|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Методы увеличения ресурса технологического оборудования через процессы смазывания.⇐ ПредыдущаяСтр 15 из 15
Как уже отмечалось выше, долговечность работы механических узлов находится в прямой зависимости от свойств материала, из которого они изготовлены, его способности работать в определенных условиях трения, антифрикционных свойств работающих поверхностей, и определяется их ресурсом работы. Экспериментально установлено, что большое значение при этом имеют износ и демпфирующие свойства материалов, которые во многом определяются эффективностью смазывания контактирующих поверхностей. Смазка выполняет такие функции, как: снижает трение; удаляет из зоны трения деталей продукты износа; отводит тепло от трущихся поверхностей; защищает поверхности деталей от воздействия внешней агрессивной среды. Обладая демпфирующими свойствами, смазка передаёт нагрузки от одной поверхности к другой и, в тоже время, защищает поверхности трения от прямого воздействия динамических нагрузок. Смазка, содержащая в своём составе химически активные элементы присадок и вводимых препаратов, при определённых условиях, может являться средой для протекания химических процессов, обеспечивает наращивание на контактирующих поверхностях деталей защитных слоёв от износа и т. д. В тоже время, сама смазка теряет смазывающие качества. Общая характеристика процессов протекающих в смазках. Смазочные материалы по своему назначению являются многофункциональными препаратами. Образование граничных смазочных слоев на поверхностях трения связано с влиянием ряда факторов, таких как: физическая адсорбция и хемосорбция молекул смазочных материалов; ориентация их относительно поверхности; наличие на металлах окисных слоев с различными свойствами; способность смазочных слоев к окислению; реакционная способность химически - активных элементов; и влияние окружающей среды (кислорода) на протекание химической реакции этих элементов с металлами и др., а в ряде случаев — и с комплексным действием указанных факторов. Препараты, доставляемые смазкой в зону контакта деталей и предназначенные для снижения трения и скорости износа и называемые присадками при определённых температурно-нагрузочных режимах работы механизма способны не только создавать защитные противоизносовые плёнки, но и активно влиять на трибохимические процессы восстановления поверхностей. Физико-химические процессы, протекающие в смазке с образованием автокомпенсации износа и снижения трения, называют избирательными (ИП) Химическое взаимодействие присадок с металлом, приводящее к образованию на поверхностях трения модифицированных слоев типа солей металлов, в ряде исследований связывается с термическим разложением присадок. В связи с этим, в качестве смазки желательно применять органические соединения с низкой энергией диссоциации или распада. Присутствие в зазоре полярных и поляризуемых веществ приводит к электрокинетическим процессам. Это имеет существенное значение в том случае, когда в зазоре оказываются металлические заряженные частицы, образовавшиеся при диспергировании поверхностных слоев. Эти частицы удерживаются электрическим полем в зазоре и в конечном счете, благодаря отсутствию окисления металла, могут снова срастись с металлической поверхностью, уменьшая тем самым износ [24, 25]. Система компенсации износа путем использования электрических явлений для улавливания и осаждения диспергированных частиц металла в зоне фрикционного контакта определяющим образом влияет на образование СМП. В условиях ИП электрические явления могут играть существенную роль для защиты от износа и уменьшения трения. При переходе ИП к установившемуся режиму на границе между смазкой и защитной пленкой (или металлоплакирующей) имеется двойной электрический слой (ДЭС). В том случае, когда одно из трущихся тел или оба являются диэлектриками, на их поверхности может возникать ДЭС в результате трибоэлектризаии. Поэтому в зазоре между трущимися поверхностями почти всегда имеется большей или меньшей силы электрическое поле, которое обусловливает электрокинетические явления, способствующие уменьшению трения и износа путем отложения на участке фактического контакта ионов, коллоидных частиц или частиц катодного металла, находящихся в смазке в поле ДЭС. Значение температурных режимов в образовании поверхности трения. В практике эксплуатации существует многообразие условий трения, когда возможно использование различных