|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Виды смазки. Оценка смазки по типу разделения поверхностей трения смазочным слоем.
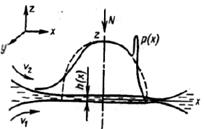
Газовой называют смазку, при которой разделение поверхностей трения деталей осуществляется газовым смазочным материалом. Смазка этого вида для сопряжений машин не характерна. Жидкостная смазка — смазка, при которой полное разделение поверхностей трения деталей осуществляется жидким смазочным материалом. Твердой называют смазку, при которой полное разделение поверхностей трения деталей, находящихся в относительном движении, осуществляется твердым смазочным материалом. Смазка этого вида в настоящее время еще не нашла широкого применения для сопряжений машин, но является весьма перспективной. Твердые смазочные материалы — графит, дисульфид молибдена и другие можно использовать при температурах от — 250 до + 3 7 5 °С. Их применение эффективно и в качестве добавок к жидким маслам при нормальных температурах, и при особо неблагоприятных видах изнашивания, (сроки службы подшипников скольжения увеличиваются в 2, 5—4 раза) Гидродинамическая (газодинамическая) смазка – это жидкостная (газовая) смазка, при которой полное разделение поверхностей трения осуществляется в результате давления, самовозникающего в слое жидкости (газа) при относительном движении поверхностей. Гидростатической (газостатической) называют жидкостную (газовую) смазку, при которой полное разделение поверхностей трения деталей, находящихся в относительном движении или покое, осуществляется в результате поступления жидкости (газа) в зазор между поверхностями трения под внешним давлением. Для этой смазки необходимы относительно сложные, дорогостоящие системы подачи смазочного материала, и для машин ее применяют редко. Эластогидродинамическая смазка – это смазка, при которой характеристики трения и толщина пленки жидкого смазочного материала между двумя поверхностями, находящимися в относительном движении, обусловлены упругими свойствами материалов тел, а также реологическими свойствами смазочного материала. Реологические свойства определяют характер течения и деформации смазочного материала, обладающего структурной вязкостью, и, таким образом, характеризуют процесс формирования смазочной пленки в зазоре. Основным отличием эластогидродинамической смазки от гид- родинамической является упругая деформация поверхностей детали в зоне контакта и, как следствие, переменная толщина пленки смазочного материала в зазоре. Физический механизм взаимодействия поверхностей в условиях эластогидродинамической смазки можно представить следующим образом. При относительном перемещении рабочих поверхностей деталей в процессе трения качения или трения скольжения смазочный материал, адсорбированный поверхностями трения, оказывается как бы зажатым в зазоре между ними. Высокое давление, действующее в зоне контакта деталей, вызывает увеличение вязкости смазочного материала. В центральной части зазора, заполненного смазочным материалом, вследствие упругой деформации участки контактирующих поверхностей почти параллельны. Поэтому скорость течения масла на этом участке почти постоянна. На выходе из зазора, в том месте, где прекращается упругая деформация поверхностей, величина зазора резко уменьшается (рис. 6.4), снижается и толщина смазочной пленки.
Рис. 6.4. Схема распределения.
Свойство неразрывности потока обусловливает стремительное увеличение скорости прохождения объема смазочного материала через эту область. При этом резко возрастает гидродинамическое давление в слое смазочного материала.
Граничной называют смазку, при которой трение и износ между поверхностями, находящимися в относительном движении, обусловлены свойствами поверхностей и свойствами смазочного материала, отличными от объемных. Полужидкостной называют смазку, при которой частично осуществляется жидкостная смазка. Таким образом, полужидкостная смазка занимает. Назначение и виды присадок. Присадки не применяют в чистом виде, но их добавление (иногда в малых количествах) существенно улучшает те или иные эксплуатационные свойства жидких масел и пластичных смазочных материалов. Содержание присадки в смазочном материале колеблется в зависимости от типа масла или пластичного смазочного материала от 0, 01 до 20 % и выше. Присадки классифицируют по назначению и составу. По назначению различают следующие присадки: • адгезионные, • деэмульгаторы, •моющие (ПМС, СК-3, MACK), •противопенные (ПМС-200А), •вязкостные (ПИБ, КП-10), •противокоррозионные (АКОР-1, МНИ-7), •депрессорные (ВНИИНП-157, ПМАД), •антиокислительные (ЛАНИ-317, ДФ-11), •приработочные (АЛП-2), фрикционные (АЛП-2), •противозадирные (ОТП, ЛЗ-28, АБЭС), •противоизносные (ДФ-11, ЭФО, Хлорэф-40), •многокомпонентные (ВНИИНП-360 + ПМС + ВНИИНП-354; ДФ-11 + ПМС-200А). Адгезионные присадки предназначены для повышения липкости и нерастекаемости масел. В эту группу присадок входят полярно-активные вещества, повышающие адгезионные силы притяжения пленки масла к твердой поверхности детали. Моющие присадки служат для предотвращения отложений и нага- гообразования на поверхностях деталей, работающих при повышенной температуре. Деэмульгаторы — присадки, разрушающие водо-масляные эмульсии и, таким образом, способствующие снижению содержания воды в смазочном материале. Антиокислительные присадки используют для замедления процессов старения и окисления масел. Депрессорные присадки предназначены для снижения температуры застывания и, как правило, входят в состав масел, рекомендуемых для применения в зимнее время и условиях холодного климата. Назначение присадок остальных типов очевидно из их наименования. Для улучшения эксплуатационных свойств масел в их состав вводят композицию нескольких присадок — так называемые многокомпонентные присадки, обеспечивающие противоизносные, антиокислительные, противокоррозионные и моющие свойства. Состав композиции зависит от назначения присадок и совместимости ком-понентов. Действие противоизносных, противозадирных и противофрикционных присадок основано на их химическом взаимодействии с трущимися поверхностями металла и образовании соединений в виде пленок со свойствами, обеспечивающими снижение износа, устранение заедания и уменьшение коэффициента трения (химическое полирование поверхности; разрушение мест схватывания благодаря пониженной прочности, образующихся пленок по сравнению с исходным металлом; расклинивающий эффект в результате ориентирования молекул смазки). В качестве таких присадок используют органические соединения металлов в сочетании с соединениями серы, хлора, фосфора (например, свинцовое мыло и осерненные жиры). Популярное:
|
Последнее изменение этой страницы: 2017-03-11; Просмотров: 1234; Нарушение авторского права страницы