|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Инженерная и компьютерная графика⇐ ПредыдущаяСтр 11 из 11
Инженерная и компьютерная графика
Курс лекций для студентов специальности 190300 - Специальность « Подвижной состав железных дорог ». Специализация: «Электрический транспорт железных дорог», «Высокоскоростной наземный транспорт», «Вагоны», «Электрический транспорт железных дорог», «Технология производства и ремонта подвижного состава», «Локомотивы»
Самара 2015
УДК 514.18
Н
Рецензенты: К.т.н, доцент кафедры «Инженерная графика» Самарского государственного аэрокосмического университета им. акад.С.П.Королева В.И.Иващенко К.т.н., доцент кафедры «Инженерная графика» В.Л. Береснев Авторы: Г.В. Изранова, Брылева М.А. Инженерная компьютерная графика: курс лекций для студентов специальности 190901 " Системы обеспечения движения поездов " по специализации: " Электроснабжение железных дорог", " Телекоммуникационные системы и сети железнодорожного транспорта", " Автоматика и телемеханика на железнодорожном транспорте" очной и заочной форм обучении Г.В. Изранова, Брылева М.А.: – Самара: СамГУПС, 2015. – 109 с.
Настоящее издание предназначено для студентов, изучающих дисциплину «Инженерная компьютерная графика». Курс лекций имеет своей целью помочь студенту в освоении теоретических основ инженерной графики. Изложение разделов курса построено по принципу «от простого к сложному». Все разделы иллюстрированы чертежами и наглядными рисунками, что призвано облегчить восприятие студентами приведенного материала. С помощью настоящего курса лекций студент сможет получить необходимый минимум знаний по указанному курсу, достаточный для выполнения и чтения технических чертежей.
Под редакцией доктора технических наук, профессора кафедры «Инженерная графика» Самарского государственного университета путей сообщения Мулюкина О.П.
Подписано в печать Формат 60х90 1/16 Усл.печ.л. 6, 8. Заказ N
© Самарский государственный университет путей сообщения, 2015 ИНЖЕНЕРНАЯ ГРАФИКА Инженерная графика – один из основных курсов, составляющих фундамент подготовки инженеров по инженерно - техническим специальностям. Цель изучения инженерной графики – получить знания и умения выполнения и чтения изображений предметов на основе прямоугольного проецирования в соответствии с государственными стандартами (ГОСТ) единой системы конструкторской документации (ЕСКД), научиться пользоваться стандартами и иными справочными материалами, получить и закрепить умения построения изображений, ознакомиться с компьютерной графикой. Задача предмета –научиться выполнять и читать чертежи. Предметом инженерной графики является конкретные изделия. Методы инженерной графики является метод проекций и метод сечений. Проекционное черчение является прикладной частью начертательной геометрии. В проекционном черчении изучаются практические приемы изображения простейших геометрических тел. Проекционное черчение имеет важное значение для развития пространственного мышления, без которого невозможно сознательно читать, а тем более выполнять чертеж. В любой отрасли промышленности используются чертежи для изготовления деталей и узлов. Чертеж –это плоское изображение детали, выполненное таким образом, что можно определить его объемные формы. Чертеж это документ, содержащий изображение детали и другие данные, необходимые для ее изготовления и контроля. Чертеж является международным техническим языком, но для того, чтобы им пользоваться, необходимо выполнять чертежи по общим для всех правилам. В 1925 г. были разработаны первые стандарты регламентирующие правила оформления чертежей. В 1965 г. Комитетом стандартов создана «ЕСКД». В 1968 г. Утверждены новые стандарты.
