|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Трансформатор с подвижными обмотками. Конструкция, принцип работы, внешние и регулировочные характеристики.
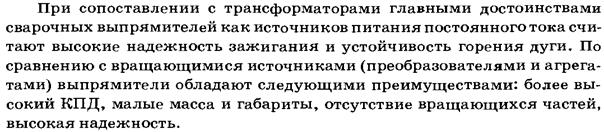
19. Классификация, достоинства и область применения сварочных выпрямителей с различными внешними характеристиками
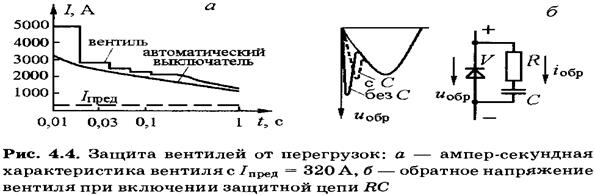
Управляемые и неуправляемые полупроводниковые вентили, используемые в сварочных выпрямителях. Принцип работы, динамические характеристики. Условия работы вентилей в сварочных выпрямителях.
21. Схемы выпрямления на неуправляемых вентилях, используемые в сварочных выпрямителях. Принцип работы. Циклограммы напряжений и токов.
22. Тиристорные сварочные выпрямители. Система импульсно-фазового управления. Основные требования к СИФУ. Тиристорный сварочный выпрямитель как замкнутая система автоматического регулирования.
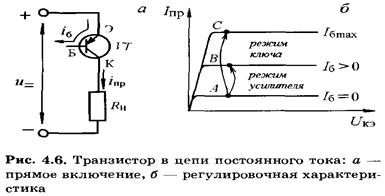
23.Транзистор в цепи постоянного тока. Выпрямитель с транзисторным регулятором. Функциональная схема сварочных выпрямителей с транзисторными регуляторами тока типа АП приведена на рис. 19.19. Отличительной особенностью схемы, по сравнению с ранее рассмотренными, является наличие в ней блока транзисторов БТ, выполняющего функции регулятора тока. Ток дуги регулируется плавно при изменении тока общей базы включенных параллельно транзисторов. Блок БТ позволяет также осуществлять высокую стабилизацию выходных параметров источника. Все основные связи замыкаются на ток базычерез блок управления БУ.
Рис.19.19. Функциональная схема выпрямителей с транзисторными регуляторами тока На рис. 19.20, а приведена принципиальная электрическая схема выпрямителя типа АП.
Рис. 19.20. Выпрямители типа АП: а — принципиальная электрическая схема; б — вольт-амперные характеристики Выпрямительный блок питается оттрехфазного трансформатора с увеличенным магнитным рассеянием. В цепь выпрямленного тока последовательно дуге включен блок транзисторов БТ. Крутопадающая вольт-амперная характеристика формируется трансформатором и транзисторным блоком (рис. 19.20, б). Изменяя ток базы в транзисторном блоке Iб, можно в широких пределах изменять коллекторный ток. Это легко осуществляется применением дополнительного выпрямителя и активного сопротивления R в цепи базы. Сила тока дуги Iд = Iк = β Iб + Iн где β — коэффициент усиления транзистора по току; Iн — неуправляемый ток триода. Пренебрегая значением Iн, получим Iд = β Iб. Из приведенных уравнений следует, что ток дуги зависит только от тока управления Iб. Изменяя ток базы, можно настраивать источник на требуемый режим сварки. Введение дополнительной обмотки связи по напряжению позволяет получать вольт-амперную характеристику с различным значением dUи/dI в рабочей точке. Транзисторный блок в сварочной цепи обычно используют и для других целей: ведения процесса в импульсном режиме путем включения прерывателя П, плавного гашения дуги п др. 24. Инверторные источники питания. Назначение, конструкция, функциональная схема. Сварочные свойства выпрямителей с инвертором. Достоинства и недостатки по сравнению с традиционными источниками питания
25. Регулирование режима сварки в выпрямителе с инвертором. Осциллограммы напряжений. Внешние характеристики. Настройка внешних характеристик для различных способов дуговой сварки
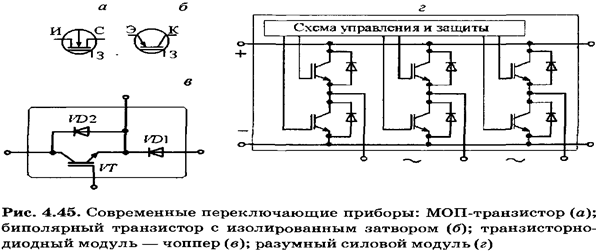
Элементная база выпрямителей с инвертором. Современные переключающие приборы.
