
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
РАСЧЕТ ОДНОПРЕДМЕТНОЙ НЕПРЕРЫВНО-ПОТОЧНОЙ ЛИНИИ ПО СБОРКЕ ИЗДЕЛИЯ
Расчет размера партии деталей
Для определения размера партии может быть использован метод постепенного подбора, согласно которому сначала определяют минимально допустимый размер партии, а затем его корректируют, руководствуясь конкретными производственными условиями. Минимальный размер партии определяется двумя способами в зависимости от характера оборудования, на котором обрабатываются детали. Первый способ, когда для обработки деталей применяется оборудование, требующее значительного времени на переналадку (подготовительно-заключительное время (ПЗВ) более 30 минут). В этом случае минимальный размер партии определяется по формуле где
Второй способ, когда для обработки деталей применяется оборудование, не требующее значительного времени на переналадку. В данном случае минимальный размер партии рассчитывается по формуле
где
Периодичность запуска-выпуска партии деталей определяется по формуле
где Последняя рассчитывается по формуле
где
Оптимальный размер партии деталей определяется умножением принятой периодичности запуска деталей на среднедневную потребность деталей. Результаты расчета представить в виде табл. 8.
Таблица 8 Расчет минимального размера партии деталей
Основными элементами расчета однопредметной непрерывно-поточной линии по сборке изделия являются следующие.
Расчет такта и темпа поточной линии Расчетный такт поточной линии - это промежуток времени, в течение которого с поточной линии выпускается одно изделие. Расчетный такт определяется отношением рабочего времени к количеству изделий, подлежащих изготовлению за принятый период времени. Такт можно определить по формуле
где τ – расчетный такт поточной линии;
K Темп поточной линии - это величина, обратная такту, показывающая количество изделий, выпускаемых поточной линией в единицу времени. Известно, что технологический процесс состоит из целого ряда операций. Каждая операция имеет свою продолжительность во времени и норму штучного времени. Причем продолжительность каждой операции может иметь различную величину. Для обеспечения условия непрерывности при организации поточной линии необходимо выдержать условие, чтобы продолжительность каждой операции была равна или кратна такту, т.е. чтобы на каждой операции было выдержано условие
где Чем ближе данная разность к нулю, тем целесообразнее организация поточной линии, и наоборот. Этого условия можно добиться с помощью осуществления синхронизации поточной линии. Синхронизация может быть предварительной и окончательной. При предварительной синхронизации, которая производится в процессе проектирования, допускаются отклонения продолжительности операции от величины, равной или кратной такту на 10–12%, как правило, в большую сторону. Окончательная синхронизация производится в период наладки и освоения поточной линии. По условиям работы синхронизация произведена заранее и учтена при назначении штучного времени по операциям в табл. 2.
Расчет числа рабочих мест, коэффициентов загрузки И числа рабочих на линии
Число рабочих мест, выполняющих параллельно i-ю операцию, определяется по формуле
где
τ – такт поточной линии. Для каждого варианта рассчитывается Коэффициент загрузки рабочих мест по каждой операции определяется по формуле
где Общее число рабочих мест на поточной линии определяется как сумма рабочих мест по каждой операции где Q – общее число рабочих мест.
Количество рабочих на однопредметной поточной линии определяется с учетом занятости рабочих, т.е. исходя из объема ручного времени по операциям. Так, на поточных линиях сборки с преобладанием ручного труда число рабочих равно числу рабочих мест. Однако, если все рабочие места или часть рабочих мест обслуживается бригадами рабочих, то численность рабочих определяется как сумма числа рабочих, занятых на каждом рабочем месте, то есть
где
По условиям работы данной поточной линии pi = 1, т.е. P=Q. Результаты расчета сведем в табл. 9.
Таблица 9 Расчет количества оборудования
Общая длина рабочей части конвейера с непрерывным движением и снятием предметов зависит от числа рабочих мест, расстояния между смежными рабочими местами, расположенными по одной стороне линии, и расположения рабочих мест по оси конвейера. Схемы расположения рабочих мест по оси конвейера могут быть различны (рис. 1). Двухстороннее расположение рабочих мест может быть использовано для уменьшения длины конвейера и лучшего использования площади. Для уменьшения скорости конвейера между каждой парой смежных рабочих мест может находиться по нескольку предметов. Соответственно уменьшается и расстояние между смежными предметами. Расположение рабочих мест может быть комбинированным, т.е. сочетаются все предыдущие схемы расположения рабочих мест.
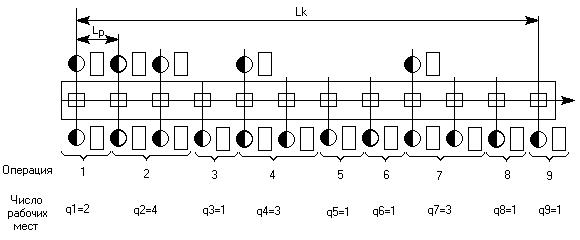
Например, пусть q1 = 2; q4 = 3; q7 = 3; q2 = 4; q5 = 1; q8 = 1; q3 = 1; q6 = 1; q9 = 1.
Изобразить расположение рабочих мест по выбранному варианту.
а) конвейер с односторонним б) конвейер с двухсторонним расположением рабочих мест: расположением рабочих мест,
в) конвейер с двухсторонним г) конвейер с несколькими расположением рабочих мест, предметами между рабочими размещенных по одной оси, местами: перпендикулярной оси конвейера:
Рис. 1. Схемы расположения рабочих мест
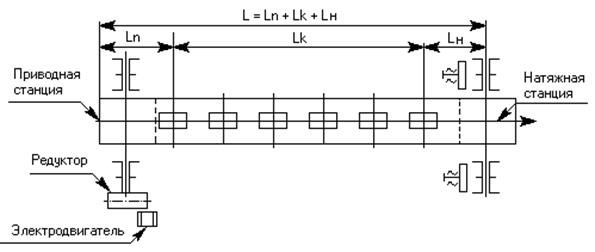
Для расчета полной длины конвейера L необходимо учесть часть длины, приходящуюся на приводную станцию конвейера и на натяжную станцию. Следовательно, полная длина конвейера L будет складываться из длины рабочей части Lk, длины приводной станции Ln и длины натяжной станции Lн (рис. 2, 3).
Рис. 2. Схема конвейера
Рис. 3. Комбинированная схема расположения рабочих мест
Длину рабочей части конвейера, работающего по комбинированной схеме, можно рассчитывать по формуле
где
Примечание. Могут быть применены и другие комбинированные схемы расположения мест.
1. Начертить схему расположения рабочих мест на линии по одному из рассмотренных способов с учетом уменьшения длины конвейера и лучшего использования площади. 2. Рассчитать длину рабочей части конвейера Lk согласно выбранной схеме расположения рабочих мест. 3.
Популярное:
|
Последнее изменение этой страницы: 2017-03-11; Просмотров: 885; Нарушение авторского права страницы

