
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Цель работы. Изучение конструкции и приобретение навыков работы с штангенциркулем и микрометрическими инструментами.
Метод непосредственной оценки характеризуется тем, что при измерениях значение физической величины получают с отсчетного устройства средства измерений. Практической реализацией этого метода являются широко применяемые в машиностроении и на предприятиях железнодорожного транспорта измерения штангенинструментами и микрометрическими инструментами. Штангенинструменты. К числу штангенинструментов относятся штангенциркули (рис.4.1), штангенглубиномеры (рис.4.2), штангенрейсмасы (штангенвысотомеры, рис. 4.3), штангензубомеры.
а) б)
в) г)
Рис. 4.1 Штангенциркули: а) – ШЦ – I; б) – ШЦ – II; в), г) – с цифровым отсчетом
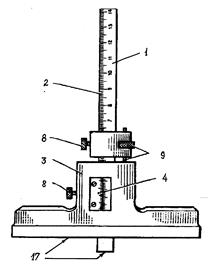
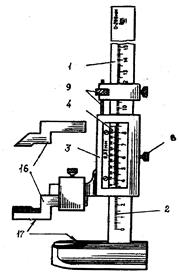
Рис. 4.2 Штангенглубиномеры Рис. 4.3. Штангенрейсмасы
а) б) Рис.4.4. Штангенинструменты: а) штангенглубиномер, б) штангенрейсмас Основой штангенинструментов (рис. 4.4 и 4.6) является штанга 1, на которой нанесена шкала 2 линейных размеров с ценой деления 1 мм (основная шкала), и подвижная рамка 3, располагаемая на штанге. На рамке также имеется шкала 4, называемая нониусом (дополнительная шкала), с ценой деления (величиной отсчета) 0, 1 мм или 0, 05 мм (возможно 0, 02 мм) и диапазоном показаний от 0 до 1 мм. При отсчете результата измерений целое число миллиметров определяется по основной шкале и положению нуля нониуса (принимается во внимание риска основной шкалы, совпадающая с нулевой риской нониуса или расположенная слева от нее). Для определения десятых или сотых долей миллиметра визуально выявляют риску нониуса, совпадающую с риской основной шкалы – как бы являющуюся ее продолжением. Порядковый номер риски нониуса (начиная с нуля), умноженный на цену деления нониуса, дает значение дробной части результата измерения. Примеры отсчетов показаны на рисунках 4.5. Цифры на основной шкале (верхняя шкала на рисунках) представляют сантиметры, на нониусе (нижняя шкала на рисунке) - десятые (на рис. 4.5а, б) или сотые доли миллиметра (рис. 4.5в, г).
а) 39 мм +0, 1мм ·7=39, 7 мм б) 61 мм +0, 1мм ·4=61, 4 мм
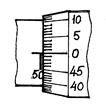
в) 12 мм +0, 05мм ·3=12, 15 мм г) 71 мм +0, 75 мм+ +0, 05 мм·2=71, 85 мм
Рис.4.5. Примеры отсчетов значений размера детали при измерениях штангенинструментами.
Значение размера получают следующим образом: на рисунке 4.5а целое число миллиметров по основной шкале равно 39 мм. Величина отсчета по нониусу 0, 1 мм. С риской основной шкалы совпадает седьмая риска нониуса (указано крестиком). Значение отсчета 39 мм + 7 · 0, 1 мм = 39, 7 мм. На рисунке 4.5в целое число миллиметров по основной шкале равно 12 мм. Величина отсчета по нониусу 0, 05 мм. С риской основной шкалы совпадает третья риска нониуса. Значение отсчета 12 мм + 3 · 0, 05 мм = 12, 15 мм. В данной работе для измерения внутренних и наружных размеров цилиндрической детали используются штангенциркули. Отечественной промышленностью выпускаются штангенциркули нескольких типов: ШЦ – I – с двухсторонним расположением губок и линейкой измерения глубины (рис.4.6а); ШЦ – II – с двусторонним расположением губок и возможностью производить разметку (рис.4.6б); ШЦ – III – с односторонним расположением губок (рис.4.6в).
Рисунок.4.6. Конструкции штангенциркулей: а) – ШЦ – I; б) – ШЦ – II; в) – ШЦ - III На рисунках 4.4 и 4.6 обозначены: 1 – штанга; 3 – рамка; 4 – нониус; 5 – глубиномер; 6 – измерительные губки для измерения размеров внутренних поверхностей; 7 – губки для измерения размеров наружных поверхностей; 8 – стопорный винт фиксации положения рамки; 9 – винтовой механизм для точного перемещения рамки; 10 – винт крепления накладного нониуса; 11 – листовая пружина; 12 – губки для выполнения разметочных работ; 13 – губки для измерения наружных и внутренних поверхностей; 14 – винт крепления на губках приспособления для разметки 15; 16 сменные измерительные ножки; 17 – измерительные поверхности. При измерении размеров внутренних поверхностей штангенциркулями типов ШЦ – II и ШЦ - III к величине отсчета необходимо добавлять толщину губок, указанную на них. Микрометрические инструменты. К микрометрическим инструментам относятся микрометрические скобы, называемые микрометрами (рис.4.7а), микрометрические нутромеры (рис. 4.7б), микрометрические глубиномеры (рис.4.8б),.
