околошовной зоне и без трещин в металле шва. Свариваемость легированных сталей оценивается возможностью получения соединений, стойких против образования закалочных структур (и трещин), коррозии, уменьшения прочности при высоких температурах. Металлы однородные, с одинаковой атомной решеткой легко соединяются сваркой, тогда как разнородные могут совершенно не свариваться. Например, не сваривается медь со свинцом; затруднена сварка железа со свинцом, титана с углеродистой сталью и медью и др. Металл шва и металл зоны термического влияния любого сварного соединения, составленного даже из однородных частей, являются по свойствам неоднородными, как между собой, так и по сравнению с основным металлом. Недостаточной работоспособностью обладает крупнозернистый (перегретый), закаленный или крупнозернисто-закаленный металл, образующийся в сварном соединении в зависимости от способности свариваемого металла изменять свою структуру и свойства при сварке. Признак плохой свариваемости - склонность к образованию трещин, которые совершенно недопустимы в сварных соединениях. Склонность к перегреву, закалке, образованию трещин и других дефектов при сварке характеризует свариваемость металлов. При оценке свариваемости термически упрочненной стали весьма важной характеристикой является ее склонность к разупрочнению (потере прочности) при сварке. Обычно разупрочнение происходит в зоне термического влияния на участке с температурами нагрева 400 - 720°С в зависимости от температуры отпуска стали в процессе ее изготовления на заводе (закалка+отпуск). Для того чтобы изготовить прочную сварную конструкцию с наименьшими затратами труда, применяя наиболее рациональную технологию сварки, следует возможно полнее изучить свариваемость стали. На свариваемость влияют химический состав присадочного металла, режим сварки, температура окружающего воздуха, химический состав и толщина стали, условия закрепления элементов конструкции при сварке и другие конструктивные, технологические, а также эксплуатационные условия. На практике применяют различные методы определения свариваемости для проверки стойкости металла против образования трещин, перехода в хрупкое состояние, коррозии, износа и других свойств. Классификация углеродистых сталей по свариваемости. По признакам стойкости против образования трещин при соответствующей технологии сварки все стали с ферритно-перлитной и бейнитной структурами можно разделить на четыре группы: I - стали, не закаливающиеся при дуговой и газовой сварке и поэтому сваривающиеся без особых ограничений; II - стали, склонные к образованию закалочных микроструктур, но при правильно выбранной технологии сваривающиеся без появления их (при сварке без подогрева); III - стали, склонные к закалочным структурам при сварке и сваривающиеся с подогревом для избежания появления этих структур; IV - стали, закаливающиеся при сварке и сваривающиеся с предварительным, сопутствующим подогревом и немедленной термообработкой после сварки. В табл. 32 приведены некоторые распространенные марки сталей и условия их свариваемости. Примечание. Свариваемость сталей может оцениваться и по эквивалентному углероду Сэ, определяемому по соответствующей формуле. Сварку сталей I группы можно выполнять при любом тепловом режиме в широком интервале, без особых ограничений в способе наложения швов по сечению, длине и положению в пространстве. Сварка сталей II группы выполняется с соответствующими ограничениями, в узком интервале тепловых режимов и ограниченной температуры окружающего воздуха. Стали, отнесенные к III группе, требуют подогрева при сварке, который способствует снижению скорости охлаждения сварного соединения и, следовательно, образованию относительно мягкой ферритно-перлитной, в крайнем случае бейнитной микроструктуры. Сварка сталей, отнесенных к IV группе по свариваемости, выполняется с обязательным подогревом и термообработкой. Сварочные трансформаторы Общие требования к трансформаторам: напряжение холостого хода не должно превышать 80 В, регулирование тока должно осуществляться по возможности плавно. В Советском Союзе применяются сварочные трансформаторы двух групп: I - с нормальным магнитным рассеянием и реактивной катушкой (дросселем); реактивная катушка может располагаться на отдельном магнитопроводе (трансформаторы типа СТЭ - сварочный трансформатор завода " Электрик" ) или на общем магнитопроводе (трансформаторы типа СТН-сварочный трансформатор В. П. Никитина); II - с