|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Глава XXI. Источники питания сварочной дуги
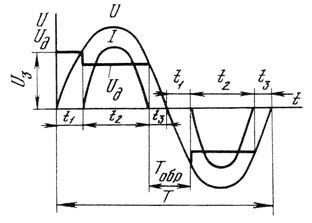
§ 96. Основные требования к источникам питания дуги Электрическая сварочная дуга представляет собой такой вид нагрузки, который отличается от других потребителей электроэнергии тем, что для зажигания дуги требуется напряжение значительно выше, чем для поддержания ее горения; дуга горит с перерывами, во время которых электрическая цепь либо разрывается, либо происходит короткое замыкание. Во время горения дуги напряжение ее меняется с изменением длины дуги, следовательно, меняется и сила сварочного тока. При коротком замыкании (в моменты зажигания дуги и перехода капли расплавленного металла на изделие) напряжение между электродом и изделием падает до нуля. Эти особенности дуги обусловливают следующие требования, предъявляемые к источникам питания (для ручной дуговой сварки): 1. Напряжение холостого хода должно быть в 2 - 3 раза выше напряжения дуги. Это необходимо для легкого зажигания дуги; в то же время оно должно быть безопасным для сварщика при условии выполнения им необходимых правил. Напряжение холостого хода обычно равно 50 - 70 В. ГОСТ устанавливает максимальное напряжение холостого хода не более 80 В для источников питания переменного тока и 90 В - постоянного тока. 2. Сила тока при коротком замыкании должна быть ограничена. Нормальный процесс дуговой сварки обеспечивается, если где Iк.з - сила тока короткого замыкания; Iсв - сила сварочного тока. В некоторых случаях это отношение может достигать 2. 3. Изменения напряжения дуги, происходящие вследствие изменения ее длины, не должны вызывать существенного изменения силы сварочного тока, а следовательно, изменения теплового режима сварки. 4. Время восстановления напряжения от 0 до 25 В после короткого замыкания не должно превышать 0, 05 с, что обеспечивает устойчивость дуги. 5. Источник питания должен иметь устройство для регулирования силы сварочного тока. Пределы регулирования тока должны быть (приблизительно) от 30 до 130% к номинальному сварочному току. Это необходимо для того, чтобы от одного источника питания производить сварку электродами разных диаметров. Требования к источникам, предназначенным для питания других процессов сварки, отличаются от приведенных выше. Например, в источниках питания для полуавтоматической сварки в защитных газах напряжение холостого хода должно практически равняться напряжению дуги. Выбор источника питания зависит от вида вольт-амперной характеристики сварочной дуги (см. гл. III). Внешней вольт-амперной характеристикой источника питания называется зависимость напряжения на клеммах источника от величины сварочного тока (рис. 110). Источники питания могут иметь следующие виды внешних характеристик: крутопадающую (1), пологопадающую (2), жесткую (3) и возрастающую (4) (рис. 110). Крутопадающая характеристика применима для ручной дуговой сварки, пологопадающая - для автоматической и полуавтоматической сварки под флюсом, жесткая и возрастающая - для сварки в защитных газах. Устойчивое горение дуги возможно при условии пересечения ее статической характеристики с внешней характеристикой источника, т. е, когда Uдуги=Uист. На рис. 111 показана крутопадающая внешняя характеристика источника питания и пересекающаяся с ней статическая характеристика дуги длиной L1. Точка А характеризует устойчивое горение дуги, так как Uдуги=Uист. В случае уменьшения сварочного тока напряжение источника, как видно из графика, станет больше напряжения дуги (точка 5); при этом токе устойчивой была бы дуга длиной L2. Ток увеличится до того значения, которое он имел в точке А. При увеличении сварочного тока напряжение источника станет меньше напряжения дуги (точка С), поэтому ток уменьшится до первоначального значения (точка А). Для устойчивого горения дуги, имеющей возрастающую статическую характеристику, требуется жесткая характеристика источника питания. Динамическая характеристика источника питания. Источник питания дуги должен быстро реагировать на изменение тока и напряжения в дуге, происходящее в процессе плавления электрода; это выражается временем восстановления напряжения от нулевого значения в момент короткого замыкания до напряжения повторного зажигания дуги. Это время и есть динамическая характеристика источника. Оно не должно превышать 0, 05 с на 25 В. Динамические свойства источника питания в основном определяются взаимной индуктивностью обмоток возбуждения, качеством сердечника и обмоток трансформатора. Повышенные динамические свойства источника питания обеспечивают спокойный перенос электродного металла, уменьшение разбрызгивания металла и шлака при сварке и улучшение качества шва. Режим работы источника питания. Работа источника питания обычно происходит с чередующимися включениями и выключениями нагрузки (например, во время смены электрода, очистки шва от шлака, переходах и т. д.) и характеризуется продолжительностью работы (ПР) или продолжительностью включения (ПВ). Это позволяет допускать временную перегрузку источника. Обе