
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
КЛАССИФИКАЦИЯ ПОТОЧНЫХ ЛИНИЙСтр 1 из 5Следующая ⇒
ОРГАНИЗАЦИЯ И ПЛАНИРОВАНИЕ ПРОИЗВОДСТВА
Методические указания к курсовой работе для студентов специальностей «Экономика и управление на предприятии (машиностроение)», «Автоматизация и управление технологическими процессами», «Управление и информатика в технических системах» очной и заочной форм обучения
Одобрено редакционно-издательским советом Саратовского государственного технического университета
Саратов 2009
ВВЕДЕНИЕ
В процессе изучения дисциплины «Организация и планирование производства» студент обязан выполнить курсовуюработу по планировке производственного участка. Цели курсовой работы: 1) углубить, закрепить и конкретизировать теоретические знания в области экономики и организации производства; 2) привить навыки практических расчетов по проектированию и организации участков поточного производства деталей, а также вопросам расчета технико-экономических показателей эффективности от внедрения средств автоматизации производства; 3) научить грамотно использовать исходные данные, справочные и нормативные материалы, технологические процессы с учетом конкретных производственных условий, предусмотренных заданием по курсовому проектированию; 4) развить навыки самостоятельного анализа, творческого осмысления и обобщения технических, технологических и экономических решений при проектировании поточного производства; 5) подготовить студентов к выполнению экономической части дипломного проекта и ее технико-экономическому обоснованию. Задачейкурсовой работы является освоение методики расчета календарно-плановых нормативов (КПН) и технико-экономических показателей работы однопредметных непрерывно-поточных линий (ОНПЛ) и однопредметных прерывно-поточных линий (ОППЛ). В курсовой работе должны бытьшироко использованы все научно-технические достижения и передовой опыт по совершенствованиюорганизации производства, позволяющий повысить производительность труда и снизить затраты на производство продукции.
СОДЕРЖАНИЕ КУРСОВОЙ РАБОТЫ Курсовая работа представляет собой законченный технико-экономический расчет производственного участка по сборке деталей. Выполнение курсовой работы начинается с введения. В нем должны быть кратко освещены основные задачи, стоящие перед данным производством, выбранные направления по совершенствованию организации производства, роль технико-экономических расчетов при проектировании линий и участков. Кроме того, во введении необходимо дать организационно-техническую и экономическую характеристику проектируемой линии с тем, чтобы было ясное представление о составе и схеме расположения оборудования, режиме работы, типе производства, себестоимости выпускаемой продукции, эффективности производства, после чего в соответствии с заданием на курсовую работу приступить к расчету по каждой ее части. Студент должен спроектировать производственный участок, состоящий из двух поточных линий: прерывно-поточной и непрерывно-поточной. Поточная линия представляет собой совокупность обрабатывающих машин или рабочих мест по сборке изделия, расположенных по ходу технологического процесса и связанных между собой транспортным устройством.
ЗАДАНИЕ НА ПРОЕКТИРОВАНИЕ ОДНОПРЕДМЕТНОЙ НЕПРЕРЫВНО-ПОТОЧНОЙ ЛИНИИ ПО СБОРКЕ ИЗДЕЛИЯ
Произвести расчет календарно-плановых нормативов однопредметной непрерывно-поточной линии по сборке изделия, оснащенной распределительным конвейером непрерывного движения по одному из десяти вариантов. Число рабочих дней в плановом периоде – 20. Режим работы односменный, продолжительность смены – 8 часов. Межоперационное пролеживание партий деталей составляет 1 смену. Коэффициент выполнения норм – 1, 1. Потери времени на плановые ремонты рабочих мест – 2–6%.
Требуется определить: а) минимальный размер партии деталей; б) периодичность запуска-выпуска деталей; в) оптимальный размер партии; г) количество партий деталей в месяц; д) такт поточной линии; е) темп поточнойлинии; ж) число рабочих мест и станков по операциям; з) коэффициент загрузки рабочих мест по операциям; и) общее число рабочих мест и рабочих на линии; к) расстояние между предметами по оси линии; л) расстояние между рабочими местами по оси конвейера; м) общую длину рабочей части конвейера; н) общую длину конвейера; о) число периода конвейера; п) скорость движения конвейера; р) размер цикловых заделов; с) длительность производственного цикла.