смазок, материалов пар трения и режимов трения, которые соответственно отражаются на эффективности системы использования электрических явлений для уменьшения износа и трения. При выборе смазок, применительно к разным условиям работы узлов машин, весьма важно знать температуры возникновения реакции присадок или продуктов их разложения с металлом, при которых возможно образование химически модифицированных поверхностных слоев. Исследования процессов наращивания защитных силикатномагниевых поверхностей (СМП), проведённые с узлами трения при внесении силикатномагниевого состава (СМС) в различные по сортности вязкостные носители показывают, что в некоторых случаях присадки замедляют, а в некоторых случаях и вовсе противодействуют протеканию химических реакций, нейтрализируя химически активные радикалы, участвующие в реакциях замещения с образованием (СМП). Заслуживает внимания и тот факт, что роль сортности смазки и влияние её на активизацию трибохимических процессов при обработке деталей СМС изучена недостаточно. Роль присадок в смазочных материалах. В трибохимических процессах защиты поверхностей трения важная роль отводится присадкам смазочных материалов. Существует множество видов функциональных присадок. Вязкостные присадки - корректирующие вязкостнотемпературную характеристику работы узла трения. Присадки, увеличивающие параметры маслянистости, а также антифрикционные, депрессорные, приработочные, антиокислительные; антикоррозионные, моющие, противопенные; консервационные и др. Отличаются присадки друг от дуга широким спектром химически активных компонентов. В настоящее время появилось несколько десятков наименований присадок входящих в состав смазки, призванных обеспечить снижение трения и износа в узлах трения. При этом классификация подобных препаратов достаточно условна. Логически оправдано разделение препаратов по структуре и свойствам основных активных компонентов, оказывающих воздействие на узлы трения. Среди таких групп следует выделить: •полимерные антифрикционные препараты; •реметаллизанты поверхностей трения; •присадки на базе хлорпарафиновых соединений (кондиционеры металлов); тефлоносодержащие антифрикционные препараты; •присадки на базе минералов; •мелкодисперсные композиции на базе искусственных алмазов; •эпиламные (эпиламоподобные) металлоорганические, противоизносные препараты; •восстанавливающие составы; •слоистые модификаторы трения; •жидкокристаллические модификаторы трения. Полимерные антифрикционные препараты. Эти препараты были созданы оборонной промышленностью и имели узконаправленное назначение – обеспечить кратковременное сохранение подвижности техники в случае повреждения масляной системы. У изношенных узлов наблюдалось повышение давления масла в системе. Причина увеличения давления масла со всей очевидностью вскрывалась при разборке систем – приемник масляного насоса и масляные каналы «зарастали» полимером. Сечения каналов уменьшались, что и приводило к росту давления в масляной системе. Уменьшение расхода масла, естественно, отрицательно сказывалось на работе подшипников. Естественно, что смазки подобного состава будут негативно отражаться на процессах доставки в зону локального контакта СМС, и снижать реакционную интенсивность образования СМП. Реметаллизанты– составы, в которых в нейтральном носителе, полностью растворимом в смазочном масле, содержатся мелкодисперсные порошки, соединения мягких металлов (медь, бронза, кадмий, олово и др.). В России эти препараты представлены продукцией фирм «ВМП» и «ВМП-Авто», «Ри Мет», «Реметалл», «Ресурс», препаратами “Lubrifilm” и “Autoplus-2025” (Швейцария) и т.д. Известен также препарат «СУРМ» производства НПО «Пигмент». Эти соединения при попадании в зону трения заполняют шероховатости микронеровностей. При этом создается т. н. антифрикционный слой, восстанавливающий поверхность. Поверхностная твердость и износостойкость слоя существенно ниже соответствующих параметров стали или чугуна, поэтому для его существования необходимо постоянное присутствие реметаллизанта в масле. Замена масла в данном случае быстро сводит к нулю эффект от начальной обработки. Обработка реметаллизантами способна дать быстрый и достаточно заметный эффект в восстановлении поверхности, поскольку формирование защитного слоя на поверхности не требует длительного времени работы узлов трения, а степень воздействия легко регулируется концентрацией препарата. Однако нестабильность результатов, определяемая отсутствием четко прописанной технологии использования препаратов, а также отмеченными выше особенностями их работы, создает негативную репутацию всей группе при использовании её совместно с СМС. Кондиционеры металла. Являются одной из наиболее распространенных групп препаратов, вводимых в состав базовых смазок, получивших название «кондиционеры металла», построенные на базе хлорпарафиновых соединений. Это широко известные препараты «ЕR», «Феном», «СМТ-2», «Моtоr Uр», «Durа Lube» и т.