
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Измерение наружного диаметра резьбы.
1.Вращая микровинт поперечной подачи 2 и перемещая, таким образом, предметный стол вместе с калибром, совместить продольную ось штриховой сетки (рис.8.2а) с вершинами профилей резьбы. При необходимости можно скорректировать положение оси штриховой сетки вращением винта 13 поворота верхней плиты стола. 2.Записать отсчет показания микрометрического устройства поперечной подачи (отсчет а). Отсчетные устройства микроскопа аналогичны отсчетным устройствам микрометрических инструментов. На стеблях микровинтов нанесены деления с интервалом 1 мм. Цена деления шкал, нанесенных на барабанах 0, 005 мм. Показание отсчетного устройства является координатой положения предметного стола. 3.Микровинтом поперечной подачи 2 переместить предметный стол до совмещения продольной оси штриховой сетки с вершинами противоположной стороны профиля резьбы. Записать показание отсчетного устройства (отсчет b). 4.Вычислить значение наружного диаметра резьбы как абсолютное значение разности отсчетов а и b. Определение погрешности шага резьбы. Влияние погрешности шага на свинчиваемость резьбы тем больше, чем больше длина свинчивания. Поэтому погрешность шага резьбы определяют не как разность действительного и номинального шагов, а как разность между действительным и номинальным расстояниями в осевом направлении между средними точками любых одноименных боковых сторон профиля в пределах длины свинчивания или заданной длины. Схема измерения действительного расстояния показана на рис. 8.3а.
а) б)
Рис. 8.3. Схемы измерения: а) действительного размера n – шагов, б) среднего диаметра, в) угла наклона боковой стороны профиля
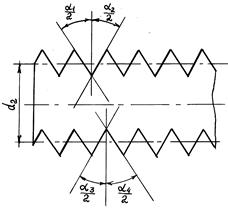
Измерения выполняются по правым и левым сторонам профиля с двух сторон резьбы (на рис. 8.3 сверху и снизу) с целью компенсации возможного перекоса оси резьбы относительно линии измерения. Результат измерения получают как среднее арифметическое значение действительных расстояний Порядок выполнения измерений. 1.Вращением микровинтов продольной и поперечной подачи и вращением маховика окулярной головки совместить любую линию штриховой сетки с правой стороной первого полного профиля резьбы. Записать начальное показание отсчетного устройства микровинта (начальный отсчет). 2.Микровинтом продольной подачи переместить предметный стол на заданную длину (на четыре шага: n=4) до совмещения выбранной линии штриховой сетки с правой стороной профиля резьбы. Записать конечное показание отсчетного устройства микровинта (конечный отсчет). Определить значение 3.Выполнить измерения значений Измерение среднего диаметра резьбы 1.Вращением микровинтов продольной и поперечной подачи предметного стола и вращением маховика окулярной головки совместить главную ось штриховой шкалы большого окуляра микроскопа (средняя вертикальная ось на рисунке 8.2а) с изображением стороны профиля резьбы так, чтобы центральная точка пересечения осей делила сторону пополам (рис. 8.3б). Записать показание отсчетного устройства микровинта поперечной подачи (первичный отсчет). 2.Переместить стол с калибром в поперечном направлении до появления в окуляре изображения диаметрально противоположной стороны профиля и совмещения главной оси с этой стороной (рис. 8.3б). Записать показание отсчетного устройства микровинта поперечной подачи (вторичный отсчет). Значение среднего диаметра 3. Для исключения погрешности установки калибра выполнить измерение среднего диаметра 4.Искомое значение среднего диаметра будет равно Измерение угла наклона боковой стороны профиля резьбы. Для измерения углов используется главная ось штриховой шкалы микроскопа. При нулевом отсчете по шкалам малого окуляра (рис. 8.2б) эта ось располагается перпендикулярно линии центров и осевой линии резьбового калибра. Если вращением маховика окулярной головки совместить главную ось с боковой стороной профиля или расположить их параллельно, то в малом окуляре можно наблюдать значение угла поворота главной оси, которому соответствует значение угла наклона боковой стороны профиля. Так как резьбовой калибр может быть установлен с некоторым перекосом относительно линии центров, то измерения выполняют по схеме, приведенной на рисунке 8.3в, а значение угла наклона вычисляют для каждой стороны профиля в виде среднего арифметического значений отсчетов
Погрешность угла наклона боковой стороны профиля метрической резьбы будет равна
Оценка качества резьбы. Допустимые отклонения параметров резьбового калибра определяются заданной точностью изготовления и параметрами резьбы, для контроля которой он предназначен. В обозначении контролируемой резьбы гайки, например, М18 х 1, 5 – 6Н указано М – метрическая резьба, 18 – наружный диаметр резьбы D, 1, 5 – шаг резьбы (для резьбы с крупным шагом значение не приводится), 6 – степень точности резьбы, Н – основное отклонение диаметров резьбы. Допустимые отклонения размеров резьбового калибра установлены стандартом ГОСТ 24997 – 2004 и приведены в таблицах 8.1 – 8.5. Номинальные значения наружного d и среднего диаметра d= где D, Предельные размеры:
Порядок выполнения работы.