Плата синхронизации применяется в среднем машиностроении при производстве робототехники. Используемые материалы, комплектующие изделия и полуфабрикаты приведены в табл. 1 и 2. Используемое оборудование и инструмент представлены в табл. 3 и 4. Технологический процесс представлен в табл. 5, нормы времени по вариантам – в табл. 6, программа выпуска – в табл. 7.
Таблица 1 Цены и норма расхода материалов для технологического процесса сборки изделия
Таблица 2 Цены и нормы расхода комплектующих изделий и полуфабрикатов для технологического процесса сборки изделия
Таблица 3 Используемое оборудование для техпроцесса сборки изделия
Таблица 4 Цены и годовой износ на операцию используемых инструментов и приспособлений для техпроцесса сборки изделия
Таблица 5 Техпроцесс сборки изделия
Таблица 6 Нормы времени на операции
*ПЗВ – подготовительно-заключительное время на наладку оборудования.
Таблица 7 Программа выпуска изделий за месяц
В норму штучного времени включено время на установку и снятие изделия с ленты конвейера. И числа рабочих на линии
Число рабочих мест, выполняющих параллельно i-ю операцию, определяется по формуле
где
τ – такт поточной линии. Для каждого варианта рассчитывается Коэффициент загрузки рабочих мест по каждой операции определяется по формуле
где Общее число рабочих мест на поточной линии определяется как сумма рабочих мест по каждой операции где Q – общее число рабочих мест.
Количество рабочих на однопредметной поточной линии определяется с учетом занятости рабочих, т.е. исходя из объема ручного времени по операциям. Так, на поточных линиях сборки с преобладанием ручного труда число рабочих равно числу рабочих мест. Однако, если все рабочие места или часть рабочих мест обслуживается бригадами рабочих, то численность рабочих определяется как сумма числа рабочих, занятых на каждом рабочем месте, то есть
где
По условиям работы данной поточной линии pi = 1, т.е. P=Q. Результаты расчета сведем в табл. 9.
Таблица 9 Расчет количества оборудования
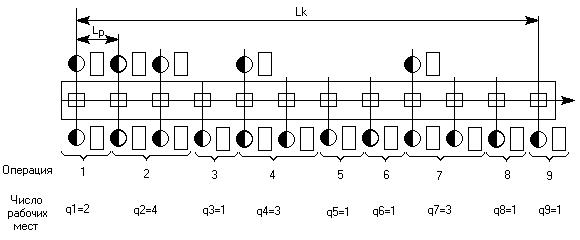
Общая длина рабочей части конвейера с непрерывным движением и снятием предметов зависит от числа рабочих мест, расстояния между смежными рабочими местами, расположенными по одной стороне линии, и расположения рабочих мест по оси конвейера. Схемы расположения рабочих мест по оси конвейера могут быть различны (рис. 1). Двухстороннее расположение рабочих мест может быть использовано для уменьшения длины конвейера и лучшего использования площади. Для уменьшения скорости конвейера между каждой парой смежных рабочих мест может находиться по нескольку предметов. Соответственно уменьшается и расстояние между смежными предметами. Расположение рабочих мест может быть комбинированным, т.е. сочетаются все предыдущие схемы расположения рабочих мест.
Например, пусть q1 = 2; q4 = 3; q7 = 3; q2 = 4; q5 = 1; q8 = 1; q3 = 1; q6 = 1; q9 = 1.
Изобразить расположение рабочих мест по выбранному варианту.
а) конвейер с односторонним б) конвейер с двухсторонним расположением рабочих мест: расположением рабочих мест,
в) конвейер с двухсторонним г) конвейер с несколькими расположением рабочих мест, предметами между рабочими размещенных по одной оси, местами: перпендикулярной оси конвейера:
Рис. 1. Схемы расположения рабочих мест
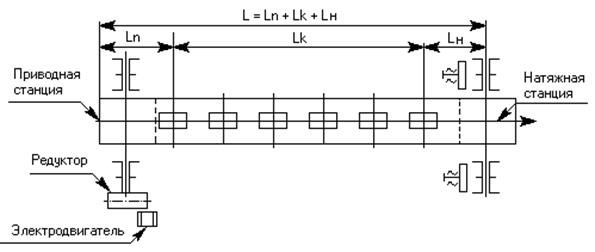
Для расчета полной длины конвейера L необходимо учесть часть длины, приходящуюся на приводную станцию конвейера и на натяжную станцию. Следовательно, полная длина конвейера L будет складываться из длины рабочей части Lk, длины приводной станции Ln и длины натяжной станции Lн (рис. 2, 3).