эти величины выражаются в процентах: где tсв - время сварки, tx.x - время холостого хода, tп - время паузы. Практически ПР=ПВ. Для расчета ПР или ПВ берется время цикла сварки tц=tсв+tx.x=tсв+tп=5 мин (иногда принимают t=10 мин). Как правило, для ручной сварки tсв=3 мин, tп=2 мин. В паспорте каждого источника питания указывается величина номинального сварочного тока (Iн) и номинальное значение продолжительности работы ПРн (или ПВн). Номинальный (расчетный) ток определяется допустимым нагревом основных частей источника. Максимально допустимый сварочный ток определяется по формуле где ПРд - допустимое значение ПР. Пользуясь этой формулой, можно всегда правильно использовать источник без перегрузки (без перегрева). Пример 1. Определить допустимый сварочный ток для источника, в паспорте которого приведены Iн=500 А и ПРн=65%, если источник работает непрерывно более 10 мин, т. е. ПР=100 %. Таким образом, данный источник питания может работать непрерывно при сварочном токе не более 400 А. Пример 2. Определить допустимый ЯРД сварочного трансформатора при токе 1200 А, если по паспорту Iн= 1000 А и ПРн=75%. Из приведенной выше формулы: Данный трансформатор можно применять для сварки током 1200 А, но при ПР не более 52%. Величина номинальных токов в источниках питания. В соответствии с ГОСТ 10594 - 74 оборудование для дуговой сварки должно изготавливаться на номинальные токи: 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250; 1600; 2000; 2500; 3150; 4000; 5000 А. Для ручной и полуавтоматической сварки обычно пользуются источниками с номинальным током до 500 А. Сварочные трансформаторы Общие требования к трансформаторам: напряжение холостого хода не должно превышать 80 В, регулирование тока должно осуществляться по возможности плавно. В Советском Союзе применяются сварочные трансформаторы двух групп: I - с нормальным магнитным рассеянием и реактивной катушкой (дросселем); реактивная катушка может располагаться на отдельном магнитопроводе (трансформаторы типа СТЭ - сварочный трансформатор завода " Электрик" ) или на общем магнитопроводе (трансформаторы типа СТН-сварочный трансформатор В. П. Никитина); II - с увеличенным магнитным рассеянием (трансформаторы типов ТС - трансформатор сварочный, ТСК - с конденсатором, ТД - трансформатор дуговой, СТАН - сварочный трансформатор Академии наук и СТШ - сварочный трансформатор шунтовой). Технические данные трансформаторов для ручной сварки приводятся в табл. 50. Электрические принципиальные схемы трансформаторов даны на рис. 112 - 115. Устройства, создающие падающую вольт-амперную характеристику трансформатора, обеспечивают устойчивое горение дуги и регулирование сварочного тока. Эти устройства представляют собой дроссель (рис. 112, 113), магнитный шунт (рис. 114) и механизм перемещения вторичной обмотки (рис. 115). Примечания: 1. В скобках указаны пределы регулирования сварочного тока в дополнительном диапазоне. 2. Для трансформаторов типа СТЭ указана масса трансформатора и дросселя. Создание падающей вольт-амперной характеристики. Для зажигания дуги требуется повышенное напряжение по сравнению с напряжением дуги. Во вторичной обмотке сварочного трансформатора индуктируется постоянная электродвижущая сила, Она равна напряжению на зажимах сварочной цепи. При нагрузке ток вторичной обмотки создает магнитный поток в сердечнике дросселя (или трансформатора). Этот магнитный поток индуктирует э. д. с. самоиндукции или реактивную э. д. с. рассеяния. В обоих случаях это приводит к образованию индуктивного сопротивления в сварочной цепи и падению напряжения на дуге, т. е. к созданию падающей характеристики. Распределение э. д. с. источника питания в цепи показано на рис. 116. Улучшение устойчивости горения дуги. В процессе перехода капли электродного металла на изделие происходит короткое замыкание. Время восстановления напряжения после перехода капли для повторного зажигания дуги, а также после перехода тока через нулевое значение зависит от величины угла сдвига фаз между током и напряжением в сварочной цепи. На рис. 117, 118 показаны кривые изменения тока и напряжения в зависимости от времени при сварке с активным и индуктивным сопротивлением (со сдвигом фаз между током и напряжением). При одном активном сопротивлении при сварке1 происходят перерывы в горении дуги в каждом периоде. Время перерыва можно уменьшить различными способами, например увеличением напряжения холостого хода сварочного трансформатора (этот способ не используется ввиду опасности для сварщика) или путем снижения напряжения, необходимого для зажигания дуги. Второй способ связан с применением электродных покрытий, имеющих особые технологические свойства. Такие покрытия еще не разработаны. При работе на сварочных токах более 250 А напряжение холостого хода может быть снижено и, следовательно, повышена устойчивость дуги. 1 (Дуга представляет собой практически чисто активное сопротивление.) Время перерыва можно уменьшить применением тока повышенной частоты. Этот способ иногда находит применение в сварочной практике. В этом случае пользуются преобразователями