Основные положения ЕСКД ЕСКД – единая система конструкторской документации –комплекс государственных стандартов, определяющих правила и положения по разработке, оформлению и обращению конструкторской документации. Основное назначение ЕСКД – установление единых правил оформления, выполнения и обращения конструкторской документации. Стандарты ЕСКД являются государственным документом и применение их строго обязательно. Каждый стандарт имеет установленный срок действия 5 лет, 10 лет и без ограничения срока. Все стандарты объединены в классы. В каждом классе по 10 классифицированных групп (от 0 до 9). В каждую группу можно внести до 99 стандартов. Пример обозначения стандартов
Рис..2.1 В курсе «Основы черчения» мы познакомимся с классом под кодом 2 и классификационным группами под кодами 1 – Основные положения (2.101-68 и последующие). 3 – Общие правила выполнения чертежей (2.301-68 и т.д.). 4 - Правила выполнения некоторых изделий (машино и приборостроения) (2.401-68 т.д.). 7 – Правила выполнения схем (2.7-1-84 и последующ.). Форма, размеры и порядок заполнения основной надписи определяется ГОСТ 2.104-2005. Основная надпись Ф-1 ( основная 185х55 и дополнительные графы 26 14х70 (обозначение документа повернутого на 180 гр.) Форма 1 55х185 (для конструкторских док-тов) Форма 2 40х185 (для текстовых док-тов) А5 148х210 А3 297х420 А1 594х841 А4 210х297 А2 420х594 А0 841х1189 1м2 Формат определяется внешней рамкой (тонкой линией). Рамка рабочего чертежа с 3-х сторон 5 мм, левая сторона -20 мм. Кроме основных допускается применять дополнительные форматы А4х4 (297х841)
ГОСТ 2.302 -68 Масштабы. Масштаб – отношение размеров изображения на чертеже к действительным (натур.) размерам изделия. Виды
Видом наз. изображение обращенное к наблюдателю видимой частью поверхности предмета. Для уменьшения кол-ва изображений допускается на видах показывать необходимые невидимые части поверхности предмета с помощью штриховой линии.
3 – вид слева 4 –вид справа 5 - Вид снизу 6. Вид сзади.
Рис.3.2 Основные виды – получаются в результате прямоугольного проецирования предмета на шесть плоскостей проекций (шесть граней куба). (Рис.3.2). Кол-во видов должно быть наименьшим, но достаточным для полного представления о предмете. Наименование видов не подписывается, если они расположены в проекционной связи. Если какая-либо часть предмета наклонена и на основных видах изображена искаженно, то применяются дополнительные виды. Дополнительные виды - виды полученные на плоскостях, не параллельных основным плоскостях проекций. Доп.вид может быть изображен как полностью так и частью. Если дополнительный вид изображен в непосредственной проекционной связи, то стрелку и надпись не наносят. Если вид вынесен отдельно, то обозначают буквой и стрелкой. (рис.3.3) Дополнительный вид допускается повертывать, при этом условное обозначение
Рис. 3.3
Рис.3.4
Изображение отдельно ограниченного места поверхности предмета наз. местным видом. Местный вид обозначают как и доп.вид.(рис.3.4)
Разрезы Чтобы выявить внутреннюю конструкцию предмета, применяют изображение, называемое разрезом. Разрез – это изображение предмета мысленно рассеченного одной или несколькими секущими плоскостями. На разрезе показывают то, что получается в секущей плоскости, и то что расположено за ней.( Рис.3.5) Все линии плоской фигуры, расположенной в секущей плоскости, изображаются как линии видимого контура. Наименование разреза зависит от секущей плоскости: Горизонтальный Фронтальный Профильный Наклонный Наклонный, если плоскость расположена наклонно по отношению к плоскости проекции. Горизонтальный разрез имеет секущую плоскость II горизонтальной плоскости проекции и т.д. Положение секущей плоскости наз. линией сечения.
Рис.3.5 Допускается совмещать вид с разрезом. Разрез, служащий для выявления устройства предмета в отдельном, ограниченном месте наз. местным. Это место ограничивают сплошной волнистой линией (рис.3.6).
Рис.3.6
Разрезы бывают простые и сложные. Разрез, образуемый одной секущей плоскостью наз. простым, двумя или более – сложным. Сложные разрезы бывают ступенчатые ( Рис.3.7 ) и ломаные (Рис.3.8)
Рис.3.7
Рис.3.8 Сечения Сечение – это фигура, получаемая при мысленном рассечении предмета плоскостью. Сечения подразделяется на вынесенные и наложенные, а также сечение в разрыве детали. Вынесенное сечение располагается вне контура проекции детали и обводится сплошными основными линиями (Рис.3.9). Сечение может располагаться на любом месте поля чертежа.