27. Принцип работы однотактного инверторного преобразователя с прямым включением диода. Выпрямитель Caddy Arc 150 (Esab, Швеция).
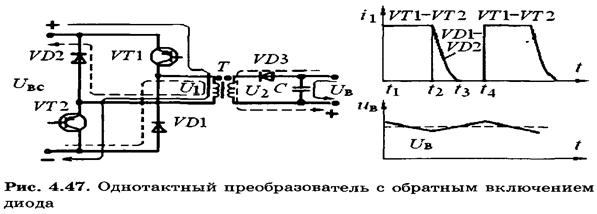
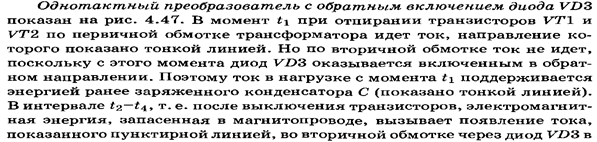
28. Принцип работы однотактного инверторного преобразователя с обратным включением диода.
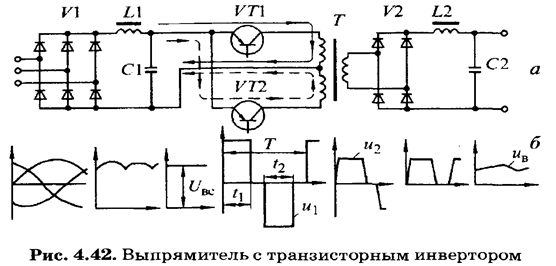
Принцип работы выпрямителя с двухтактным транзисторным инвертором. Выпрямитель Invertec V3500-PRO (Lincoln Electric, США) Схема выпрямителя с двухтактным транзисторным инвертором (рис. 4.42) наиболее удобна для объяснения процесса инвертирования. Входной выпрямительный блок V1 преобразует переменное напряжение сети в постоянное, которое сглаживается с помощью низкочастотного фильтра L1, С1. Затем выпрямленное напряжение Uвс преобразуется в однофазное переменное U1 высокой частоты с помощью инвертора на двух транзисторах VT1 и VT2. Далее напряжение понижается трансформатором Т до U2, выпрямляется блоком вентилей V2, проходит через высокочастотный фильтр L2, С2 и подается на дугу в виде сглаженного напряжения Uв. Подробнее рассмотрим процесс инвертирования. При подаче сигнала на базу транзистора VT1 отпирается его коллекторная цепь, и по первичной обмотке трансформатора Т в интервале времени t1 протекает ток в направлении, показанном тонкой линией. При снятии сигнала с базы этот ток прекращается. С некоторой задержкой отпирается транзистор VT2, при этом в интервале времени t2 ток по трансформатору идет уже в другом направлении, показанном пунктиром. Таким образом, по первичной обмотке трансформатора идет переменный ток. Длительность его периода Т и частота переменного тока f = 1/Т зависят от частоты запуска транзисторов, определяемой системой управления. Обычно частота устанавливается на уровне 1-100 кГц. Поскольку эта частота не зависит от частоты сети, такой инвертор называют автономным. Иногда инвертор конструктивно объединяют с трансформатором Т, выпрямительным блоком V2 и фильтром L2—C2. Такое устройство называют конвертором, у него на выходе, как и на входе, постоянное напряжение, но меньшей величины.
