|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Сварочные преобразователи постоянного тока и сварочные агрегаты
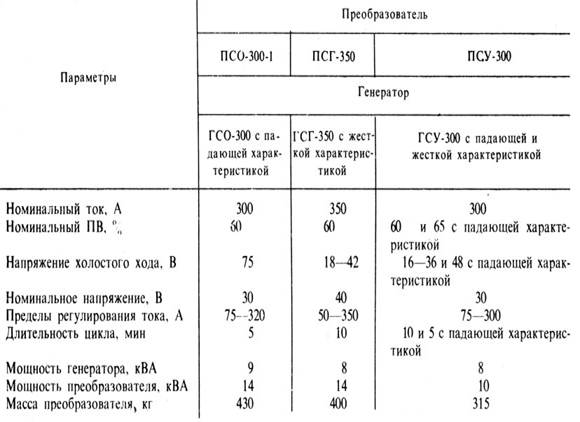
Классификация сварочных преобразователей и агрегатов. Для сварки постоянным током источниками питания служат сварочные преобразователи и сварочные агрегаты. Сварочный преобразователь состоит из генератора постоянного тока и приводного электродвигателя, сварочный агрегат - из генератора и двигателя внутреннего сгорания. Сварочные агрегаты употребляются для работы в полевых условиях и в тех случаях, когда в питающей электрической сети сильно колеблется напряжение. Генератор и двигатель внутреннего сгорания (бензиновый или дизельный) монтируются на общей раме без колес, на катках, колесах, в кузове автомашины и на базе трактора. Для работы в разных условиях выпускаются агрегаты: АСБ-300-7 - бензиновый двигатель ГАЗ-320, смонтированный с генератором ГСО-300-5 на раме без колес; АСД-3-1 - дизельный двигатель и генератор СГП-3-VIII - в том же исполнении; АСДП-500 - как и предыдущий агрегат, но установленный на двухосном прицепе; СДУ-2 - агрегат, смонтированный на базе трактора Т-100М; ПАС-400-VIII - двигатель типа ЗИЛ-164. и генератор СГП-3-VI, смонтированные на жесткой раме, снабженной роликами для перемещения по ровному полу. Выпускаются и другие агрегаты, отличающиеся конструктивным исполнением. Сварочные генераторы бывают однопостовыми и многопостовыми, рассчитанными для одновременного питания нескольких сварочных постов. Однопостовые сварочные генераторы изготовляются с падающей или жесткой внешними характеристиками. Большая часть генераторов, комплектующих сварочные агрегаты и преобразователи (типа ПС и ПСО), имеют падающую внешнюю характеристику. Генератор преобразователя типа ПСГ имеет жесткую вольт-амперную характеристику. Выпускаются генераторы универсальные, позволяющие получать и падающую, и жесткую характеристики (преобразователи типа ПСУ). Сварочные преобразователи ПСО-500, ПСО-ЗООА, ПСО-120, ПСО-800, ПС-1000, АСО-2000, ПСМ-1000-4 и другие снабжаются в основном асинхронными трехфазными короткозамкнутыми двигателями в однокорпусном исполнении. Они имеют колеса для перемещения по цеху или устанавливаются неподвижно на плите. Технические данные некоторых преобразователей приведены в табл. 51. Устройство и работа сварочных генераторов. Промышленностью выпускаются сварочные генераторы трех типов: с независимой и параллельной обмотками возбуждения, размагничивающей последовательной обмоткой и с расщепленными полюсами. Генераторы с независимой обмоткой возбуждения и размагничивающей последовательной обмоткой (рис. 119) применяются главным образом в сварочных преобразователях ПС0420, ПСО-ЗООА, ПСО-500, ПСО-800, ПС-1000, АСО-2000, отличающихся мощностью и конструктивным оформлением. На схеме генератора (рис. 199, а) показаны две обмотки возбуждения: независимая Н и последовательная С, которые расположены на разных полюсах. В цепь независимой обмотки включен реостат РТ. Последовательная обмотка изготовлена из шины большою сечения, так как в ней протекает большой сварочный ток. От части ее витков сделана отпайка, вынесенная на переключатель П. Магнитный поток последовательной обмотки направлен навстречу магнитному потоку, создаваемому независимой обмоткой возбуждения. В результате действия этих потоков появляется результирующий поток. При холостом ходе последовательная обмотка не работает. Напряжение холостого хода генератора определяется током в обмотке возбуждения. Это напряжение можно регулировать реостатом РТ, изменяя величину тока в цепи намагничивающей обмотки. При нагрузке в последовательной обмотке появляется сварочный ток, создающий магнитный поток противоположного направления. С увеличением сварочного тока противодействующий магнитный поток увеличивается, а рабочее напряжение уменьшается. Таким образом образуется падающая внешняя характеристика генератора (рис. 119, б). Изменяют внешние характеристики регулированием тока в обмотке независимого возбуждения и переключением числа витков размагничивающей обмотки. При коротком замыкании сила тока возрастает настолько, что размагничивающий поток резко увеличивается. Результирующий поток, а следовательно, и напряжение на клеммах генератора практически падают до нуля. Сварочный ток регулируется двумя способами: переключением числа витков размагничивающей обмотки (два диапазона) и реостатом в цепи независимой обмотки (плавное регулирование). При подключении сварочного провода на левую клемму (рис. 119, а) устанавливаются малые токи, на правую - большие. Генераторы с параллельной намагничивающей и последовательной размагничивающей обмотками возбуждения относятся к системе генераторов с самовозбуждением (рис. 120). Поэтому их полюса изготовляются из ферромагнитной стали, имеющей остаточный магнетизм. Как видно из схемы (рис. 120, а), генератор имеет на основных полюсах две обмотки: намагничивающую Н и последовательно включенную размагничивающую С. Ток намагничивающей обмотки создается якорем самого генератора, для чего служит третья щетка С, расположенная на коллекторе посредине между основными щетками а и б. Встречное включение обмоток создает падающую внешнюю характеристику генератора (рис. 120, б). Сварочный ток плавно регулируется реостатом РП, включенным