Рис.3.9
Наложенное сечение располагается на самом виде и обводится сплошными тонкими линиями (рис.3.10, б)
а б Рис.3.10
В разрыве детали (рис.3.10, а). Сечения, расположенные в разрыве или наложенные, линию сечения проводят и наносят стрелки, но буквы не ставят. Все сечения, в том числе и входящие в состав разреза, заштриховываются. Согласно ГОСТ 2.306-68 штриховка наносится сплошными тонкими линиями под углом 450 к линиям рамки чертежа. Расстояния между линиями штриховки одинаковые от 1-3 мм.
Выносные элементы В случае если какая-либо часть предмета требует пояснений в отношении формы, размеров и других данных, выполняется дополнительно отдельное увеличенное изображение, называемое выносным элементом. Выносной элемент может содержать подробности, не указанные на соответствующем изображении, и отличаться от него содержанием (например, изображение может быть видом, а выносной элемент — разрезом). Место на изображении, к которому относится выносной элемент, отмечают сплошной замкнутой тонкой линией (окружностью или овалом и т. п.) и на полке линии-выноски указывают обозначение выносного элемента прописными буквами алфавита или их комбинацией с арабскими цифрами (например, A, Al, А2). Над выносным элементом ставится та же буква (или комбинация ее с цифрой) и масштаб по типу А(5: 1) на рис. 5.14. Выносной элемент следует располагать возможно ближе к соответствующему месту на изображении предмета.
Рис.3.11
ГОСТ 2.307-2008 1. Общее количество размеров на чертежах должно быть минимальным, но достаточным для изготовления и контроля. 2. Не допускается повторения одних и тех же размеров. 3. Размеры указываются в мм. 4. Размеры указываются размерными линиями и размерными числами. 5. Размерные и выносные линии не должны пересекаться. 6. Размерную линию ограничивают стрелками. 7. Выносные линии выходят за размерные на 1-5 мм. 8. Размерные линии наносят вне контура изображения. 9. Не допускается использовать осевые, центровые и линии контура в качестве размерных линий. 10. Расстояние от контура детали до размерной линии 10 мм. Расстояние между размерными линиями 10 мм. Расстояние от размерной линии до цифр 1-2 мм. 11. Условные обозначения: диаметр, радиус, квадрат, плоская поверхность. 12. Размерные числа наносят в середине размерной линии. 13. При нанесении нескольких размерных линий, размеры проставляются в шахматном порядке. 14. Размерные числа не допускается разделять или пересекать какими бы то ни было линиями чертежа. 15. Для симметричной детали размеры наносятся симметрично оси детали. 16. Если изображение представляется в виде совмещенного вида с размером, размеры относящиеся к разрезу ставятся со стороны разреза относительно оси симметрии, а размеры относящиеся к виду со стороны вида. 17. Размеры отверстий и резьб в случае их выполнения в разрезе на каком либо виде обозначаются на разрезах. 18. Не допускается наносить размеры в виде замкнутой цепи. Существует 3 типа простановки размеров, цепной, координатный и комбинированный. Цепной (цепочкой) Рис.4.4
Рис.4.4 Координатный (от базы) комбинированный Рис.4.5
а б Рис.4.5
Резьбовые соединения Резьбовые соединения являются наиболее распространенными из разъемных соединений, применяемых в сборочных единицах. Они подразделяются на неподвижные (крепежные) и подвижные (ходовые). Крепежные применяются для соединения деталей конструкций машин и механизмов, а ходовые для передачи движения. Резьба - элемент машины, с помощью которого осуществляется резьбовое соединение. Резьба получается путем нарезания на поверхности детали канавок, направленных по винтовой линии на цилиндрической или конической поверхности. Резьбу соответственно называют цилиндрической или конической Часть резьбы, соответствующая одному обороту контура вокруг оси резьбы, называют витком резьбы. ГОСТ 11708-82 устанавливает основные параметры и дает основные определения резьбы. В зависимости от профиля подразделяют на типы: треугольная, трапециидальная, упорная, прямоугольная, круглая. Основные параметры резьбы: 1. Форма профиля, 2. Диаметр, 3. шаг, 4. Направление, 5. число заходов. По расположению резьба подразделяется на наружную, выполненную на наружней поверхности и внутреннюю в отверстии. Наружний диаметр резьбы – это диаметр воображаемого цилиндра, описанного вокруг вершин наружной резьбы или впадин внутренней резьбы. Внутренний диаметр резьбы – это диаметр воображаемого цилиндра, вписанного во впадины наружней резьбы или в вершины внутренней резьбы. Резьбы подразделяются по форме профиля. 