Если на входе инвертора установлен мощный накопительный конденсатор С1, то напряжение инвертора U1 имеет прямоугольную форму, как показано на рис. 4.42, б. Такую конструкцию называют автономным инвертором напряжения (АИН). Напротив, если на входе инвертора установить мощный дроссель L1, а обмотку трансформатора Т шунтировать конденсатором, то сглажен будет уже входной ток. Такой преобразователь называется инвертором тока (АИТ). Наконец, возможна конструкция, в которой благодаря наличию последовательно соединенных индуктивности и емкости образуется колебательный контур с синусоидальным током, она названа резонансным инвертором (АИР). Инвертор — это устройство, преобразующее постоянное напряжение в высокочастотное переменное. Конвертор — устройство для понижения или увеличения постоянного напряжения, иногда с промежуточным высокочастотным звеном. С появлением инверторных источников более простые неинверторные стали называть конвенциональными, т. е. традиционными. Регулирование режима сварки осуществляется несколькими способами. Например, если входной выпрямительный блок выполнить тиристорным, то при увеличении напряжения Uвс увеличивается и амплитуда высокочастотного напряжения U2 и среднее значение Uв выпрямленного напряжения (рис. 4.43, а): Uвс ↑ => U1 ↑ => U2 ↑ => Uв ↑ Возможно также регулирование изменением частоты импульсов (рис. 4.43, б): F ↑ => T ↓ => Uв ↑ Но наибольшее распространение получил способ широтно-импульсного регулирования (рис. 4.43, в): T ↑ => Uв ↑, Поскольку при постоянной частоте облегчается выбор параметров выходного фильтра, а также снижается спектр электромагнитных помех, которые легче устранить входным фильтром.
В выпрямителе с инвертором используется амплитудное, частотное и широтное регулирование режима. Естественные внешние характеристики выпрямителя зависят от конструкции инвертора и трансформатора. Искусственные характеристики формируются с помощью обратных связей по току и напряжению. Сварочные свойства выпрямителей с инвертором, как правило, лучше, чем у конвенциональных источников, и объясняется это высоким быстродействием инвертора. Если у неинверторного однофазного выпрямителя длительность переходного процесса составляет не менее полупериода стандартного переменного тока, т. е. около 0, 01 с, то у выпрямителя с инвертором быстродействие характеризуется значениями 0, 0005 с и меньше. При механизированной сварке в углекислом газе такой выпрямитель способен обеспечить сложный алгоритм изменения тока с целью управления переносом электродного металла при длительности отдельных этапов цикла около 1 мс. Высокие динамические свойства выпрямителя с инвертором проявляются и в случае программного управления процессом ручной дуговой сварки, например по циклограмме. В этом случае легко обеспечивается горячий пуск в начале сварки, быстрый переход от одного из заранее настроенных режимов к другому при попеременной сварке то нижних, то вертикальных швов, сварка пульсирующей дугой с регулируемой формой импульса и т. д. Достоинства и недостатки выпрямителя с инвертором тесно связаны друг с другом. Здесь энергия претерпевает по крайней мере четыре ступени преобразования. Тем не менее, такой выпрямитель экономичен и весьма перспективен. Дело в том, что сердечник высокочастотного трансформатора имеет очень малые сечение и массу. Обычно сердечник весит в десятки раз меньше, чем сердечник трансформатора на 50 Гц. В целом выпрямитель также имеет замечательные массо-энергетические характеристики: 0, 02-0, 1 кг на 1 А сварочного тока и 1-4 кг на 1 кВт потребляемой мощности, т. е. весит в 5-15 раз меньше других выпрямителей. И все же выпрямитель с инвертором дороже конвенциональных источников, поэтому его рекомендуют использовать в тех случаях, где имеют значение малые масса и габариты — при сварке на монтаже, в быту, на ремонтных работах. В эксплуатации такой источник чрезвычайно экономичен. Его коэффициент мощности близок к 1, КПД не ниже 0, 7, а иногда достигает 0, 9.
30. Принцип работы двухтактного мостового и полумостового инверторного преобразователя.
