|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Учебный минигабаритный токарный станок модели НТ-2Ф3
Учебный минигабаритный токарный станок с компьютерным управлением выполнен на базе станка с ручным управлением, оснащенного шаговыми двигателями. На станке можно выполнять токарные операции в «ручном» и «автоматическом» режимах в соответствии с управляющей программой. Управление станком осуществляется от персонального компьютера в операционной системе Windows. Управляющие программы для обработки деталей составляются с использованием стандартных функций. Компьютерные имитаторы станка и устройства числового программного управления позволяют имитировать обработку на станке (изготовлять виртуальную деталь по созданной управляющей программе), а затем запускать реальный станок на изготовление реальной детали.
Рис. 5. Общий вид станка НТ-2Ф3 Приводы продольной и поперечной подач, а также привод пиноли задней бабки осуществляются шаговыми двигателями. Управление обеспечивается специальным блоком правления
Рис. 6. Пульт на шпиндельной бабке: А - реверс вращения шпинделя, В - предохранитель, Е - потенциометр бесступенчатого регулирования частоты вращения шпинделя, C- кнопка " Аварийный стоп"
. Технические характеристики токарного 1. Напряжение питания, В 220 2. Потребляемая мощность, Вт, не более 150 3. Длина обточки, мм 250 4. Максимальный диаметр обработки над станиной 140 Диапазон (бесступенчатый) частот вращения шпинделя инструмента, мин-1 100....2000 6. Отверстие в шпинделе, мм 9 7. Величина хода: - поперечного суппорта, мм 45 - продольного суппорта, мм 120 8. Тип системы управления PCNC 9. Количество одновременно управляемых координат 2 10. Точность перемещений, мм 0, 1 11. Подключаемый порт компьютера LPT 12. Габариты (ширина*длина*высота), мм 650*400*270 13. Масса, кг 25
Учебный минигабаритный фрезерный станок модели НФ-2Ф4
Учебный минигабаритный фрезерный станок модели НФ-2Ф4 (рис. )позволяет выполнять сверление отверстий по заданным координатам, фрезерование и гравирование в «ручном» и «автоматическом» режимах двух мерных и трех мерных поверхностей. Управление станком осуществляется от персонального компьютера в системе Windows (или DOS).
Рис. 7. Общий вид станка (версия MF-3Ф4): 1 - шаговый двигатель оси Z; 2 - фрезерная головка; 3 - цанговый патрон; 4 - шаговый двигатель зажима; 5 - шаговый двигатель оси X; 6 - шаговый двигатель оси Y; 7 - литая станина станка.
Управляющие программы для обработки деталей составляются с использованием стандартных функций. Компьютерные имитаторы станка и устройства числового программного управления позволяют имитировать обработку на станке (изготовлять виртуальную деталь по созданной управляющей программе), а затем запускать реальный станок на изготовление реальной детали. Технические характеристики фрезерного станка 1. Напряжение питания, В 220 2. Потребляемая мощность, Вт, не более 150 3. Предельные габариты заготовки (ширина*длина*высота), мм 45*120*70 5. Пределы частот вращения инструмента, мин-1 5000...20000 6. Величина хода: - поперечного стола, мм 45 - продольного стола, мм. 120 - инструментальной головки, мм 70 7. Диаметры применяемых инструментов, мм 1...3 8. Тип системы управления PCNC 9. Количество одновременно управляемых координат 3 10. Точность перемещений, мм 0, 1 11. Подключаемый порт компьютера LPT 12. Габариты (ширина*длина*высота), мм 320*380*420 13. Масса, кг 11
Станок является бесконсольно-фрезерным, имеет крестовый стол (координаты X и Y), на стойке станка имеются направляющие по которым перемещается шпиндельная головка (вертикальная координата Z). Автоматизированный координатный стол и шпиндельная головка станка управляются по программе персональным компьютером. Кинематика всех трех приводов подачи аналогична: электродвигатель, муфта, винтовая передача с шагом 1 мм.
