
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Статические вольтамперные характеристики дуги. Дифференциальное сопротивление дугового промежутка.Стр 1 из 9Следующая ⇒
Статические вольтамперные характеристики дуги. Дифференциальное сопротивление дугового промежутка.
Внешние статические вольт-амперные характеристики источников питания. Дифференциальное сопротивление источника.
Особенности горения сварочной дуги переменного тока. Динамическая характеристика дуги. Дуга переменного тока в цепи с резистором. Способы уменьшения пауз в горении дуги. Критерии устойчивости горения дуги переменного тока Устойчивость горения дуги при сварке на переменном токе ниже, чем на постоянном. Действительно, при чистоте переменного напряжения сети 50 Гц сварочный ток 100 раз в секунду снижается до 0 и меняет направление на обратное, причём после каждого такого обрыва дуга должна возбуждаться снова. Таким образом при сварке на переменном токе источник должен обладать специфическим свойством-обеспечивать надёжность многократного повторного зажигания. Рис.3.1. Схема питания дуги перемен- ного тока в цепи с резистором Рассмотрим работу источника переменного тока - трансформатора с резистором в цепи дуги (рис 3.1). Трасформатор понижает сетевое напряжение до необходимого при сварке, резистор формирует падающую внешнюю характеристику и используется для настройки тока. Процес повторного зажигания дуги при переходе тока через ноль рассмотрим по осцилограммам. В конце придыдущего полупериода с момента t1 напряжение трасформатора становится недостаточным для питания дуги (u2 меньше Uд), в результате дуга угасает, а ток резко снижается. С момента угасания t1 температура межэлектронного промежутка Тэ падает (рис.3.2, б), а его сопротивление Rэ резко возрастает (рис.3.2, в). Динамическая вольт-амперная характеристика дуги uд=f(i2), отражающая связь мгновен-ных значений напряжения и тока при их быстром изменении, характерном для сварки на переменном токе с частотой 50 Гц, показана на рисунке 3.3. Её можно построить по данным осцилограммы рис. 3.2, а или получиить на осцилографе, подаввая на горизонтальную развёртку сигнал, пропорциональный току, а на вертикальную - напряжение дуги. 8. Критерии устойчивости горения дуги переменного тока. Источник питания дуги переменным током с катушкой индуктивности и емкостью в сварочном контуре. Условие устойчивого горения дуги. Критерии устойчивости дуги переменного тока. В качестве непосредственного критерия устойчивости можно принять частоту обрывов дуги. Поскольку устойчивость дуги переменного тока определяется надежностью повторного зажигания, то в качестве косвенных критериев обычно принимают напряжение U3, ток I3 и время t3 повторного зажигания. При испытании трансформатора для их определения записывают начальный участок осциллограмм тока и напряжения (рис. 4). Типичные характеристики повторного зажигания при сварке покрытыми стальными электродами следующие. Напряжение повторного зажигания U3 = 15-90 В, максимальный преддуговой ток I3 = 2-30 А, время зажигания t3 составляет от 0, 1 до 3 мс. Устойчивость повышается с увеличением преддугового тока 13 и снижением напряжения U3 и времени t3.