31. Принцип работы транзисторного резонансного двухтактного мостового инверторного преобразователя
32. Сварочные полуавтоматы для механизированной дуговой сварки плавящимся электродом. Классификация, общая компоновка и требования к оборудованию. Более 75 % всей доли сварных изделий осуществляется механизированной сваркой. Широкое применение этого вида сварки объясняется высокой маневренностью полуавтоматов, так как применяя сварочную горелку, можно проводить сварку в труднодоступных местах, где нельзя применить сварочный автомат. Механизированная сварка широко применяется на конвейерных линиях в машиностроении, для предварительной сварки и в монтаже на стапелях в судостроении, а также в других областях промышленности и строительства. Полуавтоматы для дуговой сварки плавящимся электродом на постоянном токе выпускают и классифицируют по следующим признакам в соответствии со стандартом: по способу защиты сварочной дуги: для сварки в защитных газах, под флюсом, без внешней защиты или универсальные; типу применяемой электродной проволоки: для сварки стальной (жесткой) проволокой, проволокой из алюминиевых сплавов (мягкой), порошковой проволокой или стальной и порошковой проволоками; способу регулирования скорости подачи электродной проволоки: с плавным, ступенчатым, комбинированным регулированием; компоновке: однокорпусные, с выносным подающим механизмом; транспортабельности: стационарные, с транспортируемым во время работы подающим механизмом; способу транспортирования подающего механизма: передвижные, переносные (чемоданного или ранцевого типа), ручные, у которых катушка или шпуля на держателе горелки; способу подачи электродной проволоки: толкающего, тянущего, универсального; размещению аппаратуры управления: с аппаратурой управления, встроенной в источник питания или в специальный шкаф; типу электропитания: с питанием от сети переменного тока частотой 50 Гц, напряжением 220/380 В или от источника питания дуги; по способу охлаждения горелки: с естественным и принудительным охлаждением. Срок службы сварочных полуавтоматов принят 5 лет со сменой сварочной горелки через каждые полгода. В полуавтоматах механизирована только подача электродной проволоки, которая поступает в сварочную горелку автоматически по пустотелому шлангу, поэтому полуавтоматы называют шланговыми. В современных шланговых полуавтоматах применяют унифицированные узлы. На рис. 94, а показаны унифицированные узлы, применяемые в полуавтоматах на сварочные токи до 315 А, а на рис. 94, б на сварочные токи до 500 А; сварочные горелки различных типов 1—4> подающий механизм 5 или чемодан (ранец) с подающим механизмом /5, асинхронные электродвигатели 6> электродвигатели постоянного тока 7, кронштейн 8 с катушкой для электродной проволоки, тележка 9 с катушкой для электродной проволоки, блок управления 11 с регулируемым электродвигателем, источники питания 10, 13, 14 сварочной дуги различного типа. Основные параметры и присоединительные размеры унифицированных узлов стандартизованы. Такой подход к разработке полуавтоматов снижает затраты на их проектирование и изготовление, а также позволяет получить полуавтоматы с заданными параметрами, отвечающие определенному технологическому назначению. Полуавтомат, показанный на рис. 95, применяют в основном (76, 5 %) для сварки в среде защитного газа. Он включает сменную газовую горелку /, шланг 2 для подачи электродной проволоки, подающий механизм 3 для электродной проволоки, кассету 4 для хранения электродной проволоки, блок управления 5, газовый шланг 5, источник питания 7, газовую аппаратуру 8, провода 9 цепи управления, сварочный кабель 10. Отечественная промышленность выпускает также универсальные сварочные полуавтоматы, предназначенные для ручной дуговой сварки под флюсом и в среде защитного газа. В зависимости от назначения полу автоматы различаются наличием или отсутствием газовой или флюсовой аппаратуры.