увеличенным магнитным рассеянием (трансформаторы типов ТС - трансформатор сварочный, ТСК - с конденсатором, ТД - трансформатор дуговой, СТАН - сварочный трансформатор Академии наук и СТШ - сварочный трансформатор шунтовой). Технические данные трансформаторов для ручной сварки приводятся в табл. 50. Электрические принципиальные схемы трансформаторов даны на рис. 112 - 115. Устройства, создающие падающую вольт-амперную характеристику трансформатора, обеспечивают устойчивое горение дуги и регулирование сварочного тока. Эти устройства представляют собой дроссель (рис. 112, 113), магнитный шунт (рис. 114) и механизм перемещения вторичной обмотки (рис. 115). Примечания: 1. В скобках указаны пределы регулирования сварочного тока в дополнительном диапазоне. 2. Для трансформаторов типа СТЭ указана масса трансформатора и дросселя. Создание падающей вольт-амперной характеристики. Для зажигания дуги требуется повышенное напряжение по сравнению с напряжением дуги. Во вторичной обмотке сварочного трансформатора индуктируется постоянная электродвижущая сила, Она равна напряжению на зажимах сварочной цепи. При нагрузке ток вторичной обмотки создает магнитный поток в сердечнике дросселя (или трансформатора). Этот магнитный поток индуктирует э. д. с. самоиндукции или реактивную э. д. с. рассеяния. В обоих случаях это приводит к образованию индуктивного сопротивления в сварочной цепи и падению напряжения на дуге, т. е. к созданию падающей характеристики. Распределение э. д. с. источника питания в цепи показано на рис. 116. Улучшение устойчивости горения дуги. В процессе перехода капли электродного металла на изделие происходит короткое замыкание. Время восстановления напряжения после перехода капли для повторного зажигания дуги, а также после перехода тока через нулевое значение зависит от величины угла сдвига фаз между током и напряжением в сварочной цепи. На рис. 117, 118 показаны кривые изменения тока и напряжения в зависимости от времени при сварке с активным и индуктивным сопротивлением (со сдвигом фаз между током и напряжением). При одном активном сопротивлении при сварке1 происходят перерывы в горении дуги в каждом периоде. Время перерыва можно уменьшить различными способами, например увеличением напряжения холостого хода сварочного трансформатора (этот способ не используется ввиду опасности для сварщика) или путем снижения напряжения, необходимого для зажигания дуги. Второй способ связан с применением электродных покрытий, имеющих особые технологические свойства. Такие покрытия еще не разработаны. При работе на сварочных токах более 250 А напряжение холостого хода может быть снижено и, следовательно, повышена устойчивость дуги. 1 (Дуга представляет собой практически чисто активное сопротивление.) Время перерыва можно уменьшить применением тока повышенной частоты. Этот способ иногда находит применение в сварочной практике. В этом случае пользуются преобразователями с генераторами повышенной частоты, например, типа ПС-100-1 с частотой тока 480 Гц. Время перерыва уменьшится во столько раз, во сколько раз увеличится частота тока и горение дуги становится устойчивым. Сварочная дуга, горящая на переменном токе со значительной индуктивностью в цепи (рис. 118), не имеет перерывов, так как э, д, с. самоиндукции поддерживает ее горение, Для того чтобы величина э. д, с, самоиндукции была достаточной для поддержания горения дуги в момент снижения напряжения источника, необходим определенный угол сдвига фаз ср между током и напряжением, Устойчивое горение дуги на любых сварочных токах обеспечивается при cos φ =0, 35-0, 6, Регулирование сварочного тока. Изменение величины сварочного тока можно производить следующими способами: изменением величины вторичного напряжения холостого хода трансформатора секционированием числа витков первичной или вторичной обмоток; изменением величины индуктивного сопротивления сварочной цепи. Оба способа следуют из закона Ома для цепи переменного тока: или, если пренебречь активным сопротивлением R ввиду его малой величины. Первый способ применяется лишь как дополнительный, например, для получения двух диапазонов тока, а также в трансформаторах с жесткой вольт-амперной характеристикой. Наиболее широко применяется второй способ - изменение индуктивного сопротивления, Этот способ дает возможность плавно регулировать величину сварочного тока. В трансформаторах типа СТЭ и СТН регулирование тока осуществляется изменением воздушного зазора в