прямая полярность обратная полярность Все технологические приемы так или иначе направлены на снижение напряжения зажигания U3. С этой целью для замедления охлаждения межэлектродного промежутка увеличивают температуру и массу нагретых электродов, увеличивают ток, снижают теплопроводность электродов, ограничивают теплоотвод газовыми потоками. Для увеличения эмиссионной способности электродов рекомендуется использовать неплавящиеся электроды с высокой температурой нагрева (вольфрамовые и угольные). Для увеличения ионизации остаточной плазмы вводят легко ионизируемые вещества, содержащие К, Na, Ca, в состав покрытий и флюсов. Снижается напряжение зажигания и при уменьшении длины дуги. Из электротехнических приемов простейшим является увеличение напряжения трансформатора U2m (или его напряжения холостого хода Uх), хотя он связан с ухудшением безопасности труда. Устойчивость повышается и при увеличении частоты f переменного тока. Однако заметный эффект достигается лишь при увеличении частоты выше 300-500 Гц. Поскольку увеличение частоты связано с существенным усложнением конструкции источника, такой прием на практике применяется редко. Таким образом, самым эффективным приемом является включение в цепь дуги катушки индуктивности. Устойчивость дуги повышается при увеличении индуктивности L и снижении величины активного сопротивления R в цепи дуги, приводящих к увеличению угла сдвига φ фазы сварочного тока относительно напряжения трансформатора. Полезно также последовательное включение конденсатора или параллельное включение импульсного стабилизатора. ^ Скорость нарастания проводимости межэлектродного промежутка в преддуговом периоде
^ Скорость нарастания тока (di2/dt)3 в интервале повторного зажигания также принимают в качестве критерия устойчивости. Ее можно вычислить по осциллограммам (рис. 4): (di2/dt)3 = I3/t3. (4) Но более эффективно ее экспериментальное определение по осциллографической записи фазовой характеристики di2/dt = f(i2), которая получается, если подать на горизонтальный вход осциллографа сигнал тока i2 с шунта в сварочной цепи, а на вертикальный вход — сигналdi2 /dt cдифференцирующей RС-цепочки, подключенной к этому же шунту (рис. 5). Видно, что непосредственно перед переходом тока через нуль наблюдается пик скорости, соответствующий резкому спаду тока при угасании di2/dt)У, а после перехода — провал до значения, соответствующего скорости нарастания тока (di2/dt)3 в интервале повторного зажигания. Такой характер изменения тока при переходе через нуль отмечался ранее на осциллограммах (рис. 1 и рис. 4). Типичные значения скоростей 15-150 кА/с. Чем выше скорость (di2/dt)3, тем надежней повторное зажигание и выше устойчивость процесса сварки. Разработан ряд специфических приемов, направленных на увеличение этой скорости. С этой целью снижают вихревые токи в магнитопроводе и кожухе трансформатора, не допускают насыщения железа магнитопровода. Иногда в цепь дуги включают дроссель насыщения, увеличивающий эту скорость в 2-4 раза и ограничивающий амплитуду тока, так что кривая сварочного тока вместо синусоидальной приобретает форму трапецеидальных импульсов. Но самым эффективным приемом увеличения скорости является использование импульсного стабилизатора, подающего на дугу кратковременные импульсы тока после его перехода через нуль. Для сравнения трансформаторов различной мощности удобно характеризовать их не абсолютной, а относительной скоростью (di2/dt)3/(di2/dt)У, которую желательно приближать к 1. У большинства сварочных трансформаторов эта величина находится в интервале 0, 3-0, 8. Используется также комплексный критерий для оценки трансформаторов
трод ОЗС-4, 5 мм, 200 А, трансформатор ТДМ-401)
9. Классификация и технические характеристики источников питания.
10. Основные требования к источникам питания общепромышленного назначения. Влияние формы внешней характеристики источника на изменение тока при колебаниях длины дуги. Явление саморегулирования длины дуги.
Источник питания должен обеспечивать легкое и надежное возбуждение дуги, устойчивое ее горение в установившемся режиме, регулирование мощности (тока). Источник питания должен быть рассчитан на конкретные режимы работы, т. е. на определенную нагрузку и определенные условия эксплуатации (температуру, влажность, давление, пространственное положение сварного шва), при которых все его свойства проявляются оптимально. Для возбуждения дуги в атмосфере воздуха даже при небольшом расстоянии между электродом и свариваемым изделием, измеряемом несколькими миллиметрами, требуется очень высокое напряжение, порядка тысяч вольт. Если газы в дуговом промежутке частично ионизировать, то для возбуждения дуги требуется напряжение, близкое к напряжению стабильного горения дуги. При горении в атмосферных условиях это напряжение составляет 20—30 В. В момент возбуждения дуги кратковременным замыканием электрода на изделие или высокочастотным разрядом в дуговом промежутке появляются пары металла и ионизированный газ. При наличии напряжения, близкого к напряжению зажигания дуги, произойдет ее возбуждение (рис. 5.1). Время восстановления напряжения tВ от короткого замыкания UK до напряжения, равного напряжению возбуждения UЗ, должно быть минимальным, не более 0, 05 с. Надежное возбуждение дуги связано также с оптимальной скоростью нарастания тока короткого замыкания в начальный момент до пиковогоIпк , а затем до установившегося Iк значения. При больших скоростях нарастания тока короткого замыкания наблюдается взрывной характер оплавления электрода; при малых скоростях затрудняется образование ионизированного промежутка между электродом и свариваемым изделием.