п. Препараты группы FENOM реализуют трибохимический процесс «износ-восстановление» металлических поверхностей трения. В результате замкнутого цикла химических реакций, образования и распада в зоне трения промежуточных соединений металла с активными молекулами FENOM с последующим их восстановлением до химически чистого железа на поверхностях трения образуется сервовитная (защитная) пленка (сотые доли мкм: 200-300 Ангстрем). Защитная пленка включает фазы чистого железа (с низким усилием сдвига) и приповерхностного металла с пониженной дефектностью кристаллической структуры (упрочненные структуры). В результате защитный слой приобретает пластичные и упругие, антифрикционные свойства и одновременно стойкость к высоким удельным нагрузкам. Масло путем ввода в него неких активных компонентов растворяет металлы, переводя их в состояние солей. Эти соли попадают в зону трения, где осаждаются, с выделением чистого металла. Носители активного хлора в кондиционерах металлов являются хлорированные парафины, то есть полимеры. Поэтому параллельно с реализацией замкнутого цикла «износ-восстановление» происходит частичное полимерное плакирование поверхностей трения парафинами и полиэфирами. А отсюда – высокие антизадирные качества рассмотренной группы препаратов. Однако кондиционеры металла обладают целым рядом побочных эффектов существенно ограничивающим возможность их использования. Парафинсодержащие вещества являются нестойкими к высокой температуре и разлагаются. В низкотемпературной зоне кондиционеры металла работают эффективно и не дают отрицательных последствий. В высокотемпературной зоне хлорпарафины и полиэфиры разлагаются и выгорают, давая несколько увеличенные по сравнению с обычным состоянием нагары. Тефлоносодержащие антифрикционные препараты. Также оказывают существенное влияние на физико-химические процессы, происходящие в узлах трения. Механизм сцепления тефлонового антифрикционного слоя с поверхностью детали носит механический характер. Это определяет нестойкость тефлоновых покрытий. Тефлон с поверхности трения удаляется путем механического соскабливания, и, прежде всего на пусковых режимах. Кроме того, тефлон активно разлагается под воздействием высоких температур, поэтому для эффективной работы присади необходимо постоянное присутствие ее в масле. Наиболее эффективно действие тефлонов проявляется в зоне узлов трения со сравнительно низкими температурами. В высокотемпературной зоне эффективность присадок резко снижается. Наличие тефлонового слоя на поверхностях ведет к существенному росту температур в зонах газовых образующих продуктов трибохимических реакций. Наличие фторсодержащих частиц тефлона в зоне горения приводит к появлению в газах фосгена. Поэтому применение тефлоновых препаратов ограничено. Отмечены случаи, когда постоянное использование тефлоновых препаратов приводило к закоксовыванию зон контакта трущихся поверхностей, и, как следствие, перегреву и выходу двигателей из строя. Минеральные препараты. Наиболее широко на Российском рынке представлены группы минеральных препаратов, вводимых в состав смазки. К ним следует отнести следующие марки «РВС», «ХАДО», «СУПРА», «НИОД», «ФОРСАН», «Живой металл» и др. Например препарат подобной группы, производимый в Западной Европе – композиция «Xeramic» (Нидерланды), имел в своём составе мелкодисперсный состав нитрида бора – материала, известного своей твердостью. Действие ремонтно-восстановительных составов, содержащих минеральные присадки, базируется на уникальном действии порошка серпентина (Мg2SiO4) (в русской минералогии – змеевик) оказывать воздействие на поверхность трения. При этом происходит химический процесс внедрения в его структуру микрочастиц минерала и образование композитной металлокерамической структуры (металл - минерал) который по своим механическим свойствам близок к материалу СМП, и обладает очень высокой твердостью и износостойкостью. Влияние некоторых препаратов, силикатного происхождения проиллюстрирована на рис. 2 и 3.