1.Профиль резьбы – контур сечения резьбы плоскостью, проходящей через ее ось. Ось резьбы – это прямая, относительно которой происходит винтовое движение плоского профиля, образующего резьбу. В зависимости от формы образующего профиля резьбы бывают треугольной, трапецеидальной, прямоугольной, круглой и т.п.. Угол профиля резьбы – это угол между его боковыми сторонами. 2.Диаметр резьбы (измеряется в мм или дюймах 1 дюйм =25, 4 мм) Длина резьбы L –расстояние, измеренное вдоль оси стержня от начала резьбы до ее полного окончания. 3. Шаг резьбы Р – расстояние между соседними одноименными боковыми сторонами профиля в направлении, параллельном оси резьбы. 4. По направлению винтовой линии резьба подразделяется на правую и левую. Правая резьба образована контуром, вращающимся по ходу часовой стрелки и перемещающимся вдоль оси от наблюдателя. Левая резьба образована контуром, вращающимся против часовой стрелки и перемещающимся вдоль оси от наблюдателя. 5. По числу заходов t расстояние между ближайшими одноименными боковыми сторонами профиля, принадлежащего одной и той же винтовой поверхности, в направлении, параллельном оси резьбы. Ход резьбы – это величина относительного перемещения винта (гайки) вдоль своей оси за один поворот. Зависимость между ходом резьбы t и шагом Р резьбы выражается формулой t=nP, где n – число заходов. Сбег резьбы – расстояние, измеренное вдоль оси стержня в конце резьбы при изменение глубины от макс. до мин. значения. Недорез - это недорезанный участок резьбы, включаюший и сбег резьбы. ГОСТ 10549 устанавливает размеры сбегов, недорезов, проточек и фасок. Резьбы, размеры которых не входят в число стандартных, наз. специальными и обозначают Сп. Цилиндрические резьбы Метрическая резьба ГОСТ 9150-81. Применяется в основном в качестве крепежной резьбы для крепления деталей. Это резьба однозаходная, преимущественно правая. Профиль равносторонный треугольник с углом при вершине 600 (рис.5.1).
Резьбы подразделяются на резьбы с крупным и мелким шагом. Гост устанавливает 3 класса точности: точный, средний и грубый. Устанавливает следующие степени точности резьбы: для наружной (болтов) 4, 6, 8 и внутреннего диаметра (гайка) 5, 6, 7-я. Рис.5.1
Четыре основных отклонения для наружной резьбы обозначаются буквами h, G, e, d два для внутренней резьбы H, G. Обозначение поля допуска диаметра резьбы состоит из цифры, показывающая степень точности, и буквы, обозначающей основное отклонение 6h, 6H Трапецеидальная резьба ГОСТ 9484-81. Применяется для преобразования вращательного движения в поступательное при значительных нагрузках. Профиль в виде равнобочной трапеции с углом 300. Между ее боковыми сторонами. Резьба может быть однозаходная и многозаходная, правой левой (рис.5.2).
Рис.5.2 Упорная резьба ГОСТ 10177-82 применяется для больших односторонних усилиях, действующих в осевом направлении. Форма профиля трапеция, одна сторона которой является рабочей стороной профиля с углом 30.. Другая сторона трапеции имеет угол 300. Упорная резьба может выполняться с разными шагами при одном диаметре (рис.5.3).
Трубная цилиндрическая резьба ГОСТ 6357-81. Используется для соединения труб и арматуры трубопроводов. Профиль треугольный при вершине 550 со скруглением выступов. Она имеет более мелкий шаг и меньшую высоту профиля.
Рис.5.4 Конические резьбы применяются при соединении труб для обеспечения повышенной герметичности резьбовых соединений при больших давлениях жидкости. Резьба выполняется на конической поверхности.