Рис. 5.1. Характерные изменения напряжения и тока дуги при сварке плавящимся электродом (tк — время короткого замыкания; tв — время возбуждения; tг — время устойчивого горения дуги) Источник питания должен при определенных режимах работы должен удовлетворять двум группам требований: технологическим и технико-экономическим. ^ Технологические требования. Эти требования определяются техническими возможностями достижения технологических свойств, которые определяются, в свою очередь, статическими и динамическими свойствами источника питания и свойствами нелинейных участков — разрядного промежутка и ванны. Прежде всего источник должен легко настраиваться на требуемый режим сварки. Для этой цели в источниках необходимы регулирующие устройства, позволяющие получать семейство внешних вольт-амперных характеристик (рис 5.2). Для некоторых способов сварки большое значение имеет возможность дистанционной настройки режима работы источника. Совершенствование способов и технологии дуговой сварки предъявляет к источникам разнообразные и многочисленные требования. Например, источники питания для сварки вольфрамовым электродом целесообразно снабжать осцилляторами для зажигания дуги без применения короткого замыкания, устройствами для плавного регулируемого во времени нарастания тока при зажигании дуги и гашения ее при окончании автоматической сварки. При выборе внешней вольт-амперной характеристики источника прежде всего необходимо соблюдать условия устойчивого горения дуги. Однако даже при соблюдении этих условий стабильность горения дуги может быть повышена при выборе наиболее рациональной формы вольт-амперной характеристики источника, определяемой из рассмотрения конкретных условий ведения процесса сварки.
Рис. 5.2 - Граничные падающие внешние вольт-амперные характеристики источника питания дуги: При дуговой сварке покрытыми электродами и вольфрамовым электродом часто происходит изменение длины дуги. При ручной сварке эти изменения связаны с выполнением швов в труднодоступных местах и квалификацией сварщика. При сварке вольфрамовым электродом удлинение дуги возможно за счет его оплавления. Колебания длины дуги при названных способах сварки должны приводить к незначительным изменениям сварочного тока. В противном случае будет наблюдаться существенная разница в геометрических размерах сварочной ванны и шва. Сварку покрытыми электродами и вольфрамовым электродом выполняют на небольших плотностях тока. Статическая вольт-амперная характеристика дуги имеет падающую форму. Для горения дуги необходимы источники только с падающими вольт-амперными характеристиками. Наименьшее изменение тока обеспечивается при применении источников с крутопадающими вольтамперными характеристиками (рис. 5.3): DI1К< DI1П ; DI2К< DI2П, где DIК и DIП— изменение тока соответственно при крутопадающей и пологопадающей вольт-амперной характеристике источника.
В установившемся режиме (при lд = l) скорость подачи проволоки равна скорости ее плавления. При уменьшении длины дуги (lд = l2 и l2 < l)возрастает сварочный ток (Il2 > Il). Благодаря этому увеличивается скорость плавления электрода, и заданная длина дуги восстанавливается l2® l. При увеличении длины дуги (lд = l1 и l1 > l) будет наблюдаться обратный процесс. Произойдет уменьшение сварочного тока (Il1 < Il) и соответственно скорость плавления электрода. Длина дуги сократится l1 ® l. Саморегулирование дуги особенно эффективно при сварке на больших плотностях тока и протекает тем активнее, чем больше изменения тока при колебаниях длины дуги. При механизированной и автоматической сварке порошковой проволокой, а также в среде защитных газов под флюсом тонкой проволокой статическая характеристика дуги возрастающая. Для питания дуги принципиально пригодны источники с падающими П, жесткими Ж и возрастающими В вольтамперными характеристиками. Однако наибольшее изменение сварочного тока при колебаниях длины дуги, необходимое для активизации процесса саморегулирования, будет наблюдаться при выборе источника питания с возрастающими вольт-амперными характеристиками (рис. 5.5).
