
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Технические характеристики агрегатного автомата АА-2
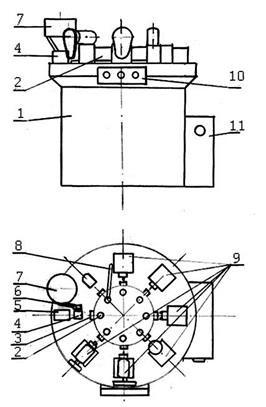
В условиях крупносерийного и массового производства типичным является применение автоматов, имеющих высокую производительность. Агрегатный автомат АА-2 предназначен для обработки с одной установки деталей (в цанговом зажиме или специальном приспособлении), требующих ряда последовательных технологических операций: точения, сверления, фрезерования, развертывания и др. Автомат имеет восемь технологических позиций (рис.1.). Обработка производится на шести позициях. Первая и восьмая позиции используются соответственно для загрузки автомата заготовками и съема готовых деталей. Для загрузки может использоваться автоматический бункер или магазин. В зависимости от технологического процесса на автомате могут быть установлены в определенной последовательности сверлильные, протяжные, фрезерные, расточные и другие головки. Данный автомат настроен на выполнение сверлильных, фрезерных и других «доработочных» операций изготовления гнезд и штырей (рис.2.) штепсельных разъемов из заготовок, полученных на токарно-револьверном автомате. Автомат поставляется со специальными наладками по требованию заказчика.
Рис. 1 Общий вид агрегатного Автомата АА-2 1 – станина; 2 – револьверный барабан; 3 – цанговый зажим; 4 – приемная призма; 5 – головка загрузочная; 6 – магазин; 7 - бункер; 8 – рычаг; 9 – инструментальные головки; 10 – пульт управления; электрошкаф
Обрабатываемые изделия Наибольший диаметр изделия для закрепления в цанге, мм. 4 Наибольшая длина обрабатываемого изделия, мм 50 Наибольший диаметр сверления, мм. 3 Наибольшая глубина сверления, мм. 20 Наибольшая длина фрезерования, мм. 20 Сверлильная головка Электродвигатель трехфазного тока АОЛ-12/Щ-2 Мощность электродвигателя, вт. 76 Число оборотов, в мин. 3000 Число оборотов шпинделя в мин. 7500 Наибольшее осевое перемещение шпинделя, мм. 30 Вертикальная фрезерная головка Электродвигатель трехфазного тока АОЛ-0, 11 Мощность электродвигателя, вт. 80 Число оборотов, в мин. 3000 Число оборотов шпинделя, в мин. 2760 Наибольшее осевое перемещение шпинделя (от руки), мм. 25 Наибольшее перемещение шпиндельной бабки вдоль оси цанги Изделия, мм. 25 Наибольшее перемещение шпиндельной бабки перпендикулярно оси цанги изделия, мм. 6 Наибольший диаметр оправки фрезы, мм. 6 Наибольший диаметр фрезы, мм. 40 Отношение перемещения пиноли к соответствующему ходу толкателя 2, 08 Протяжная головка Наибольшая длина протяжки, мм. 40 Наибольшее усилие протягивания, кг. 30 Механика автомата и системы управления Электродвигатель трехфазного тока АОЛ 31-4 Мощность электродвигателя, квт. 0, 6 Число оборотов электродвигателя, в мин. 1410 Количество скоростей распределительного вала 3 Пределы чисел оборотов распределительного вала, в мин. 13, 8; 18, 8; 25, 5 Число оборотов распределительного вала при наладке, в мин. 2, 42 Количество толкателей на рабочей позиции 3 Наибольший ход толкателя, мм. 20 Габариты автомата (длина х ширина х высота), мм. 1150х1050х1500 Вес, кг. 1100 Описание автомата Автомат АА-2 (рис. 1) восьмипозиционный, агрегатный, карусельного типа с вертикальным расположением оси револьверного барабана. Барабан имеет восемь гнезд с цанговыми зажимами (рис. 3). Вокруг барабана на столе станины расположены рабочие позиции. На первой позиции установлена загрузочная головка (рис.4) и бункер (рис. 1 поз. 7) с магазином (6). Поштучная выдача заготовок из магазина осуществляется с помощью отсекателя
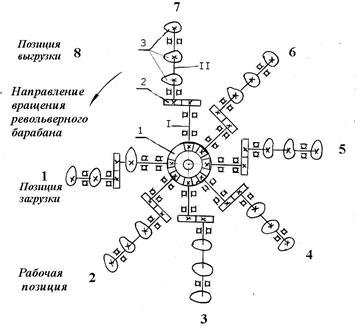