Обозначение резьбы Каждый тип резьбы имеет условное обозначение М-метрическая, Тr – трапецеидальная, G – трубная цилиндрическая, S – упорная. В обозначении входит 1. Тип резьбы 2. Наружний диаметр (в мм или дюймах) 3. Шаг резьбы 4. Ход резьбы 5. Направление навивки. 6. Условное обозначение поля допуска или класса точности. РАЗЪЕМНЫЕ СОЕДИНЕНИЯ Любая сборочная единица состоит из отдельных деталей, которые различными способами соединяются между собой. Соединения, детали которых могут быть разъединены без разрушения самих деталей наз. разъемными. К таким соединениям относятся: резъбовые, шпоночные, зубчатые соединения, а также соединения с применением штифтов и пружин. Разъемные соединения могут быть подвижными, когда возможны взаимное перемещения деталей (винт домкрата) и неподвижные (крепежные соединения). Для жесткого соединения деталей машин применяют крепежные детали. Это – болты, винты, гайки, фитинги (соединительные детали трубопроводов) и без резьбы – шайбы, шплинты, штифты. На все изделия существуют ГОСТы, большинство выполнено по ГОСТ 9150-59.
Болт, винты, шпилька Болт – цилиндрический стержень с резьбой и головкой. Болты с шестигранной головкой и нормальной высотой по ГОСТ 7798-70 и уменьшенной высотой по ГОСТ 7796-70. При одном и том же диаметре может быть разная дли на болта, которая стандартизирована. Длина болта – размер от резьбового конца стержня до опорной поверхности головки. По конструктивным особенностям различают болты следующего исполнения. 1- без отверстий, 2 – с отверстием под шплинт в стержне, 3 – с двумя отв. в головке болта. При изображении болта используют 2 вида. Болт изображают так, чтобы ось болта была параллельна основной надписи, и три грани головки болта на основном виде. Второй вид – определяет размер «под ключ». Пример: Болт исполнение 1 по ГОСТ 7798-70 с резьбой М20, крупным шагом и длиной 60 мм. М20х60 ГОСТ 7798-70 Поле допуска 6g, класс прочности 5.8, исполнение 3 Болт 3М12х1, 25-6gх60.58 ГОСТ 7798-70.
Рис.6.1 Винт - стержень с головкой различной формы и резьбой для ввинчивания в одну из соединяемых деталей. Винты различают в зависимости от назначения – крепежные 9для разъемного соединения) и установочные ( для взаимного фиксирования деталей). Две группы винтов для металла и дерева. Винты с цилиндрической ГОСТ 1491-80, потайной ГОСТ 17475-80, полукруглой ГОСТ 17473и полупотайной головкой ГОСТ 17474-80. Винты изготавливают нормальными (А) и повышенной (В) точностью с прямоугольным шлицем (исполнение 1) и с крестообразным углублением (исполнение 2).
Рис.6.2
Винты для дерева – это шурупы. Винт А2.М8 -6gх50.48 ГОСТ 17473-80 Винт с полукруглой головкой класса точности А, исполнение 2, диаметр 8, крупным шагом поледопуска 6g длина 50 класс прочности 4.8
Шпилька – цилиндрический стержень имеющий резьбу с обоих концов. Длина ввинчивающегося конца подбирается в зависимости от материала шпильки и материала детали в которую она ввинчивается. Для стали, бронзы и латуни l1=d; , для чугуна 1, 25 d, для легких сплавов 2 d, d – диаметр резьбы. Шпильки общего назначение ГОСТ 22032-76, ГОСТ 22033-76, ГОСТ 22043-76. А – с одинаковыми номинальными диаметрами резьбы и гладкой части. Б – номинальными диаметрами гладкой части меньше диаметра резьбы. Различают шпильки нормальной и повышенной точности. Форма шпильки определяется одним видом.
Рис.6.3 Ввинчивающийся конец не входит в длину шпильки. Шпилька М16-8g х120.109.40Х0.23 ГОСТ220434-76 Нормальная точность типа А с длиной=120 мм, поле допуска 8g, класс прочности 10.9 из стали марки 40Х, с покрытием 02 толщиной 3 мкм. На учебных чертежах ряд значений не указывают.
Гайка, шайба Гайка- это деталь с резьбовым сквозным отверстием для ввинчивания на болт или шпильку.