Рис. 2. Схема конвейера
Рис. 3. Комбинированная схема расположения рабочих мест
Длину рабочей части конвейера, работающего по комбинированной схеме, можно рассчитывать по формуле
где
Примечание. Могут быть применены и другие комбинированные схемы расположения мест.
1. Начертить схему расположения рабочих мест на линии по одному из рассмотренных способов с учетом уменьшения длины конвейера и лучшего использования площади. 2. Рассчитать длину рабочей части конвейера Lk согласно выбранной схеме расположения рабочих мест. 3.
Расчет заделов на линии
Задел - количество деталей, находящихся в обработке на поточной линии (количество изделий в незавершенном производстве). Цикловые заделы – это внутрицеховые, в частности технологические, транспортные, оборотные и страховые. На поточной линии имеются заделы следующих видов: 1. Технологический задел – изделия, находящиеся в каждый данный момент непосредственно в изготовлении на всех рабочих местах поточной линии. Величина технологического задела определяется по формуле
где
2. Транспортный задел – изделия, находящиеся в движении на конвейере. Транспортный задел
3. Резервный (страховой) задел – изделия, предназначенные для обеспечения бесперебойного питания последующей операции, при вынужденном отказе предыдущей операции. Он предотвращает общий простой линии и хранится на каждом рабочем месте со степенью готовности на данную операцию включительно. Средний резервный задел по одной операции можно подсчитать по формуле
Средний резервный задел по линии при числе операций, равных i, равен
Значение в скобках берут тем больше, чем с большим напряжением во времени выполняют данную операцию. 4. Оборотный задел Для однопредметных непрерывно-поточных линий с высокой степенью синхронности оборотный задел не характерен и расчету не подлежит.
5. Суммарный внутрилинейный задел – складывается из технологического, транспортного, резервного и оборотного заделов. Рассчитывается по формуле
ЗАДАНИЕ НА ПРОЕКТИРОВАНИЕ ОДНОПРЕДМЕТНОЙ ПРЕРЫВНО-ПОТОЧНОЙ ЛИНИИ ПО СБОРКЕ ИЗДЕЛИЯ
Режим работы – односменный. Продолжительность рабочей смены – 8 часов. Потери времени на плановые ремонты рабочих мест – 2–6%, оборудования – 8–10%. Коэффициент выполнения норм – 1, 1. На линии изготавливается кронштейн. Материалом для изготовления кронштейна является СТ. А12-ТВ. Исходные данные представлены в табл. 11 – 14.
Таблица 11 Цена и нормы расхода материала по вариантам для технологического процесса изготовления кронштейна
Таблица 12 Нормы времени на технологический процесс изготовления кронштейна, мин.
Таблица 13 Месячная программа, шт.
Таблица 14 Технологический процесс изготовления кронштейна
Окончание табл. 14
Требуется: а) определить укрупненный такт (ритм); б) рассчитать количество рабочих мест по операциям и по всей поточной линии; в) построить стандарт-план работы линии; г) определить размер и динамику движения межоперационных оборотных заделов; д) построить эпюру межоперационных заделов.
ПЛАНИРОВКА И РАСЧЕТ ПЛОЩАДИ УЧАСТКА Планировка производственного участка Планировка производственного участка (цеха) – это план расположения технологического оборудования и рабочих мест на производственной площади. Помимо оборудования (рабочих мест) на этом плане должны быть показаны: - строительные элементы здания – стены, колонны, дверные и оконные проемы, другие элементы; - основной производственный инвентарь – верстаки, плиты, складочные площадки для материалов (ММ); - площадки для размещения магазинов для накопления деталей (МД), хранения инструментов (МИ), приспособлений (МП); - площадки для размещения столов для проведения контроля качества продукции (КК); - площади, необходимые для подъемно-транспортных средств – мостовых и других кранов, электрических и других тележек, электрокаров и роботокаров, конвейеров; - площади, занимаемые скатами, желобами. При планировке поточных линий могут быть выбраны различные формы: прямые, круговые, овальные и т.д. Рабочие места поточных линий располагают вдоль конвейера с одной или двух сторон. При разработке планировки участка используют следующие обозначения (приложение А). Планировка выполняется в масштабе 1: 100 с соблюдением допустимых расстояний между станками и строительными элементами, между станками в зависимости от их расположения (табл. 16, приложение Б).