На последующих шести позициях в соответствии с технологическим процессом обработки изделия устанавливаются инструментальные (силовые) головки (рис.1. поз.9). Автомат имеет три типа инструментальных головок: сверлильные, фрезерную и протяжную (рис.5). Сверлильные и фрезерная головки имеют индивидуальные электродвигатели. Например, в соответствии с технологическим процессом изготовления гнезда или штыря штекерного разъема (рис. 2) на столе автомата установлены: - на второй позиции – сверлильная головка для центровки;
- на третьей позиции – сверлильная головка для сверления глухого отверстия; - на четвертой позиции – фрезерная головка для обработки конца заготовки; - на пятой позиции – протяжная головка для снятия лыски; - на шестой позиции – головка для контроля наличия глухого отверстия; - на седьмой позиции – сверлильная головка для развертывания глухого отверстия. Восьмая позиция станка является разгрузочной. Здесь установлена разгрузочная головка в виде рычага (рис.1 поз.8), с помощью которого воздействуя на шаровую опору (рис.3 поз.5) цангового зажима револьверного барабана освобождают деталь, и приемник готовых деталей в виде трубчатого лотка и емкости. Для прерывистого вращения револьверного барабана используется механизм прерывистого движения – мальтийский крест. В нижней части станины установлены: электродвигатель и редуктор привода, а также насос с баком СОЖ. Охлаждающая жидкость подведена к каждой рабочей позиции. Система смазки централизованная и местная. Электрооборудование станка расположено в шкафу (рис.1. поз. 11). Пульт управления станком расположен в верхней части станины (10). В режиме наладки для медленного вращения кулачково-распределительной системы используется специальный электродвигатель (АОЛ-11/4, N=0.12 квт., n=1400об\мин.). Для управления им на внешней окружности стола установлены три пары кнопок. Работа автомата Последовательность операций в общем цикле работы автомата следующая: 1. На первой рабочей позиции: - подача заготовок, например, из вибробункера с одновременной ориентацией деталей по лотку в магазин; - отсечка одной заготовки из магазина с помощью отсекателя и подача ее на приемную призму (рис.1. поз.4); - подача заготовки с приемной призмы загрузочной головкой в цангу револьверного барабана; - зажим заготовки цангой. 2. Поворот револьверного барабана с заготовкой на вторую рабочую позицию. 3. На второй рабочей позиции обработка заготовки (например, центровка и калибровка внешнего диаметра заготовки). Заготовки переместившиеся на другие рабочие позиции (3-7) подвергаются обработке и контролю согласно техпроцесса. 4. Поворот револьверного барабана на восьмую рабочую позицию. 5. На восьмой разгрузочной позиции разжим цанги и выталкивание обработанной детали в приемник готовой продукции. Операция обработки заготовки на рабочей позиции в общем виде состоит из следующих элементов: - быстрый подвод инструмента к заготовке, - рабочая подача инструмента, - быстрый отвод инструмента в исходное состояние. Все элементы операции обработки заданы в форме кулачка. Кинематика автомата Кинематическая схема автомата АА-2 представлена на рис.6. Тихоходный вал редуктора через шлицевое соединение связан с водилом 3 мальтийского механизма 4. От мальтийского креста прерывистое вращение передается револьверному барабану через пару конических зубчатых колес 5 с передаточным отношением i=2 и шлицевое соединение 6. Кроме того, на тихоходном валу (V) редуктора насажены кулачек 7, управляющий зажимом цанг, и коническая шестерня 8 привода кулачково-распределительной системы. Кулачково-распределительная система (рис.7) имеет семь ветвей. Каждая ветвь состоит из промежуточного вала (I), связанного с центральным коническим зубчатым колесом 1 и блока кулачков 3 на валу (II). Движение от промежуточного вала к блоку кулачков передается с помощью пары цилиндрических зубчатых колес 2.