с генераторами повышенной частоты, например, типа ПС-100-1 с частотой тока 480 Гц. Время перерыва уменьшится во столько раз, во сколько раз увеличится частота тока и горение дуги становится устойчивым. Сварочная дуга, горящая на переменном токе со значительной индуктивностью в цепи (рис. 118), не имеет перерывов, так как э, д, с. самоиндукции поддерживает ее горение, Для того чтобы величина э. д, с, самоиндукции была достаточной для поддержания горения дуги в момент снижения напряжения источника, необходим определенный угол сдвига фаз ср между током и напряжением, Устойчивое горение дуги на любых сварочных токах обеспечивается при cos φ =0, 35-0, 6, Регулирование сварочного тока. Изменение величины сварочного тока можно производить следующими способами: изменением величины вторичного напряжения холостого хода трансформатора секционированием числа витков первичной или вторичной обмоток; изменением величины индуктивного сопротивления сварочной цепи. Оба способа следуют из закона Ома для цепи переменного тока: или, если пренебречь активным сопротивлением R ввиду его малой величины. Первый способ применяется лишь как дополнительный, например, для получения двух диапазонов тока, а также в трансформаторах с жесткой вольт-амперной характеристикой. Наиболее широко применяется второй способ - изменение индуктивного сопротивления, Этот способ дает возможность плавно регулировать величину сварочного тока. В трансформаторах типа СТЭ и СТН регулирование тока осуществляется изменением воздушного зазора в магнитопроводе дросселя (рис. 112, 113), При вращении регулировочной ручки дросселя по часовой стрелке воздушный зазор увеличивается, магнитный поток уменьшается, индуктивное сопротивление становится меньше и ток увеличивается. Вращением рукоятки дросселя против часовой стрелки достигается уменьшение зазора, увеличение индуктивного сопротивления и уменьшение тока. В трансформаторе типа СТАН ступенчатое регулирование производится изменением числа витков реактивной части вторичной обмотки, а плавное регулирование - перемещением магнитного шунта, При выдвижении магнитного шунта из сердечника магнитный поток рассеяния трансформатора и индуктивное сопротивление уменьшаются, вследствие чего сварочный ток возрастает (рис. 114, а), В трансформаторах типа СТШ магнитный шунт конструктивно выполнен из двух половин, расходящихся в противоположные стороны (рис. 114, б). Когда шунт полностью сдвинут в сердечник, магнитный поток рассеяния и реактивная э, д. с, рассеяния максимальны, а сварочный ток минимален, В трансформаторах с подвижными обмотками (типа ТД, ТСК или ТС) плавное регулирование производится перемещением вторичной обмотки. При увеличении расстояния между обмотками поток рассеяния увеличивается, индуктивное сопротивление возрастает, а ток снижается (рис. 115). Конструкции сварочных трансформаторов. Широко используются облегченные сварочные трансформаторы (переносные), которые предназначены для работ на строительных и монтажных площадках. Эти трансформаторы рассчитаны на выполнение коротких швов и прихваток, т. е. для работы при ПР=20%. К таким, трансформаторам относятся ТСП-1 - на сварочный ток 105, 145, 160 и 180 А, масса его 37 кг; ТСП-2 и ТСП-2у2 - на ток от 90 до 300 А, масса 65 кг; СТШ-250 - на ток от 70 до 250 А, масса 44 кг; ТДП-1 - на ток от 55 до 175 А, масса 38 кг. Небольшая масса этих трансформаторов достигнута за счет применения для сердечников стали с высокой магнитной проницаемостью, особой изоляции обмоток и понижения (до 20%) ПР. Для монтажных работ выпускается также трансформатор ТД-304, рассчитанный на ПР=50%, токи от 60 до 385 А, с подвижной вторичной обмоткой. Трансформатор имеет обмотки с теплостойкой и влагостойкой изоляцией и может комплектоваться приставкой РТД-2 для дистанционного регулирования сварочного тока. Масса трансформатора (установлен на салазки) - 137 кг. Промышленностью выпускаются бытовые сварочные аппараты АДЗ-101 и ТД-101, предназначенные для ручной дуговой сварки стали толщиной до 2 мм покрытыми электродами марки ОЗС-9 диаметром 2 мм с повышенными ионизирующими свойствами. Первичный ток - 15 А, номинальный сварочный ток - 50 А, потребляемая мощность - 1, 85 кВт, масса аппарата - 20 кг. Осцилляторы предназначены для облегчения зажигания и стабилизации дуги переменного тока при сварке неплавящимся (вольфрамовым) электродом и покрытыми электродами с низкими ионизирующими свойствами. Этот прибор создает переменный ток высокой частоты 250 - 300 кГц с высоким напряжением (более 2500 В). Ток высокой частоты при таком высоком напряжении не представляет большой опасности для сварщика, так как может вызвать лишь поверхностные ожоги кожи. Осцилляторы включаются параллельно или последовательно с дугой. В сварочной цепи с осциллятором дуга возбуждается без предварительного замыкания электрода с изделием (на расстоянии 1 - 3 мм от электрода до изделия), поэтому их целесообразно включать при сварке на малых токах. Популярное:
|
Последнее изменение этой страницы: 2017-03-11; Просмотров: 2394; Нарушение авторского права страницы