Рис. 5.5 – Влияние формы внешней характеристики источника на изменение тока при колебаниях длины дуги DI1В> DI1Ж> DI1П ; DI2В> DI2Ж> DI2П, На практике применяют главным образом источники питания с пологопадающими и жесткими вольтамперными характеристиками. Статические свойства источника отражены в его внешней статической характеристике и ее соответствии вольт-амперной характеристике дуги, так как способность энергетической системы источник — дуга — ванна поддерживать устойчивое горение дуги и заданный режим зависит от видов и взаимного расположения этих характеристик. О динамических свойствах источника можно судить по характеру и скорости протекания переходных процессов в системе источник—дуга — ванна, сопровождающихся резкими изменениями сварочного тока при ступенчатых изменениях проводимости разрядного промежутка, которые вызываются резкими переходами из одного установившегося режима в другой (например, при переходе от холостого хода к короткому замыканию при первоначальном возбуждении дуги). Кроме того, при сварке могут наблюдаться относительно небольшие колебания напряжения на дуге и тока дуги, вызываемые процессами в разрядном промежутке (изменением длины дуги, переносом капель расплавленного металла, перемещением активных пятен на поверхностях электрода и изделия, возникновением в столбе дуги потоков ионизированного газа, колебаниями напряжения сети, неравномерностью скорости подачи сварочной проволоки и т. д.). 11. Технико-экономические требования к источникам питания. КПД и коэффициент мощности. Потери энергии в источниках питания. Технико-экономические показатели. К этим показателям относятся коэффициент полезного действия (к.п.д.), коэффициент мощности (соs j), габаритные размеры, массы, показатели надежности, эргономические (размещение) и технологические показатели конструкции источников, соответствие правилам безопасности и т. п. Коэффициент полезного действия характеризует потери энергии в самом источнике hИ = NД 100/ NC, где NД – мощность дуги, NC – мощность, потребляемая из сети. Для различных источников питания дуги hИ находится в широких пределах и составляет 45 – 98%. ^ Коэффициент мощности и к.п.д. Большие индуктивные сопротивления обмоток трансформаторов с усиленными магнитными полями рассеяния приводят к большим индуктивным падениям напряжения, низкому коэффициенту мощности и большому потреблению реактивной мощности из сети. Практически при нагрузках, близких к номинальным, коэффициент мощности cos j1» 0, 5¸ 0, 55, а при холостом ходе cos j1» 0, 1¸ 0, 12. Для увеличения cos j1 и компенсации реактивной мощности параллельно первичной обмотке в некоторых типах трансформаторов включают емкости в виде конденсаторных батарей, обеспечивающих cos j1 ³ 0, 8. На рисунке 9 приведена зависимость cos j1 от коэффициента нагрузки b:
Выражение для к.п.д. (8) можно написать иначе если подставить вместо РД и Р1 их значения. Мощность сварочной дуги равна P2 = U2 I2 dД
12. Режимы работы источников питания. Основные характеристики режимов. Примеры источников питания, работающих в различных режимах. Режимы работы источников питания. Источник питания для дуговой сварки рассчитывается на определенную нагрузку, при которой он работает, не перегреваясь выше установленных норм, т. е. рассчитывается по нагреву на определенный режим работы, определяемый характером изменения нагрузки во времени P = f(t). Источник питания рассчитывается также на заданную величину напряжения, которая определяет класс применяемых изоляционных материалов. Q = T - T0 где Q—температура перегрева; Т — температура источника питания; Т0 — температура окружающей среды. После включения источника питания температура Т повышается и температура перегрева Q нарастает, пока не достигнет установившегося значения Qу, при котором повышение температуры Т прекращается. При изменениях нагрузки происходит изменение Т и Q.
Рис. 1.14. Характеристики продолжительного режима работы: а график изменения нагрузки источника питания во времени P = f(t); б —кривая нарастания температуры во времени T = f(t) для продолжительного режима работы. Уравнение кривой нагрева T=f(t) для продолжительного режима работы Величина подкасательной tНАГР называется постоянной времени нагрева. Она характеризует скорость возрастания во времени температур Qи Т данного источника. За время t, равное tНАГР, температура перегрева достигает 63% от QУ.