1).Ознакомиться с конструкцией инструментального микроскопа и правилами выполнения измерений линейных и угловых размеров. 2).Подготовить микроскоп к выполнению измерений. 3).Определить предельные размеры наружного диаметра резьбы резьбового калибра. Измерить наружный диаметр резьбы калибра. 4).Измерить значения n – шагов (принять п=4) и угла наклона боковой стороны профиля проходного резьбового калибра в соответствии с представленными схемами. 5).Вычислить действительные значения и определить допустимые значения погрешности шага и угла наклона боковой стороны профиля резьбы. Дать заключение о годности резьбового калибра по каждому параметру.
Вопросы для самопроверки 1.Точность каких параметров определяет взаимозаменяемость резьбы? 2.Дайте характеристику комплексного и дифференцированного контроля резьбы. В каких случаях они применяются? 3.Назовите основные составные части инструментального микроскопа. 4.В чем состоит подготовка микроскопа к измерениям? 5.Укажите назначение большого и малого окуляров. 6.Перечислите последовательность действий при измерении наружного диаметра резьбы, расстояния 7. С какой целью выполняются несколько измерений расстояния
Таблица 8.1. Допуски шага резьбы калибров (для степеней точности резьбы от 3 до 10)
Таблица 8.2. Допуски среднего диаметра
Таблица 8.3. Метрические резьбы. Основные отклонения размеров
Таблица 8.4. Параметры поля допуска резьбового проходного калибра – пробки
Таблица 8.5. Предельные отклонения угла наклона боковой стороны профиля резьбы калибров (для степеней точности резьбы от 3 до 10)
Лабораторная работа 9
Популярное:
|
Последнее изменение этой страницы: 2017-03-11; Просмотров: 1364; Нарушение авторского права страницы


 в)
в)
 , как абсолютное значение разности конечного и начального отсчетов.
, как абсолютное значение разности конечного и начального отсчетов. ,
,  ,
,  в соответствии со схемой (рис.8.3а). Вычислить значение
в соответствии со схемой (рис.8.3а). Вычислить значение  и погрешности шага
и погрешности шага  , где Р – шаг резьбы.
, где Р – шаг резьбы. определить как абсолютное значение разности вторичного и первичного отсчетов.
определить как абсолютное значение разности вторичного и первичного отсчетов.
 по второй стороне профиля резьбы (рис. 8.3б).
по второй стороне профиля резьбы (рис. 8.3б). .
. и
и  .
. и
и 
 резьбы калибра вычисляют по формулам
резьбы калибра вычисляют по формулам и
и  ,
,  - наружный и средний диаметры резьбы контролируемой гайки;
- наружный и средний диаметры резьбы контролируемой гайки;  ,
,  - нижние отклонения наружного и среднего диаметров резьбы гайки (табл. 8.3);
- нижние отклонения наружного и среднего диаметров резьбы гайки (табл. 8.3);  - среднее отклонение поля допуска
- среднее отклонение поля допуска  проходного калибра (табл. 8.4).
проходного калибра (табл. 8.4). ,
,  ,
,  ,
, 
 , мкм
, мкм
 внутренней резьбы (гайки)
внутренней резьбы (гайки) внутренней резьбы (гайки)
внутренней резьбы (гайки) , мин
, мин