Рис.2. Эффективность присадок по уровню увеличения мощности двигателя
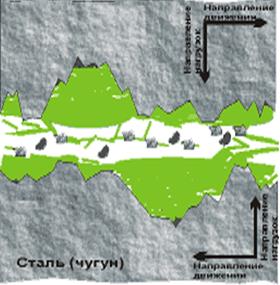
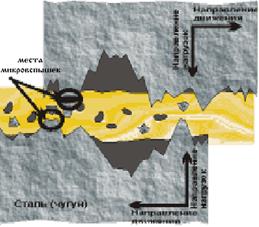
Рис.3. Снижение скорости накопления продуктов износа в поршневой группе двигателя Мелкодисперсные порошки алмазов. Сравнительно новая группа препаратов, вводимых в состав смазки и недавно появившаяся на рынке это мелкодисперсные порошки алмазов: «Формула АР»; «Формула АВ.»; «Энергия Алмаза». Механизм работы этих препаратов, по объяснению их производителей сводится к модификации поверхностей трения скольжения. Причем в роли «шариков» своеобразного шарикоподшипника, в зоне трения выступали мелкодисперсные порошки алмазов. Однако наличие твердых включений в масляный слой при действии высоких контактных давлений может вызвать эффект внедрения частиц в поверхностный слой детали. При этом на поверхности вместо модификации поверхности можно получить своеобразную “терку”, полностью срывающую гидродинамический режим трения. Кроме того, существует проблема с оседанием твердых частиц в масляных каналах. При этом эффективность действия препарата будет постоянно снижаться из-за уменьшения концентрации действующего компонента в масле. Таким образом, присутствие этих препаратов в составе СМС нежелательно. Эпиламные(эпиламоподобные), металлоорганические противоизносные препараты. Препараты могут оказывать влияние на эффективность обработки изношенных поверхностей по системе СМП. Действие эпиламных (эпиламоподобных) металлоорганических антифрикционных препаратов построено на базе формирования защитных слоев на всех поверхностях трения по механизму химмосорбции. «Универсальный модификатор» и группа препаратов «Энергия-3000», реализующих смешанный принцип формирования защитного слоя – квазиэпиламный и металлоорганический. Эпиламообразующие вещества – это поверхностно-активные соединения с содержанием фтора. Поверхностные слои узлов трения насыщаются длинными фторсодержащими молекулами, выполняющими роль своеобразного армирующего материала, резко повышающего поверхностную прочность деталей. Аналогичный эффект достигнут в случае обработки поверхности содержащими другие вещества, группы галогенов – брома, йода и т.д. Подобные слои назвали квазиэпиламными. При обработке машин и механизмов препаратами металлоорганической группы в зоне триботехнических контактов под воздействием силы трения образуются соединения металлов. В зоне трения под воздействием высоких контактных давлений и температур реализуется механизм локальных поверхностных реакций, при котором «съедаются» выступы шероховатостей, то есть реализуется химическая микрошлифовка поверхностей. Продуктами реакции – соединениями металлов заполняются впадины шероховатостей и дефекты поверхности, образовавшиеся в процессе эксплуатации механизмов. Испытания показали, что чистота поверхности после формирования металлоорганического упрочненного слоя на 60-80 % выше, чем до обработки, при этом резко возрастает поверхностная твердость и износостойкость покрытия. Кроме того, формируется специальная микроячеистая «сотовая» структура, способствующая удержанию масла. Таким образом, износостойкий антифрикционный слой формируется на атомном уровне и является, по сути, структурой кристаллической решетки металла. Как показали проведенные исследования, за исключением некоторой нестабильности результатов обработки, никаких отрицательных последствий для узлов трения применение этих препаратов за собой не влечет. Слоистые модификаторы трения. Имеется определенное количество препаратов группы слоистых модификаторов трения, предназначенных для ускорения и облегчения процесса начальной приработки узлов трения. Это препараты, содержащие сернистые соединения молибдена, вольфрама и тантала («Liqui Moly», «Моликот»), графит («Графитол», «Марли») и т.