Рис. 6.4
Гайки шестигранные, шлицевые, гайки –барашки, колпачковые. Шестигранные гайки исполнения: 1 – с двумя коническими фасками; 2 - с одной фаской; 3 – без фасок и с цилинд. и конич. выступами с одного торца гайки (рис.6.1). По степени точности = нормальные, повышенной и грубой точности. При изображении гайки используют 2 вида. Главный м вид слева. Гайка М16 х1, 5-6Н.1240Х0.16 ГОСТ 15523-70 Исполнение 1 мелкий шаг= 1, 5, поле допуска 6Н, класс прочности 12, из стали 40Х, с покрытием 01 толщиной 6 мкм. Шайба – плоское кольцо определенной толщины, подкрадывающаяся под гайку для увеличения их опорной поверхности и более равномерного распределения давления на соединяемые детали. Кругдые шайбы ГОСТ 11371-78 2 исполнения 1- без фаски, 2 с фаской (рис.6.5). Пружинные шайбы –ГОСТ 6402-70 разделяют на легкие (Л), нормальные (Н), тяжелые (Т), и особо тяжелые (ОТ).
Рис.6.5
Шайба 2.1201.08кп.016 ГШОСТ 11371-78 Шайба нормальная, исполнение 2 из стали марки 08кп, с покрытием 01, толщ. 6 мкм.
Штифты, шплинты, шпонки Штифт – гладкий цилиндрический или конический стержень, применяемый для жесткого соединения деталей. Подразделяются на цилиндрические ГОСТ 3128-70, конические ГОСТ 3129-70 и ГОСТ 9464-79 (рис.6.6) Форму штифта передает один вид. Штифт 10х60 ГОСТ 3128-70 Диаметр 10 мм длина 60 мм.(цилинд.) Определяющими размерами штифтов являются диаметр и длина. Штифт 10х60 ГОСТ 3129-709 (штифт конический диам. 10 длина 60мм
Рис.6.6
Шплинтом называется пруток или кусок проволоки и предназначенный для и взаимного фиксирования деталей на круглых валах и осях и для предотвращения самоотвинчивания корончатых и шлицевых гаек (рис.6.7). Форму шплинта определяет один вид с наложенным сечением разводных концов. Определяющими размерами является: условный диаметр шплинта и длина.
Рис.6.7
Шплинт 4х20 ГОСТ 397-79 9диаметр 4 мм, длина 20мм. Шпонка – деталь призматической, клиновидной или сегментной формы с прямоугольным поперечным сечением. Шпонка предназначена для передачи вращающегося момента от одной детали (вала) к другой (шкиву). Шпонки бывают призматические ГОСТ 23360-78 в трех исполнениях и сегментные ГОСТ 24071-80. Клиновидные ГОСТ 24068-80 (рис.6.8). Условное обозначение шпонок включает: наименование, вариант исполнения, (1 исполнение не указывают) размеры сечения, и длину шпонки, номер стандарта, определяющего размеры шпонки.
Рис.6.8
Шпонка 2-10х8х60 ГОСТ 23360-78 ( призматическая, исполнение 2 Ширина 10 мм, высота 8 мм, длина 60 мм. Форму сегментной передают два вида вид спереди и сбоку. Шпонка 6х13 ГОСТ 24071-80 (сегм. Исполн.1 толщ.6 мм, высотой 13 мм0 НЕРАЗЪЕМНЫЕ СОЕДИНЕНИЯ Неразъемными называют такие соединения деталей и узлов, разборка которых в процессе эксплуатации не предусмотрена и сопровождается повреждением сопрягаемых или крепежных деталей либо скрепляющегося вещества. К неразъемным относятся соединения выполняемые сваркой, пайкой, посадками с натягом, склеиванием, прессованием, холодной и штамповочной и другими способами. СВАРНЫЕ СОЕДИНЕНИЯ Сварка – это технологический процесс получения неразъемного соединения металлических или неметаллических деталей путем общего или местного нагрева свариваемых частей до пластинчатого или расплавленного состояний. Металл соединяемый сваркой деталей – основной. Участок соединения, образовавшийся в результате кристаллизации металлической сварочной ванны называется сварным швом. Широкое применение сварки в строительстве и на предприятиях строительной индустрии объясняется ее технико-экономическими преимуществами по сравнению с другими способами соединения металлических заготовок и деталей. Экономия металла, ускорение производственного процесса, снижение стоимости продукции и высокое качество сварных соединений сделали сварку прогрессивным технологическим процессом. Наиболее распространенными видами сварки являются ручная дуговая (ГОСТ 5264-80), электронно-лучевая, газовая (термические), контактная и термокомпрессорная (термомеханические), трением, холодная и ультрозвуковая (механические). Подробные сведения изложены в ГОСТ 19521-74. Сварка металлов. Классификация.