а б Рис. 4.7. Микрометрические инструменты: а – микрометры; б – микрометрический нутромер (основная головка и удлинители)
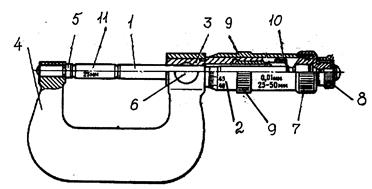
Общими конструктивными элементами для перечисленных средств измерений являются (рис.4.8 и 4.10) подвижный измерительный наконечник – микрометрический винт 1, неподвижно соединенный с барабаном 2, и стебель 3 неподвижно соединенный с микрометрической гайкой (находится внутри барабана).При вращении барабана и неподвижном стебле (гайке) микрометрический винт совершает поступательно – вращательное движение вследствие чего изменяется расстояние между измерительными поверхностями средства измерений. Величина этого расстояния с точностью до 0, 5 мм (цена деления двухсторонней шкалы, нанесенной на стебле) может быть считана с продольной шкалы на стебле (основная шкала) по расположению скошенной кромки барабана (принимаются во внимание риски сверху и снизу от продольной линии на стебле).
б)
Рис.4.8. Устройство микро-метрических инструментов: а) микрометр, б) микромет-рический глубиномер
Сотые доли миллиметра определяют по шкале на скошенной кромке барабана (диапазон показаний по шкале 0…0, 50 мм, цена деления 0, 01 мм), в соответствии с ее положением относительно продольной линии на стебле. При записи результатов измерений значения отсчетов суммируются. Пример отсчета показан на рисунке 4.9а. Со шкалы на стебле, в соответствии с положением кромки барабана, считываем 65, 5 мм (деление вверху полностью видно). По положению продольной линии на стебле относительно шкалы барабана считываем сотые доли миллиметра – 0, 27 мм. Находим значение размера: 65, 5 + 0, 27 = 65, 77 мм.
а) б) в)
Рис.4.9. Примеры отсчета по шкалам микрометра: а) при измерении и при проверке начального отсчета - б) правильный отсчет в) неправильный отсчет
В лабораторной работе измерения выполняются микрометром и микрометрическим нутромером. В конструкции микрометра на рис. 4.8, кроме ранее перечисленных элементов, указаны: скоба 4, неподвижный измерительный наконечник – пятка 5, стопорный винт 6, колпачок (кольцо с накаткой) 7, трещотка 8. При измерении деталь 11 размещается между измерительными наконечниками 1 и 5. Вращением барабана измерительные поверхности вводятся в соприкосновение с поверхностью детали. Для ограничения измерительного усилия и защиты винтовой пары от повреждения вращение барабана 2 производят не непосредственно, а с помощью трещотки 8. При достижении определенного значения измерительного усилия вращение трещотки сопровождается характерным звуком, а кинематическая связь ее с барабаном нарушается. Разводят измерительные поверхности вращением барабана за кольцевой выступ 9. Правильность начального отсчета микрометра проверяется с помощью установочной меры. Для этого установочная мера 11 (рис.4.8а) размещается между измерительными поверхностями и вращением микрометрического винта за трещотку вводится в соприкосновение с ними. В этом положении скошенный край барабана должен установиться так, чтобы начальный штрих шкалы стебля был полностью виден, а нулевой штрих шкалы барабана должен остановиться напротив продольной линии на стебле (рис. 4.9б). Если микрометр установлен неправильно (рис. 4.9в), то, придерживая барабан за кольцевой выступ 9, следует ослабить (отвернуть на пол-оборота) колпачок 7, закрепить микрометрический винт стопорным винтом 6, установить свободно вращающийся барабан в правильное положение. Придерживая барабан за кольцевой выступ 9, затянуть колпачок 7. Проверить правильность установки микрометра.
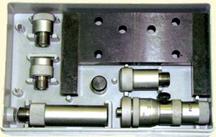
Рис.4.10. Микрометрический нутромер (основная головка)
У микрометрического нутромера (рис. 4.10) трещотка отсутствует – на ее месте находится подвижный измерительный наконечник 1. Измерительное усилие ограничивается лицом, выполняющим измерения. Пятка 5 (неподвижный измерительный наконечник) закреплена в стебле. Гайка 12 предохраняет резьбу на стебле от загрязнения. Диапазон показаний для шкалы на стебле от 0 до 13 мм. С учетом исходного расстояния между измерительными поверхностями 50 мм, диапазон измерений основной головкой составит 50 мм … 63 мм. Для увеличения пределов измерения используют удлинители, устанавливаемые вместо гайки 12. При выполнении измерений нутромер вводят внутрь детали и, удерживая стебель пальцами одной руки, вращают барабан пальцами второй руки. Следует найти такое положение нутромера, при котором расстояние между измеряемыми поверхностями было бы минимальным. Для получения результата измерений к отсчету с микрометрического нутромера следует прибавить значение его нижнего предела измерений. Например, если используется только основная головка без удлинителя (нижний предел измерения 50 мм) и величина отсчета равна 8, 64 мм, то значение размера будет равно 50 + 8, 64 = 58, 64 мм. Проверку нулевого показания нутромера можно произвести с помощью плоско – параллельных концевых мер длины. Для этого плитку 4 размером 50 мм размещают (рис.4.11) между боковиками 3 и зажимают в державке 5. Измерительные поверхности микрометрического нутромера (основной головки) 1 вводят в соприкосновение с поверхностями боковиков. Правильное положение барабана и действия при неправильном его положении такие же, как для микрометра.