п. Механизм их работы состоит в формировании на поверхностях трения слоистого поверхностного слоя с низким усилием сдвига и, следовательно, аномально малым коэффициентом трения. Этот слой выполняет роль своеобразной твердой смазки узла трения. Эффект снижения механических потерь наступает достаточно быстро – т.к. для начала работы препарата модификация поверхности не требуется. Снижение концентрации препарата в масле быстро сводит на нет эффект обработки. В качестве отрицательных явлений, встречающихся при использовании слоистых модификаторов, можно отметить высокую скорость разложения сернистых соединений при высоких температурах, что увеличивает коррозионную активность процессов. Кроме того, графит, входящий в состав некоторых препаратов этой группы, имеет склонность к отложениям в масляных канавках. При длительном постоянном вводе препарата в масло можно получить закрытие зазоров, либо «зависание» клапанов в направляющих втулках. Жидкокристаллические модификаторы трения предлагаются фирмой Profix (США). Основная задача этих препаратов – восстановить зазоры и «пятна контакта» – участки поверхностей, непосредственно контактирующих между собой в процессе работы, металлоплакирование поверхностей, либо создание на поверхности металлического слоя. Результатом работы подобных препаратов является резкое снижение потерь трения. Таким образом, несмотря на многообразие препаратов и присадок, участвующих совместно со смазкой в работе узлов трения, для получения устойчивых противоизносных слоёв, в том числе и СМП, обеспечивающих снижение механических потерь и скорости износа, требуется индивидуальный подход, как к объекту, так и к самой технологии обработки. 15.4. Ремонтно-восстановительные составы (РВС) и их роль в прцессах образования поверхности трения Эффект CMC-технологии основан в создании на поверхностях трения монолитной силикатномагниевой поверхности (СМП), в основу образования которой положена энергетическая теория, при которой (при температурах в локальных контактах 823÷ 9000К) происходят трибохимические реакции замещения атомов железа основного материала на атомы СМС [2]. Полученная силикатномагниевая поверхность имеет одинаковый с основным металлом коэффициент линейного термического расширения, обладает высокой твердостью и свойствами диэлектрика. Коэффициент трения СМП составляет 0, 03 – 0, 07. При этом срок безремонтной эксплуатации механизма становиться практически равным сроку службы механизма. Таким образом, благодаря использованию CMC можно получить следующие положительные эффекты: 1. Не требуется применение антифрикционных материалов с повышенными противоизносными свойствами в машинах и механизмах металлургического производства; 2. Нет необходимости использовать технологии, улучшающие качество поверхностей трения, машин и механизмов металлургического цикла; 3. Отпадает необходимость разработки присадок к смазочным материалам машин и механизмов металлургического цикла; 4. Принципиально меняются технология ремонта машин и механизмов металлургических предприятий и требуемые для ремонта производственные мощности ремонтных цехов мастерских и участков; 5. Уменьшается трение в машинах и механизмах металлургических цехов и повышается производительность; В итоге повышается эффективность использования энергетических ресурсов при эксплуатации машин металлургических цехов, что и является одной из форм энергосбережения на предприятиях отраслей промышленности. Основы технологического процесса образования серпентино-мегниевой поверхности (СМП) СМП - технология — технология восстановления изношенных узлов и механизмов серпентино-магниевыми составами (СМС) без разборки в режиме штатной эксплуатации. Восстановление по СМП– технологии, это перечень технологических операций, конечным результатом которых является получение на поверхностях трения и контакта деталей машин силикатно-магниевого защитного слоя (СМП) достаточной толщины