магнитопроводе дросселя (рис. 112, 113), При вращении регулировочной ручки дросселя по часовой стрелке воздушный зазор увеличивается, магнитный поток уменьшается, индуктивное сопротивление становится меньше и ток увеличивается. Вращением рукоятки дросселя против часовой стрелки достигается уменьшение зазора, увеличение индуктивного сопротивления и уменьшение тока. В трансформаторе типа СТАН ступенчатое регулирование производится изменением числа витков реактивной части вторичной обмотки, а плавное регулирование - перемещением магнитного шунта, При выдвижении магнитного шунта из сердечника магнитный поток рассеяния трансформатора и индуктивное сопротивление уменьшаются, вследствие чего сварочный ток возрастает (рис. 114, а), В трансформаторах типа СТШ магнитный шунт конструктивно выполнен из двух половин, расходящихся в противоположные стороны (рис. 114, б). Когда шунт полностью сдвинут в сердечник, магнитный поток рассеяния и реактивная э, д. с, рассеяния максимальны, а сварочный ток минимален, В трансформаторах с подвижными обмотками (типа ТД, ТСК или ТС) плавное регулирование производится перемещением вторичной обмотки. При увеличении расстояния между обмотками поток рассеяния увеличивается, индуктивное сопротивление возрастает, а ток снижается (рис. 115). Конструкции сварочных трансформаторов. Широко используются облегченные сварочные трансформаторы (переносные), которые предназначены для работ на строительных и монтажных площадках. Эти трансформаторы рассчитаны на выполнение коротких швов и прихваток, т. е. для работы при ПР=20%. К таким, трансформаторам относятся ТСП-1 - на сварочный ток 105, 145, 160 и 180 А, масса его 37 кг; ТСП-2 и ТСП-2у2 - на ток от 90 до 300 А, масса 65 кг; СТШ-250 - на ток от 70 до 250 А, масса 44 кг; ТДП-1 - на ток от 55 до 175 А, масса 38 кг. Небольшая масса этих трансформаторов достигнута за счет применения для сердечников стали с высокой магнитной проницаемостью, особой изоляции обмоток и понижения (до 20%) ПР. Для монтажных работ выпускается также трансформатор ТД-304, рассчитанный на ПР=50%, токи от 60 до 385 А, с подвижной вторичной обмоткой. Трансформатор имеет обмотки с теплостойкой и влагостойкой изоляцией и может комплектоваться приставкой РТД-2 для дистанционного регулирования сварочного тока. Масса трансформатора (установлен на салазки) - 137 кг. Промышленностью выпускаются бытовые сварочные аппараты АДЗ-101 и ТД-101, предназначенные для ручной дуговой сварки стали толщиной до 2 мм покрытыми электродами марки ОЗС-9 диаметром 2 мм с повышенными ионизирующими свойствами. Первичный ток - 15 А, номинальный сварочный ток - 50 А, потребляемая мощность - 1, 85 кВт, масса аппарата - 20 кг. Осцилляторы предназначены для облегчения зажигания и стабилизации дуги переменного тока при сварке неплавящимся (вольфрамовым) электродом и покрытыми электродами с низкими ионизирующими свойствами. Этот прибор создает переменный ток высокой частоты 250 - 300 кГц с высоким напряжением (более 2500 В). Ток высокой частоты при таком высоком напряжении не представляет большой опасности для сварщика, так как может вызвать лишь поверхностные ожоги кожи. Осцилляторы включаются параллельно или последовательно с дугой. В сварочной цепи с осциллятором дуга возбуждается без предварительного замыкания электрода с изделием (на расстоянии 1 - 3 мм от электрода до изделия), поэтому их целесообразно включать при сварке на малых токах. Организация охраны труда на предприятиях Охрана труда работающих на производстве имеет первостепенное значение. Ответственность за организацию и состояние техники безопасности на предприятиях несет администрация этих предприятий; на каждом предприятии имеется отдел техники безопасности или инженеры по технике безопасности. Охрану труда составляет комплекс мероприятий по производственной санитарии, гигиене труда, организации отдыха, медицинской помощи и технике безопасности при выполнении работ. Общий контроль за выполнением норм и правил охраны труда, в том числе правил техники безопасности, осуществляют соответствующие инспекции (Госгортехнадзор, Госсанинспекция, Инспекция пожарного надзора, Госэнергонадзор) и Комитеты профсоюзов и местные профсоюзные организации. Каждый рабочий при поступлении на работу проходит инструктаж по технике безопасности, а в случае необходимости обязан пройти техминимум.
Популярное:
|
Последнее изменение этой страницы: 2017-03-11; Просмотров: 759; Нарушение авторского права страницы