Рис. 1.15. Характеристики перемежающегося и повторно-кратковременного режима работы: а — график изменения нагрузки во времени при перемежающемся режиме; б—кривая нарастания температуры при перемежающемся режиме; в — график изменения нагрузки во времени при повторно-кратковременном режиме
Повторно-кратковременный режим отличается от перемежающегося тем, что источник питания, получающий энергию от силовой сети, во время пауз в работе отключается от сети (рис. 1.15, в) Повторно-кратковременный режим характеризуется продолжительностью включения:
Если величина ПН% (или ПВ%) отличается от номинальной приведенной в паспорте установки, то величину сварочного тока соответствующую другому значению ПН% (или ПВ%), можно найти, пользуясь формулой
Принцип работы выпрямителя с двухтактным транзисторным инвертором. Выпрямитель Invertec V3500-PRO (Lincoln Electric, США) Схема выпрямителя с двухтактным транзисторным инвертором (рис. 4.42) наиболее удобна для объяснения процесса инвертирования. Входной выпрямительный блок V1 преобразует переменное напряжение сети в постоянное, которое сглаживается с помощью низкочастотного фильтра L1, С1. Затем выпрямленное напряжение Uвс преобразуется в однофазное переменное U1 высокой частоты с помощью инвертора на двух транзисторах VT1 и VT2. Далее напряжение понижается трансформатором Т до U2, выпрямляется блоком вентилей V2, проходит через высокочастотный фильтр L2, С2 и подается на дугу в виде сглаженного напряжения Uв. Подробнее рассмотрим процесс инвертирования. При подаче сигнала на базу транзистора VT1 отпирается его коллекторная цепь, и по первичной обмотке трансформатора Т в интервале времени t1 протекает ток в направлении, показанном тонкой линией. При снятии сигнала с базы этот ток прекращается. С некоторой задержкой отпирается транзистор VT2, при этом в интервале времени t2 ток по трансформатору идет уже в другом направлении, показанном пунктиром. Таким образом, по первичной обмотке трансформатора идет переменный ток. Длительность его периода Т и частота переменного тока f = 1/Т зависят от частоты запуска транзисторов, определяемой системой управления. Обычно частота устанавливается на уровне 1-100 кГц. Поскольку эта частота не зависит от частоты сети, такой инвертор называют автономным. Иногда инвертор конструктивно объединяют с трансформатором Т, выпрямительным блоком V2 и фильтром L2—C2. Такое устройство называют конвертором, у него на выходе, как и на входе, постоянное напряжение, но меньшей величины.
Если на входе инвертора установлен мощный накопительный конденсатор С1, то напряжение инвертора U1 имеет прямоугольную форму, как показано на рис. 4.42, б. Такую конструкцию называют автономным инвертором напряжения (АИН). Напротив, если на входе инвертора установить мощный дроссель L1, а обмотку трансформатора Т шунтировать конденсатором, то сглажен будет уже входной ток. Такой преобразователь называется инвертором тока (АИТ). Наконец, возможна конструкция, в которой благодаря наличию последовательно соединенных индуктивности и емкости образуется колебательный контур с синусоидальным током, она названа резонансным инвертором (АИР). Инвертор — это устройство, преобразующее постоянное напряжение в высокочастотное переменное. Конвертор — устройство для понижения или увеличения постоянного напряжения, иногда с промежуточным высокочастотным звеном. С появлением инверторных источников более простые неинверторные стали называть конвенциональными, т. е. традиционными. Регулирование режима сварки осуществляется несколькими способами. Например, если входной выпрямительный блок выполнить тиристорным, то при увеличении напряжения Uвс увеличивается и амплитуда высокочастотного напряжения U2 и среднее значение Uв выпрямленного напряжения (рис. 4.43, а): Uвс ↑ => U1 ↑ => U2 ↑ => Uв ↑ Возможно также регулирование изменением частоты импульсов (рис. 4.43, б): F ↑ => T ↓ => Uв ↑ Но наибольшее распространение получил способ широтно-импульсного регулирования (рис. 4.43, в): T ↑ => Uв ↑, Поскольку при постоянной частоте облегчается выбор параметров выходного фильтра, а также снижается спектр электромагнитных помех, которые легче устранить входным фильтром.