для компенсации износа, при введении в узел трения СМС соответствующего режиму обработки. Действие серпентино-магниевых составов (СМС), базируется на уникальном действии порошка серпентина (Мg2SiO4) (в русской минералогии – змеевик) оказывать воздействие на поверхность трения. При доставке смазкой СМС в зону контакта поверхностей трения происходит химический процесс внедрения в его структуру микрочастиц минерала и образование композитной металлокерамической структуры (металл - минерал) который по своим механическим свойствам обладает очень высокой твердостью и износостойкостью. Доставка СМС в зону контакта поверхностей осуществляется через систему смазки. Смазка выполняет роль не только вязкостного разделителя, но и носителя ремонтного состава. Для снижения расхода СМС смазка должна быть «приработана» к узлу трения и отвечать высоким диэлектрическим свойствам. Анализ проведённых экспериментов показывает, что трибохимическая реакция с образованием СМП протекает эффективно, если электрическое сопротивление смазки не понижается до 0, 8 ÷ 1 кОм. В противном случае наблюдается эффект «туннельного» пробоя смазки, а электромагнитные поля, созданные при измельчении состава СМС шероховатостями работающих деталей, резко уменьшаются и образовавшиеся валентные радикалы химических реакций перестают удерживаться в зоне контакта. Для таких условий обработки поверхностей, как правило, требуется многоэтапная обработка с детальным обоснованием и определением режима обработки при каждой последующей засыпке СМС. Полученный материал СМП имеет следующие качественные отличия от основного металла: по своей природе не чужероден металлу и поэтому удерживается на поверхности стали значительно лучше, чем хром, никель и различные наплавки. СМП имеет одинаковый со сталью коэффициент линейного термического расширения, т. е. не скалывается при нагреве – охлаждении; обладает пластичностью до 5 МПа. Твердость поверхностей деталей достигает 63 – 70 HRC, а коэффициент трения деталей покрытых МКЗС составляет 0, 03 – 0, 07. МКЗС – диэлектрик, он огнеупорен, температура его разрушения 1575 – 1600˚ С, стоек к коррозии [35]. Согласно точке зрения японских исследователей: Камимото И; Сига А, процесс образования МКЗС (условно) можно разделить на четыре этапа: 1.Операция измельчения частиц РВП выступами микрорельефов поверхностей сопряженных деталей. Если посмотреть на поверхность контакта сопряженных деталей под увеличением, то она состоит из пиков и углублений, забитых продуктами износа и разложения масел и присадок (Рис.19). Когда механизм включается в работу, нагрузка сближает поверхности трения, выступы микрорельефа рвут пленки, создаваемые маслом и присадками, и, набегая друг на друга, сламываются, добавляя в масло дополнительную порцию загрязнителей. В местах слома выступов происходят микровспышки, разрушающие масла и присадки (Рис.19). При добавлении СМС выступы микрорельефа, как зубья своеобразной мельницы, размалывают частицы СМС. В местах слома при высоких локальных температурах (температура зависит от скорости слома и твердости самого выступа и может достигать 14000C) протекают своеобразные микрометаллургические и химические процессы с образованием новых кристаллов. При этом остальная масса металла быстро снимает тепло из зон контакта. Это является необходимым условием для кристаллизации такого расплава. При этом начинает идти реакция замещения за счёт адсорбирования водорода и образование новых связей Si - O - OH; Si - O - Fe и т. д. [36]. Так в местах выступов появляются первые пятна СМП.
2.Очистка микрорельефа. Частицы СМС, если их рассматривать относительно выступов и углублений микрорельефа (Рис. 20), - довольно крупные, то при размоле их происходит интенсификация процессов микросваривания и микросхватывания, т.к. большее количество микровыступов будет сломано от контакта с частицами СМС.