Виды сварных соединений В зависимости от взаимного расположения соединяемых элементов различают следующие виды сварных соединений: - стыковые (рис. 1) - нахлесточные (рис. 2) - угловые (рис. 3) - тавровые (рис. 4) Форму кромок, размеры поперечного сечения стыковых швов определяют в зависимости от толщины свариваемых деталей и способа сварки. Угловые швы в поперечном сечении имеют форму прямоугольного треугольника ГОСТ 2312-86 регламентирует условное обозначение способа и метода сварки, а также формы подготовки кромок соединительных деталей.
Рис.7. 1 Виды сварных стыковых соединений
Рис. 7.2 Виды сварных нахлесточных соединений
Рис. 7.3 Виды сварных угловых соединений
Рис.7. 4 Виды сварных тавровых соединений СОЕДИНЕНИЕ ПАЙКОЙ 1. Пайкой называют процесс соединения металлических или металлизированных деталей с помощью нагрева соединяемых до температуры плавления припоя, заполнения зазора между ними расплавленным припоем и сцеплением их при кристаллизации шва [ГОСТ 17325-75. Пайка и лужение. Основные термины и определения]. Подробные сведения изложены в [ГОСТ 17349-79. Пайка. Классификация способов]. 2. Припой – сплав на основе олова, меди, серебра. Температура плавления припоя ниже температуры плавления материалов деталей. 3. По конструкции паяные соединения подобны сварным (рис. 15), но преимущественное применение имеют соединения внахлестку. Стыковое соединение и соединение тавровое применяют при малых нагрузках.
а) б) в) г)
Рис. 7.11 Условное обозначение припоя Как и сварные паяные швы (П) подразделяют на: - стыковые (ПВ-1, ПВ-2) (рис. 17); - нахлесточные (ПН-1; ПН-2..)(рис. 18); - угловые (ПУ-1; ПУ-2 …) (рис. 19); - тавровые (ПТ-1, ПТ-2…)(рис. 20); - соприкасающиеся (ПС-1, ПС-2…) (рис. 21).
7.3 КЛЕЕВЫЕ СОЕДИНЕНИЯ Клеевое соединение (КС) – неразъемное соединение деталей машин, строительных конструкций, мебели, изделий легкой промышленности и др., осуществляемое с помощью клея. Единый ГОСТ на клеевые соединения отсутствует. Имеющиеся ГОСТ на КС регламентируется по материалу скрепляемых деталей, например: ГОСТ 17005-82. Швы, выполненные припоем или клеем различных марок, обозначают номером, который указывают на наклонном участке линии-выноски (рис. 22), а в спецификации в графе «Примечание» дают ссылку на соответствующий номер шва. Обозначение материала припоя или марки клея указывают в спецификации в разделе «Материалы» или на чертеже детали в технических требованиях.
Рис. 7.12 Изображение и обозначение клеевого соединения ЭЛЕМЕНТЫ ДЕТАЛЕЙ Элементом деталей наз. часть детали, имеющая определенное назначение. Отдельные элементы, наиболее часто встречающиеся в деталях машин: (рис.8.1). Галтель – криволинейная поверхность плавного перехода от меньшего сечения вала к большему. Буртик – кольцевое утолщение вала, составляющее с ним одно целое. Шлиц – паз в виде прорези или канавки на валах и в колесах для осуществления шлицевого соединения, а также пдля прорези в головках винтов и шуруповдля отвинчивания из с помощью отвертки. Ребро – тонкая стенка, чаще всего треугольной формы, для усиления жесткости конструкции. Бобышка - низкий цилиндрический или конический прилив, который дается обычно в месте установки болта, что упрощает обработку опорной поверхности. Торец - поперечная грань стержня или бруска.