Таблица 16 Минимальные расстояния между станками и элементами конструкций зданий
Окончание табл. 16
Желательно возле габаритного контура оборудования и других элементов указать условными обозначениями места подводки энергоносителей (воды, сжатого воздуха, электроэнергии). В курсовой работе необходимо выполнить планировку поточных линий с четко очерченными границами. Направления движения деталей должно быть показано стрелками. Общая форма участка должна быть прямоугольной формы. На плане обязательно должны быть показаны проходы, длина и ширина транспортных средств, границы участка, проходы, проезды, длина и ширина участка. И транспортными средствами Для расчета установленной мощности (Руст), потребляемой всеми видами оборудования и транспортными средствами, используют табл. 19.
Таблица 19 Расчет установленной мощности, потребляемой оборудованием и транспортными средствами
Мощность электрокара или конвейера 3, 5 кВт. Оптовая цена 3800 у.е. Норма амортизации 15, 2%. Косвенных налогов Себестоимость единицы продукции – это выраженная в денежном выражении сумма затрат на ее производство и реализацию. Все затраты, включаемые в себестоимость единицы продукции необходимо классифицировать по определенным статьям расходов. Для промышленности может быть принят следующий состав статей затрат (табл. 24).
Таблица 24 Калькуляция себестоимости и отпускной цены единицы продукции
Затраты на сырье, материалы за вычетом отходов рассчитывают исходя из нормы расхода материала на изделие, цены единицы материала с учетом коэффициента, учитывающего транспортно-заготовительные расходы (3–5% цены приобретения). Также необходимо учесть количество реализуемых отходов в размере 0, 5–1% стоимости материалов. Затраты по статье «Покупные комплектующие, полуфабрикаты» рассчитываются исходя из количества комплектующих, полуфабрикатов, их стоимости и транспортно-заготовительных расходов (3–5% от общей суммы затрат). Основную заработную плату основных производственных рабочих на изготовление единицы продукции необходимо рассчитывать, учитывая коэффициент премии по премиальным системам (Кпрем = 1, 2–1, 4), нормы времени на операцию, количество операций, часовую тарифную ставку (табл. 25). Таблица 25 Часовые тарифные ставки для рабочих
Дополнительная заработная плата основных производственных рабочих может быть принята в размере 20–40% от основной заработной платы. Помимо основных производственных рабочих в изготовлении продукции принимают участие и другие категории ппп. Затраты по этой статье можно рассчитать с помощью коэффициента (Кзп), учитывающего соотношение заработной платы прочих категорий работающих и заработной платы основных производственных рабочих (Кзп можно принять равным 1, 8–2, 5). Отчисления в фонд защиты населения производятся со всех сумм, выплаченных работающим в размере установленного норматива (Нсл=26, 2%). В статью «Топливо и электроэнергия для технологических целей» включаются затраты на силовую энергию, которые рассчитываются по формуле Рэ = (Wу ·Fэ·Цэ·Ксм·Кэв·Кэм·Кзо) J/n,
где Wу – установленная мощность электродвигателей оборудования и транспортных средств, кВт; Fэ – эффективный фонд времени работы оборудования и транспортных средств за плановый период времени в одну смену, ч; Цэ – тариф за 1 квт·ч электроэнергии; Ксм – число смен в сутки; Кэв – коэффициент, учитывающий использование энергии по времени (0, 6–0, 7); Кэм – коэффициент, учитывающий использование энергии по мощности (0, 4–0, 5); Кзо – коэффициент загрузки оборудования; J – коэффициент, учитывающий потери электроэнергии в сети (1, 15); n – коэффициент полезного действия оборудования (0, 75). Если расходы на подготовку и освоение производства осуществляются не за счет инновационного фонда, то размер затрат определяют исходя из заработной платы основных производственных рабочих процента расхода на освоение производства (10%). Затраты на износ инструмента и приспособлений составляют 10-15% от уровня заработной платы основных производственных рабочих. Сумму амортизационных отчислений определяют исходя из стоимости ОПФ и норм амортизации. Расчет амортизации (Ра), включаемой в себестоимость единицы продукции, производится по формуле Раj = (Ро·Рзоj)/ (Рзо·12),
где Ро – сумма амортизационных отчислений по всем видовым группам ОПФ; Рзоj – основная заработная плата на изготовление единицы продукции j-го наименования. Общепроизводственные расходы составляют 80–100% от суммы заработной платы основных производственных рабочих. Общехозяйственные расходы составляют 60–80% от этой же суммы. Расчет потерь от брака производится, если известен процент брака по операциям технологического процесса. В состав статьи «Прочие производственные расходы» включают затраты на гарантийный ремонт и гарантийное обслуживание техники. В расчете величину этих затрат можно определить укрупнено, приняв равной 0, 5–2% суммы затрат по всем предыдущим статьям. В состав статьи «Коммерческие расходы» включают затраты на упаковку и транспортировку продукции до места ее отправления на реализацию. Как правило, сумма этих затрат составляет 1–2% производственной себестоимости. При расчете нормативной прибыли на единицу продукции следует принять уровень рентабельности 25–40% полной себестоимости. Цену предприятия определяют по формуле
Цп= Сп + Пн При расчете суммы НДС следует учитывать, что в настоящее время норматив налога на добавленную стоимость составляет 18%. Таким образом, цена реализации с учетом косвенных налогов определяется по формуле Цр= Цп + Рндс.
