|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Общие сведения о назначении оборудования для ультразвуковой сварки
Сущность ультразвуковой сварки
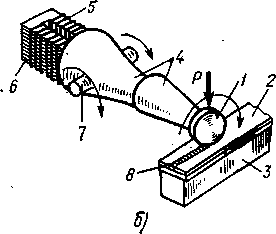
Рис. 1- Ультразвуковая сварка: а — точечная, б— шовная; 1, 3 — верхний и нижний электроды, 2 — свариваемый металл, 4 — волновод, 5 — обмотка тока высокой частоты, 6 — вибратор (магнитострикционный преобразователь), 7 —механизм передачи усилия сжатия, 8—сварной шов; Р—усилие сжатия При сообщении механических колебаний свариваемым деталям последние начинают вибрировать с ультразвуковой частотой. Вибрация путем трения разогревает свариваемые поверхности до 200—500 °С, очищает их от окалины и размягчает, а сжимающее усилие деформирует и сваривает детали. Ультразвуковая сварка нашла достаточно широкое применение для соединения тонких деталей из различных металлов и их сплавов, а также неметаллических материалов (пластмассы, стекло и др.). Преимуществаультразвуковойсварки: ¾ сварка осуществляется в твердом состоянии металла без существенного нагрева места сварки, что дает возможность соединять химически активные металлы и разнородные металлы, склонные к образованию хрупких интерметалидов в зоне соединения; ¾ возможность получения сварных соединений, которые трудно получить с помощью других видов сварки из-за больших энергетических и технологических затрат; ¾ возможность получения сварных соединений тонких и ультратонких деталей, возможность приварки тонких листов и фольг к деталям практически неограниченной толщины, сварки пакетов из фольг; ¾ снижение требований к чистоте свариваемых поверхностей дает возможность проводить сварку деталей с плакированными и оксидированными поверхностями, а также деталей, поверхности которых покрыты разными изоляционными пленками; ¾ незначительная деформация поверхности детали в месте их соединения вследствие применения небольших сварочных усилий; ¾ простота автоматизации процесса сварки. Область применения и технологические возможности ультразвуковой сварки. Ультразвуковая сварка позволяет соединять разные элементы изделий толщиной 0, 005 – 3, 0 мм или диаметром 0, 01 – 0, 5 мм. При приварке тонких листов и фольг к деталям, толщина последних практически не ограничивается. Разнотолщинность свариваемых деталей при ультразвуковой сварке может достигать 1: 100. Оборудование, применяемое при ультразвуковой сварке Основной узел машины для ультразвуковой сварки – магнитострикционный преобразователь (рис.1), обмотка которого питается током ультразвуковой частоты 20…180 Кгц от генератора. Охлаждаемый водой магнитострикционный преобразователь 1 служит для превращения энергии тока высокой частоты в механические колебания. Высокочастотные упругие колебания передаются через волновод в виде продольных механических перемещений на верхний наконечник 3. При сварке изделие 4 зажимают между наконечниками, к которым прикладывают усилие, необходимое для создания давления в процессе сварки
Рис. 1- Схема установки для сварки ультразвуком: Популярное:
|
Последнее изменение этой страницы: 2017-03-11; Просмотров: 810; Нарушение авторского права страницы