Для полуавтоматической сварки металлической проволокой в среде защитных газов (метод MIG/MAG) — сварочные полуавтоматы, состоящие из источника питания (встроенного или автономного), блока управления, подающего механизма и специальной сварочной горелки. Особенностью полуавтоматической сварки является постоянная, независимая от сварщика скорость подачи сварочной проволоки. Для обеспечения устойчивого процесса сварки необходимо обеспечить постоянство длины дуги. В противном случае возможен обрыв дуги или короткое замыкание проволоки на изделие. Для обеспечения постоянства длины дуги необходимо, чтобы в процессе сварки соблюдалось соотношение: Vпод = Vпл Характеристика источника питания должна быть такой, чтобы при случайном нарушении этого соотношения она позволяла вернуться к его соблюдению в максимально короткие сроки. Рассмотрим, что происходит при механизированной сварке при неожиданном увеличении или уменьшении длины дуги. На рис.1 изображена возрастающая характеристика дуги при различной ее длине l, l1, l2, а также жесткая характеристика источника питания. При увеличении длины дуги рабочая точка О перемещается в O1 и сила тока уменьшается — I1. После уменьшения силы тока снижается количество теплоты, выделяемой в дуге, и скорость плавления проволоки уменьшается. В этот период времени скорость подачи проволоки становится больше скорости плавления: Vпод> Vпл. Конец проволоки приближается к изделию, и длина дуги самостоятельно восстанавливается. Этот процесс называется саморегулированием длины дуги. Рис. 1 Зависимость изменения тока от колебания длины сварочной дуги
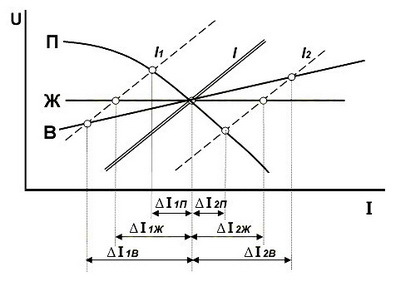
Процесс сварки будет стабильным, если реакция по изменению скорости плавления проволоки после изменения длины дуги будет быстрой. В этом случае говорят, что процесс саморегулирования проходит активно. Рассмотрим, как влияет на активность саморегулирования вид внешней характеристики источника питания. На рис.2 приведены три различные характеристики источников питания: пологопадающая (П), жесткая (Ж), возрастающая (В). Рис.2 Влияние формы внешней характеристики источника
Наиболее резкие колебания силы тока, обеспечивающие активное саморегулирование, будут при возрастающей характеристике источника питания, при жесткой характеристике саморегулирование происходит менее активно, еще менее активно оно будет происходить при пологопадающей характеристике. Поэтому если проволока при сварке подается относительно медленно, возможно использование пологопадающих или жестких характеристик. Это обычно бывает при сварке под флюсом, когда диаметры проволок достаточно большие и скорости их подачи относительно невелики и колеблются в пределах 50-200 м/ч. При сварке в углекислом газе диаметры проволок ниже, поэтому для обеспечения высокой производительности их скорости подачи выше — до 400 м/ч. В этом случае обязательно применение жестких характеристик. При сварке на форсированных режимах при очень высоких скоростях подачи проволоки возможно применение источников питания с возрастающими характеристиками. Источники питания с крутопадающими характеристиками, предназначенные для ручной полуавтоматической и автоматической сварки, применяться не могут, так как не обеспечивают саморегулирования длины дуги и стабильность процесса сварки. Кроме принципа саморегулирования в некоторых сварочных аппаратах используется принцип автоматического регулирования длины дуги. Он заключается в том, что в процессе сварки скорость подачи проволоки не постоянна, а изменяется в зависимости от длины дуги, а следовательно, и напряжения на ней. Управление скоростью подачи проволоки осуществляется за счет обратной связи между дугой и двигателем подающего механизма. 34.Составные части оборудования для механизированной сварки в защитном газе. Механизм подачи электродной проволоки. Разновидности сварочных горелок. Газовая аппаратура. Подающие механизмы служат для подачи сварочной проволоки в сварочную горелку. В подающем механизме находятся кассета со сварочной проволокой (может размещаться снаружи или внутри корпуса), электродвигатель подачи проволоки, размоточное устройство, механизм правки и подачи проволоки, электромагнитный газовый клапан. На лицевой панели подающего механизма размещаются регуляторы управления полуавтоматом — сварочным током, скоростью подачи проволоки (напряжения дуги), давлением и расходом защитного газа. Электродная проволока перемещается от полуавтомата через гибкий шланг к сварочной горелке с помощью подающего механизма. Рис. 1 Подающий механизм (блок)
|
Последнее изменение этой страницы: 2017-04-12; Просмотров: 1141; Нарушение авторского права страницы