ЛИТЕРАТУРА 1. Летенко В.A. Организация машиностроительного производства. Теория и практика / В.A. Летенко, О.Г. Туровец. М.: Машиностроение, 2002. 2. Новицкий Н.И. Организация и планирование производства: практикум / Н.И. Новицкий. Минск: Новое знание, 2004. 3. Новицкий Н.И. Основы менеджмента: организация и планирование производства (задачи и лабораторные работы) / Н.И. Новицкий. М.: Финансы и статистика, 1998. 4. Организация и планирование машиностроительного производства / под ред. М.И. Ипатова, В.И. Постникова, М.К. Захарова. М.: Высшая школа, 1988. 5. Организация и планирование производства на машиностроительном предприятии / под ред. П.Н. Родионова. М.: Высшая школа, 1988. 6. Организация производства и управление предприятием: учебник / под ред. О.Г. Туровца. М.: ИНФРА-М, 2005. 7. Фатхутдинов Р.А. Организация производства: учебник / Р.А. Фатхутдинов. М.: ИНФРА-М, 2001. ПРИЛОЖЕНИЕ А Условные обозначения
ПРИЛОЖЕНИЕ Б
ОРГАНИЗАЦИЯ И ПЛАНИРОВАНИЕ ПРОИЗВОДСТВА
Методические указания к курсовой работе
Составила ГОРЯЧЕВА Татьяна Владимировна Рецензент О.А. Мызрова Корректор Е.В. Григоренко
Подписано в печать 18.09.09 Формат 60´ 84 1/16 Бум. офсет. Усл. печ.л. 2, 09 (2, 25) Уч.-изд.л. 2, 0 Тираж 100 экз. Заказ 408 Бесплатно Саратовский государственный технический университет Популярное:
|
Последнее изменение этой страницы: 2017-03-11; Просмотров: 622; Нарушение авторского права страницы


 – число рабочих мест, выполняющих параллельно i-ю операцию,
– число рабочих мест, выполняющих параллельно i-ю операцию,  – норма штучного времени на i -й операции;
– норма штучного времени на i -й операции;  ).
).
 – коэффициент загрузки рабочих мест по каждой операции.
– коэффициент загрузки рабочих мест по каждой операции.

 – число рабочих, занятых на каждом i-м рабочем месте;
– число рабочих, занятых на каждом i-м рабочем месте;  – число рабочих мест на каждой операции.
– число рабочих мест на каждой операции.

 в шахматном порядке:
в шахматном порядке: 





 – число последовательно расположенных по оси конвейера одинарных и двойных рабочих мест;
– число последовательно расположенных по оси конвейера одинарных и двойных рабочих мест;  – шаг конвейера, для сборки небольших изделий следует принять равным 1, 5–2 м.
– шаг конвейера, для сборки небольших изделий следует принять равным 1, 5–2 м.
 – длительность цикла обработки партии деталей, смен;
– длительность цикла обработки партии деталей, смен;  – принятая периодичность запуска-выпуска деталей, смен.
– принятая периодичность запуска-выпуска деталей, смен. при транспортировке изделий по одной штуке равен
при транспортировке изделий по одной штуке равен


 – изделия, накапливаемые между смежными операциями. Он возникает в основном за счет несинхронности операций.
– изделия, накапливаемые между смежными операциями. Он возникает в основном за счет несинхронности операций.