Уравнение кинематической цепи, связывающее вал (рис.6. Х), на котором находится блок кулачков, с валом электродвигателя (I )
Вал (Х) делает один оборот за время работы инструментальных головок. Это время называется циклом и обозначается буквой
Время цикла определяется временем самой длительной операцией, выполняемой на агрегатном автомате. Время цикла устанавливается согласно карте наладки автомата (технологического процесса) за счет изменения передаточного отношения клиноременной передачи (А, В). Блоки кулачков являются сменными и могут состоять из одного, двух или трех кулачков. Кулачковые блоки расположены напротив рабочих позиций автомата, под ними. Движение от кулачков (рис.6. поз.9) к механизмам подач инструментальных головок передается с помощью прямых толкателей (10), установленных в отверстия стола станка. Например, в механизме подачи, (рис.3) движение от толкателя 1 передается к толкателю 5 с помощью зубчатого зацепления сектора 2 с колесом 4 и реечного зацепления колеса 4 с толкателем детали 5. Возврат толкателя в исходное положение осуществляется с помощью возвратной пружины 6. В инструментальных головках с индивидуальными электродвигателями соединение валов электродвигателей со шпинделем прямое – через упругие муфты и посредством клиноременной передачи. Разгрузка детали на восьмой позиции происходит за счет передачи движения от толкателя седьмой рабочей позиции через рычаг, шаровую опору цангового зажима (рис. 3 поз.5) на толкатель 4, который перемещаясь вниз раскрывает цангу 1 за счет перемещения ее в право под действием пружины 3. Компоновка автомата обеспечивает легкую и быструю установку сменных элементов, а также сборку и разборку автомата. Возможности автомата, как агрегатного станка, могут быть значительно расширены при оснащении его специальными инструментальными головками и загрузочными устройствами.
Наладка автомата
Наладка автомата на обрабатываемое изделие осуществляется в соответствии с заданным технологическим процессом. Составление документации на наладку рекомендуется производить в следующей последовательности: 8. Анализ технологического процесса изготовления детали с целью определения оптимальной концентрации операций обработки на агрегатном станке. 9. Составление схемы расположения инструментальных головок на столе автомата. 10. Разработка операционных карт наладки. 11. Выбор цикла работы автомата и составление циклограммы. 12. Проектирование режущего инструмента, зажимных цанг, кулачков, толкателей, загрузочного устройства и т.п. Наладка автомата включает в себя установку: - инструментальных головок на столе автомата в технологической последовательности; - кулачков, спроектированных для каждой операции; - толкателей; - зажимных цанг револьверного барабана; - режущего инструмента с заданным расположением относительно торца цанги и ее оси; - частоты вращения распределительного вала путем переброски клинового ремня на шкивах привода; - загрузочного устройства (бункера); - режима работы загрузочного устройства (производительность загрузочного устройства должна быть не меньше производительности автомата); Комплектация необходимыми сменными узлами, деталями, приспособлениями и инструментом осуществляется по картам наладки. Инструментальные головки устанавливаются на столе станка по схеме установки головок в соответствии с размерами (от оси револьверного блока до торца шпинделя головки), указанными в картах наладки. Установка головок производится без выверки. Установочными элементами являются направляющие шпонки и средний Т-образный паз. Инструментальные головки являются взаимозаменяемыми и могут быть установлены на любой из рабочих позиций стола станка. Загрузочное устройство (бункер) устанавливается на столе так, чтобы выход деталей (заготовок) осуществлялся на приемную призму. Установка приемной призмы производится по карте наладки, в которой указано ее положение относительно элементов револьверного барабана. Установка сменных кулачков на валах кулачковых блоков производится согласно циклограммы и карт наладок. При этом, водило мальтийского креста устанавливается под углом 45 к вертикали в положение, соответствующее началу поворота креста и кулачков. Кулачки закрепляются на валу с обеспечением совмещения риски на кулачке и линии центров кулачка с осью толкателя. При установке толкателей, пробки, закрывающие отверстия гнезд в столе станка, заменяются втулками. При установке инструмента руководствоваться размерами, указанными в картах наладки. В целях сокращения времени целесообразно установку инструмента производить при помощи шаблонов. Точная настройка положения инструмента производится при помощи регулировочного винта на зубчатом секторе подачи (рис.4. поз.3) инструментальной головки При наладке используется замедленный, наладочный режим работы станка. При этом управление осуществляется кнопками, расположенными в трех местах по окружности стола. При наладке автомата устанавливают частоту вращения распределительного вала и режим работы загрузочного устройства. (Производительность загрузочного устройства должна быть не меньше производительности автомата.)