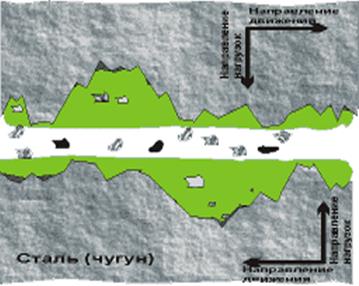
Одновременно происходит процесс очистки микрорельефа от всех загрязнителей (продуктов износа и разложения смазок, присадок и т.д.), присутствующих на поверхности трения. Решение этой задачи закладывается на этапе изготовления СМС, его особой структурой и соответствующими добавками. Обычные моющие присадки в составе смазки не способны очистить микрорельеф до такой степени, как это выполняет измельчаемый порошок СМС. В ходе домола частиц состава, происходит выдавливание загрязнителей из вогнустей микрорельефа поверхностей (Рис.21) и образование первых «чешуек» метало-керамического защитного слоя (МКЗС).
3. Уплотнение частиц СМС в углублениях микрорельефа. Чем меньше будет продуктов загрязнения, тем успешнее будет происходить очень важная стадия - плотного уплотнения домолотых частиц восстановительного состава. Именно при плотном уплотнении, в присутствии катализаторов и при энергии, выделяемой при трении и измельчении состава, протекает химическая реакция замещения атомов магния в кристаллических решетках СМС на атомы железа поверхностного и подповерхностного слоев металла. Плотное уплотнение частиц СМС (Рис. 22) обеспечивается их слабомагнитными свойствами (ориентируются в определенном порядке векторами электромагнитных полей), абсолютной спайностью (вступают силы межкристаллического взаимодействия). Кроме того, они выстраиваются по направлению наименьшего механического сопротивления, а выступы микрорельефа при контакте еще и утрамбовывают частицы СМС. При этом образуются новые кристаллы с гораздо более объемной кристаллической решеткой, в своей массе, образующие слой, который, поднимаясь над поверхностью пятна контакта, компенсирует износ детали.
Толщина слоев СМП пропорциональна количеству уплотненных частиц СМС и энергии, выделяемой при трении, и регулируется автоматически: есть энергия при трении и контакте - СМП растет, зазоры компенсируются, в результате чего выделение энергии снижается, прекращается реакция замещения - прекращается рост СМП. 4.Операция образования СМП. Все три предыдущие операции в итоге обеспечивают плотный контакт домолотых частиц РВС к металлу поверхностного слоя. Необходимая энергия для прохождения реакции замещения - это энергия трения и контакта измельчения СМС. Кроме того, специальные катализаторы обеспечивают протекание этой реакции уже при температурах в микрообъемах около 1200С и с относительно большой скоростью (15-25 часов непрерывной или суммарной работы механизма). В результате в углублениях и на выступах микрорельефа образуются видоизмененные кристаллы с большими пространственными кристаллическими решетками (Рис. 23), которые и образуют металлокерамический защитный слой, возвышающийся над каждым выступом микрорельефа. Так происходит выравнивание геометрии поверхностей контакта деталей машин, оптимизация зазоров в сопряжениях (Рис. 24) и образование МКЗС (рис. 25).
Рис.24. Прохождение реакции замещения с образованием новых кристаллов МКЗС.
Рис.25. Образование МКЗС, восстановление номинальных зазоров и геометрии сечения. В природе, в результате гидратации ультраосновных пород и в результате процессов серпентинизации за сотни миллионов лет происходит реакция замещения атомов Fе атомами Mg при строительстве кристаллов серпентина. Рассмотренный способ позволяет запустить процесс износа поверхности трения в обратном порядке. В этом суть данного процесса. Анализ многочисленных попыток применения СМС для обработки изношенных узлов трения, к сожалению, навсегда успешные. Проведённые исследования свидетельствует, что причина неудач, прежде всего, кроется в режимных аспектах обработки и отсутствии технологического контроля за трибохимическими процессами обработки.
Популярное:
|
Последнее изменение этой страницы: 2017-03-11; Просмотров: 1335; Нарушение авторского права страницы

 -частицы загрязнителей;
-частицы загрязнителей;  -частицы металла и РВП;
-частицы металла и РВП;  -штатная мазка
-штатная мазка

 -чешуйки
МКЗС.
-чешуйки
МКЗС.