В выпрямителе с инвертором используется амплитудное, частотное и широтное регулирование режима. Естественные внешние характеристики выпрямителя зависят от конструкции инвертора и трансформатора. Искусственные характеристики формируются с помощью обратных связей по току и напряжению. Сварочные свойства выпрямителей с инвертором, как правило, лучше, чем у конвенциональных источников, и объясняется это высоким быстродействием инвертора. Если у неинверторного однофазного выпрямителя длительность переходного процесса составляет не менее полупериода стандартного переменного тока, т. е. около 0, 01 с, то у выпрямителя с инвертором быстродействие характеризуется значениями 0, 0005 с и меньше. При механизированной сварке в углекислом газе такой выпрямитель способен обеспечить сложный алгоритм изменения тока с целью управления переносом электродного металла при длительности отдельных этапов цикла около 1 мс. Высокие динамические свойства выпрямителя с инвертором проявляются и в случае программного управления процессом ручной дуговой сварки, например по циклограмме. В этом случае легко обеспечивается горячий пуск в начале сварки, быстрый переход от одного из заранее настроенных режимов к другому при попеременной сварке то нижних, то вертикальных швов, сварка пульсирующей дугой с регулируемой формой импульса и т. д. Достоинства и недостатки выпрямителя с инвертором тесно связаны друг с другом. Здесь энергия претерпевает по крайней мере четыре ступени преобразования. Тем не менее, такой выпрямитель экономичен и весьма перспективен. Дело в том, что сердечник высокочастотного трансформатора имеет очень малые сечение и массу. Обычно сердечник весит в десятки раз меньше, чем сердечник трансформатора на 50 Гц. В целом выпрямитель также имеет замечательные массо-энергетические характеристики: 0, 02-0, 1 кг на 1 А сварочного тока и 1-4 кг на 1 кВт потребляемой мощности, т. е. весит в 5-15 раз меньше других выпрямителей. И все же выпрямитель с инвертором дороже конвенциональных источников, поэтому его рекомендуют использовать в тех случаях, где имеют значение малые масса и габариты — при сварке на монтаже, в быту, на ремонтных работах. В эксплуатации такой источник чрезвычайно экономичен. Его коэффициент мощности близок к 1, КПД не ниже 0, 7, а иногда достигает 0, 9.
30. Принцип работы двухтактного мостового и полумостового инверторного преобразователя.
31. Принцип работы транзисторного резонансного двухтактного мостового инверторного преобразователя
32. Сварочные полуавтоматы для механизированной дуговой сварки плавящимся электродом. Классификация, общая компоновка и требования к оборудованию. |
Последнее изменение этой страницы: 2017-04-12; Просмотров: 1346; Нарушение авторского права страницы


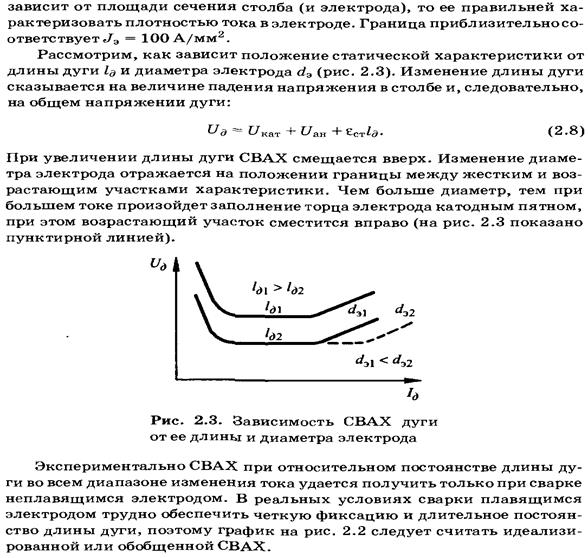









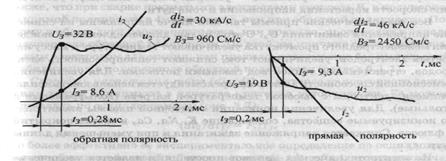

 Рис. 5. Фазовая характеристика di2/dt = f(i2) (элек
Рис. 5. Фазовая характеристика di2/dt = f(i2) (элек




















 I2H=500А (6)
I2H=500А (6) (7)
(7) S1=U1I1 (8)
S1=U1I1 (8)
 (11)
(11)