ФАСКИ Фасками называют притуплённые (скошенные) кромки плоскостей, концов валов, резьбовых стержней, отверстий, дисков. У конуса и цилиндра фаски имеют форму усеченного конуса небольшой высоты с углом при вершине 90°. Размер фаски по ГОСТ 2.307-68 обозначается одной размерной линией с указанием высоты фаски с и угла наклона 45° образующей или плоскости среза (рис. 8.2). Размеры фасок под другими углами указывают по общим правилам — линейным и угловым размерами или двумя линейными размерами (рис. 8.2).
Рис.8.1
Рис.8.2
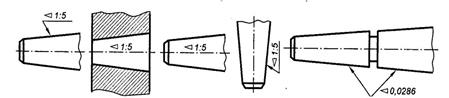
КОНУСЫ Конические поверхности применяют в соединениях деталей для фиксации их взаимного положения. Углы конусов и конусности внешних и внутренних поверхностей устанавливает ГОСТ 8593-81. Конусность может быть задана отношением двух чисел или десятичной дробью и обозначается равнобедренным треугольником м с вершиной, направленной в сторону вершины конуса, за которым следует размерное число. Примеры обозначения даны на рис. 8.3.
Рис.8.3
НАКАТКИ Накатка — рифленая поверхность рукояток, круглых головок винтов, резьбовых крышек, завинчиваемых вручную. Накатка применяется прямая и косая сетчатая. На чертежах деталей накатку обозначают условно на небольшом участке по ГОСТ 2.305-68. При этом указывается исходный диаметр цилиндра под накатку D, шаг накатки t, ширина накатки Ъ, угол накатки. Для прямой накатки применяют следующий ряд шагов: 0, 5; 0, 6; 0, 8; 1, 0; 1, 2; 1, 6 мм; для косой сетчатой накатки: 0, 6; 0, 8; 1, 0; 1, 2; 1, 6; 2, 0 мм.
КАНАВКИ, ПРОТОЧКИ
Проточка – кольцевой желоб на стержне или кольцевая выточка в отверстии, необходимые для «выхода» режущих инструментов. Канавки, проточки применяют в основном для «выхода» режущих инструментов (при нарезании резьбы) (рис. 8.12), для установки в них стопорящих деталей, уплотняющих прокладок (рис. 8.13), для обеспечения плотного прилегания торцовых поверхностей соединяемых деталей (см. рис. 8.1, поверхности I и II). На чертеже проточки изображают упрощенно, дополняя чертеж выносным элементом, показывающим действительные формы и размеры по соответствующим стандартам. ШПОНОЧНЫЕ ПАЗЫ Шпоночные пазы выполняются в двух сопряженных деталях: на валу и во втулке. Шпонка, установленная в эти пазы, передает крутящий момент от вала к втулке и наоборот. На валу в осевом направлении вырезается паз в виде прямоугольной канавки, соответствующей ширине шпонки. Глубина и длина паза зависят от размеров шпонки. Во втулке в осевом направлении также прорезается прямоугольный паз по ширине шпонки. Глубина паза зависит от высоты шпонки и определена стандартами. На цилиндрических поверхностях размеры шпоночных пазов для призматических шпонок устанавливает ГОСТ 23360-78, для сегментных шпонок — ГОСТ 24071-80. Определяющим размером служит диаметр вала или втулки. На чертеже шпоночные пазы изображают в двух проекциях. Примеры изображений и нанесения размеров шпоночных пазов даны на рис. 8.14. АКСОНОМЕТРИЧЕСКИЕ ПРОЕКЦИИ Популярное:
|
Последнее изменение этой страницы: 2017-03-11; Просмотров: 3305; Нарушение авторского права страницы

 1 –вид спереди 2 –вид сверху
1 –вид спереди 2 –вид сверху










 Рис.5.3
Рис.5.3






 .
.









 Рис. 7.10 Характерные сечения паяных соединений а – нахлесточное; б – стыковое; в – тавровое; г – угловое
Рис. 7.10 Характерные сечения паяных соединений а – нахлесточное; б – стыковое; в – тавровое; г – угловое