 – подготовительно-заключительное время, мин.;
– подготовительно-заключительное время, мин.;  – норма штучного времени (с учетом выполнения норм), мин.;
– норма штучного времени (с учетом выполнения норм), мин.;  – допустимые потери времени на переналадку оборудования.
– допустимые потери времени на переналадку оборудования.
 – продолжительность смены, мин.;
– продолжительность смены, мин.; 
 – среднедневная потребность в деталях.
– среднедневная потребность в деталях.
 – месячный выпуск изделий, шт.;
– месячный выпуск изделий, шт.;  – число рабочих дней месяце.
– число рабочих дней месяце.





 –фонд рабочего времени за месяц;
–фонд рабочего времени за месяц;  – программа выпуска изделий за месяц, шт.;
– программа выпуска изделий за месяц, шт.;  ,
,  – некоторое целое число.
– некоторое целое число.
 – число рабочих мест, выполняющих параллельно i-ю операцию,
– число рабочих мест, выполняющих параллельно i-ю операцию,  ).
).
 – коэффициент загрузки рабочих мест по каждой операции.
– коэффициент загрузки рабочих мест по каждой операции.

 – число рабочих, занятых на каждом i-м рабочем месте;
– число рабочих, занятых на каждом i-м рабочем месте;  – число рабочих мест на каждой операции.
– число рабочих мест на каждой операции.

 в шахматном порядке:
в шахматном порядке: 





 – число последовательно расположенных по оси конвейера одинарных и двойных рабочих мест;
– число последовательно расположенных по оси конвейера одинарных и двойных рабочих мест;  – шаг конвейера, для сборки небольших изделий следует принять равным 1, 5–2 м.
– шаг конвейера, для сборки небольших изделий следует принять равным 1, 5–2 м.