Порядок выполнения работы 1. Изучить конструкцию автомата и его кинематическую схему. 2. Для заданного передаточного отношения клиноременной передачи (А/В) определить длительность цикла и производительность автомата. 3. Составить уравнение кинематической цепи, связывающее вал (рис.6. IХ), на котором находится револьверный барабан, с валом электродвигателя (I ) 4. Определить время поворота револьверного барабана. 5. Определить время, отводимое на работу инструментальной головки. 6. Построить циклограмму работы АА-2. 7. Освоить приемы наладки автомата.
Контрольные вопросы
1. Из каких узлов состоит агрегатный автомат? 2. Основные технические характеристики автомата? 3. Как работает зажимное устройство? 4. Как работает загрузочная головка? 5. Какая последовательность операций в общем цикле работы автомата? 6. Кинематика автомата. 7. Как осуществляется наладка автомата? 8. Какая система управления агрегатного автомата?
Лабораторная работа № 3
Цель: изучение технических характеристик, конструкции промышленного робота ЦПР-1П и получение практических навыков по его наладке.
Технические характеристики
Число степеней подвижности 4 Номинальная грузоподъемность, кг 1 Система координат цилиндрическая Привод пневматический Давление воздуха в сети питания, Мпа 0, 4+0, 1 Питание от сети переменного тока, напряжение, В 220 Потребляемая мощность, Вт, не более 300 Система управления цикловая, от микроконтроллера МКП-1 Управление подъемом, поворотом и выдвижением руки манипулятора путевое Управление сгибом (ротации) кисти, захватом по временному принципу Режимы работыробота: - автоматический, - наладочный Число одновременно управляемых движений 1 Ввод и отладка программы склавиатуры МКП-1 Объем памяти МКП, байт 512 Габаритные размеры манипулятора, мм, не более длина х ширина х высота 610 х 380 х 620 Масса манипулятора, кг, не более 65 Габаритные размеры стойки управления, мм, длина х ширина х высота 400 х 400 х 1000 Мaccа стойкиуправления, кг, неболее 70 Параметры горизонтального перемещения Максимальное линейное перемещение, мм 200 Время перемещения, с, не менее 0, 4 Максимальная скорость, м/с, не более 0, 9 Параметры вертикального перемещения Максимальное линейное перемещение, мм 100 Время перемещения, с, не менее 0, 5 Максимальная скорость, м/с, не более 0, 3 Поворот относительно вертикальной оси Максимальное угловое перемещение, град 240 Время перемещения, с, не менее1, 2 Максимальная скорость, град/с, не более 300 Параметры механизма сгиба Максимальное угловое перемещение, град 90 Время перемещения, с, не более 0, 4 Максимальная скорость, град/с, не более 300 Параметры механизма ротации Максимальное угловое перемещение, град 90, 180 Время перемещения, с, не менее 0, 35 Максимальная скорость, град/с, не более 650 Показатели захватного устройства Усилие захватывания, Н, не менее 90 Время срабатывания захвата, с, не более 0, 3 Максимальный диаметр захватываемых деталей, мм 45 |
Последнее изменение этой страницы: 2017-05-05; Просмотров: 2326; Нарушение авторского права страницы







 .
.