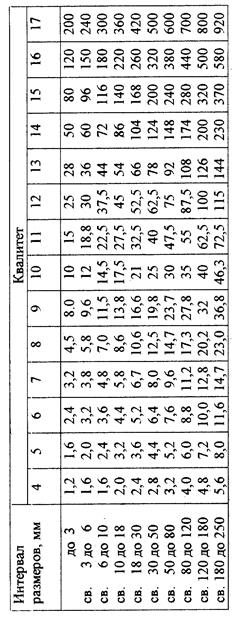
Рис.4.11. Проверка нулевого показания микрометрического нутромера: 1- нутромер, 3- боковики, 4 – плоско –параллельная концевая мера длины, 5 – державка (струбцина, стяжка) Выбор средств измерений. В лабораторной работе требуется выбрать средства измерений для определения действительных размеров детали. Возможность использования средства измерений для решения измерительной задачи определяется выполнением требования: погрешность результата измерений не должна превышать допустимую погрешность измерения. Допускаемые погрешности измерения линейных размеров в зависимости от допуска (квалитета) размера установлены стандартом ГОСТ 8.051 и приведены в таблице 4.1. (Требования к точности изготовления в лабораторной работе установлены чертежом детали). Погрешность результата измерений складывается из погрешности средств измерений, методической погрешности, субъективной погрешности, погрешности, обусловленной отличием условий измерений от нормальных условий. Поэтому пределы погрешности измерений, приведенные в таблицах 4.2 и 4.3, отличаются в большую сторону от пределов допускаемой погрешности, записанных в паспорте средств измерений.
Последовательность выполнения работы 1).Определить предельные отклонения и предельные размеры детали в соответствии с требованиями чертежа. 2).Установить допускаемую погрешность измерения наружного и внутреннего размеров по таблице 4.1. 3).В таблице 4.2 найти пределы погрешности измерений наружных размеров штангенциркулем и микрометром. По соотношению предела погрешности измерения и допускаемой погрешности выбрать средство измерений. Если допустимо использовать оба средства измерений, предпочтение следует отдать штангенциркулю. 4).В таблице 4.3 найти пределы погрешности измерений внутренних размеров штангенциркулем и микрометрическим нутромером. По соотношению предела погрешности измерения и допускаемой погрешности выбрать средство измерений. Если допустимо использовать оба средства измерений, предпочтение следует отдать штангенциркулю. 5).Получить у преподавателя, выбранные средства измерений. Уяснить устройство и назначение их конструктивных элементов, правила выполнения отсчета при измерениях.
Таблица 4.2. Пределы погрешности измерений размеров наружных поверхностей измерительными инструментами, мкм
Таблица 4.3. Пределы погрешности измерений размеров внутренних поверхностей измерительными инструментами, мкм
6).Проверить правильность установки на нуль микрометрических инструментов. При неправильной настройке рассматривать погрешность начального показания как систематическую погрешность и учесть её в результате измерений в виде поправки. 7).Выполнить измерения детали в соответствии со схемой, приведенной в журнале лабораторных работ. Внимание. При выполнении отсчета по основной шкале микрометрических инструментов штрих (верхний или нижний) основной шкалы учитывается только в том случае, если он виден полностью. 8).Дать заключение о годности детали по наружному и внутреннему размерам.
Вопросы для самопроверки 1.Назовите отличительную особенность метода измерений, называемого методом непосредственной оценки. 2.Назовите типы штангенинструментов и области их применения. 3.Поясните назначение нониуса. 4.Что положено в основу конструкции микрометрических инструментов? 5.Поясните назначение трещотки. 6.Как проверить правильность настройки микрометрических инструментов? 7.По каким критериям производится выбор средств измерений?
Лабораторная работа 5.
Популярное:
|
Последнее изменение этой страницы: 2017-03-11; Просмотров: 1075; Нарушение авторского права страницы













 а)
а)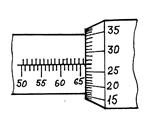




 0, 15 мм и настройкой по мерам длины 4 – го класса точности
0, 15 мм и настройкой по мерам длины 4 – го класса точности