в цепь обмотки самовозбуждения. Для ступенчатого регулирования тока размагничивающая обмотка секционирована так же, как и в генераторе типа ПСО. По такой схеме работают генераторы сварочных преобразователей ПС-300, ПСО-ЗООМ, ПС-3004, ПСО-300 ПС-500, САМ-400. Генератор с расщепленными полюсами (рис. 121) не имеет последовательной обмотки. В этом генераторе расположение полюсов отличается от обычных электрических генераторов постоянного тока. Магнитные полюса не чередуются (за северным следует южный, затем опять северный и т. д.), а одноименные полюса располагаются рядом (два северных и два южных, рис. 121, б). Горизонтальные полюса Nr называются главными, а вертикальные Nп - поперечными. Главные полюса имеют вырезы, уменьшающие их поперечное сечение для полного насыщения магнитным потоком уже при холостом ходе. Поперечные полюса имеют большое сечение и работают на всех режимах при неполном насыщении. На главных полюсах размещены только главные обмотки возбуждения, а на поперечных - только поперечные. В цепи поперечных обмоток возбуждения установлен регулировочный реостат РТ. Обе обмотки включены между собой параллельно и получают питание от щеток, т. е. генератор работает с Самовозбуждением. Генератор имеет две главные щетки а и б и дополнительную щетку с. При нагрузке в обмотке якоря появляется ток, который создает магнитный поток якоря, подмагничивающий главные полюса и размагничивающий поперечные. Так как главные полюса полностью насыщены, то действие подмагничивающего потока не сказывается. С увеличением сварочного тока магнитный поток якоря увеличивается, его размагничивающее действие (против потока поперечных полюсов) возрастает и это приводит к уменьшению рабочего напряжения; создается падающая внешняя характеристика генератора. Таким образом, падающая характеристика генератора получается за счет размагничивающего действия магнитного потока якоря. Плавное регулирование сварочного тока осуществляется реостатом в цепи поперечной обмотки возбуждения1. 1 (В выпускавшихся ранее генераторах этого типа (СУГ-2а, СУГ-26 и др.) грубая регулировка тока осуществлялась смещением щеток от нейтрали.) По схеме с расщепленными полюсами работают генераторы преобразователей ПС-300М, СУГ-2ру и др. Конструкции однопостовых сварочных преобразователей. Преобразователи ПС-300-1 и ПСО-300 служат для питания одного поста, для сварки, наплавки и резки. Преобразователи рассчитаны на рабочий ток от 65 до 340 А. Сварочный генератор преобразователя относится к типу генератора с параллельной намагничивающей и последовательной размагничивающей обмотками возбуждения. Генератор имеет крутопадающие внешние характеристики (рис. 120, б) и два диапазона сварочных токов: 65 - 200 А и при подключении сварочного кабеля к левому зажиму (+) с полным числом витков последовательной размагничивающей обмотки; 160 - 340 А - при подключении к правому зажиму (+) с частью витков последовательной обмотки. В цепь намагничивающей обмотки возбуждения включен реостат типа РУ-Зб сопротивлением 2, 98 Ом на токи 4, 5 - 12 А, предназначенный для регулирования сварочного тока. Преобразователь ПСГ-300-1 предназначен для питания поста полуавтоматической сварки в защитном газе. Генератор преобразователя имеет жесткую внешнюю характеристику, которая создается подмагничивающим действием последовательной обмотки возбуждения. Независимая обмотка возбуждения питается от селенового выпрямителя, подключенного к сети переменного тока через феррорезонансный стабилизатор. В цепь обмотки независимого возбуждения включен реостат, позволяющий плавно регулировать напряжение на зажимах генератора от 16 до 40 В. Преобразователь включается в сеть пакетным выключателем. Пределы регулирования сварочного тока 75 - 300 А. Универсальные сварочные преобразователи ПСУ-300, ПСУ-500 имеют как падающие, так и жесткие внешние характеристики. Преобразователи этого типа состоят из однопостового сварочного генератора постоянного тока и приводного трехфазного асинхронного двигателя с короткозамкнутым ротором, находящихся в одном корпусе. Сварочный генератор типа ГСУ изготовляется с четырьмя основными и двумя дополнительными полюсами (рис. 122). На двух основных полюсах уложены витки основной намагничивающей обмотки возбуждения, которая получает питание от сети через стабилизирующий трансформатор и селеновый выпрямитель. На двух других основных полюсах уложены витки последовательной обмотки возбуждения; магнитный поток этих полюсов направлен навстречу основному намагничивающему потоку. Обмотки дополнительных полюсов предназначены для улучшения коммутации.
Для получения крутопадающих внешних характеристик включается независимая обмотка возбуждения, последовательная размагничивающая и часть витков обмотки дополнительных полюсов. При переходе на жесткие внешние характеристики (рис. 122, б) последовательная размагничивающая обмотка частично отключается, но включается увеличенное количество витков обмотки дополнительных полюсов. Изменение вида характеристики осуществляется переключением пакетного переключателя, установленного на распределительном устройстве, и присоединением сварочных проводов к двум соответствующим зажимам на клеммовой доске. Популярное:
|
Последнее изменение этой страницы: 2017-03-11; Просмотров: 1026; Нарушение авторского права страницы