Система управления Система управления станков с ЧПУ включает, кроме устройств на станке, устройство ЧПУ (УЧПУ). УЧПУ состоит из аппаратной и программной частей. В соответствии с международной классификацией УЧПУ по уровню технических возможностей делятся на классы: - NC (Numerical Control); - SNC (Stored Numerical Control); - CNC (Computer Numerical Control); - DNC (Direkt Numerical Control); - HNC (Handled Numerical Control); В составе аппаратных УЧПУ классов NC и SNC отсутствует оперативная ЭВМ. Внешний признак аппаратных УЧПУ: для NC: - покадровое чтение программоносителя для обработки каждой заготовки, т.е. для обработки каждой следующей детали данной партии управляющая программа вновь считывается с программоносителя; - схемная реализация алгоритмов работы, т.е. для изменения алгоритма работы (организации других циклов обработки) необходимо менять или перепаивать платы УЧПУ; для SNC: - увеличен объем памяти, программоноситель читается только - схемная реализация алгоритмов работы. К системам NC (SNC) относятся УЧПУ первого, второго поколения и УЧПУ третьего поколения. Программируемые УЧПУ классов CNC (HNC) имеют в основе микроЭВМ. Особенности систем класса CNC (HNC): - наличие микроЭВМ; - возможность изменять и корректировать в период эксплуатации управляющую программу; - возможность изменять и корректировать программу функционирования самой системы с целью максимального учета особенностей данного станка; - возможность ввода управляющей программы вручную с пульта; - возможность в режиме диалога дорабатывать и отлаживать - возможность вывода информации на дисплей; - возможность корректировать погрешности станка; - возможность диагностики станка и самой УЧПУ; - возможность формирования управляющей программы в режиме обучения; - обширная встроенная память. К программируемым УЧПУ относят четвертое, и пятое и шестое поколение. Для управления станками (фрезерным и сверлильным) используется УЧПУ класса PCNC (с компьютерным управлением), реализуемая программами соответственно STEPPER CNC и STEP CNC. Программы предназначена для управления минигабаритными станками из операционной системы Windows 95, 98, Windows XP и Windows 2000, она имеет интуитивно понятный интерфейс, способствующий быстрому обучению персонала, ранее работавшего в операционных системах Windows компании Microsoft. Программа управляет всеми приводами станка в реальном режиме времени. Обеспечивает поддержку общепромышленного стандарта программирования станков с ЧПУ – ISO-7bit с базовым набором основных команд (включая спектр команд линейной и круговой интерполяции). Управляющая программа кроме того, имеет в своем составе встроенный имитатор работы станка с ЧПУ. Имитатор имеет возможность работать на компьютере без подключенного станка, позволяет отлаживать и тестировать программы на виртуальной трехмерной модели станка. Переключение работы из имитатора в станок и обратно - осуществляется нажатием соответствующей клавиши. Приводы станков Вращение режущего инструмента на фрезерном станке осуществляется от фрезерной головки. Головка обеспечивает бесступенчатое изменение частоты вращения инструмента с помощью ручного регулятора, расположенного на корпусе головки. Вращение шпинделя токарного станка осуществляется от регулируемого коллекторного двигателя постоянного тока. Шаговые приводы подач обеспечивают бесступенчатое регулирование скоростей подач в соответствии с заданным в управляющей программе значениями. В качестве двигателей приводов подач применены шаговые двигатели. Шаговый двигатель - это электромеханическое устройство, которое преобразует электрические импульсы в дискретные механические перемещения. Шаговый двигатель внешне практически ничем не отличается от двигателей других типов Применение шаговых двигателей обусловлено тем, что: • угол поворота ротора определяется числом импульсов, которые поданы на двигатель; • двигатель обеспечивает полный момент в режиме остановки (если обмотки запитаны); • прецизионное позиционирование и повторяемость. Хорошие шаговые двигатели имеют точность 3-5% от величины шага. Эта ошибка не накапливается от шага к шагу; • возможность быстрого старта/остановки/реверсирования; • высокая надежность, связанная с отсутствием щеток, срок службы шагового двигателя фактически определяется сроком службы подшипников; • однозначная зависимость положения от входных импульсов обеспечивает позиционирование без обратной связи; • возможность получения очень низких скоростей вращения для нагрузки, присоединенной непосредственно к валу двигателя без промежуточного редуктора; • может быть перекрыт довольно большой диапазон скоростей, скорость пропорциональна частоте входных импульсов. Однако, ШД имеют следующие недостатки: • им присуще явление резонанса; • возможна потеря контроля положения ввиду работы без обратной связи; • потребление энергии не уменьшается даже без нагрузки; • затруднена работа на высоких скоростях; • невысокая удельная мощность; • относительно сложная схема управления. Шаговый двигатель - это электромеханическое устройство Одним из главных преимуществ шаговых двигателей является возможность осуществлять точное позиционирование и регулировку скорости без обратной связи. Это очень важно, так как датчики обратной связи могут стоить больше самого двигателя. Если нагрузка шагового двигателя превысит его момент, то информация о положении ротора теряется и система требует базирования с помощью, например, концевого выключателя или другого датчика. Системы с обратной связью не имеют подобного недостатка. В шаговом двигателе вращающий момент создается магнитными потоками статора и ротора, которые соответствующим образом ориентированы друг относительно друга. Статор изготовлен из материала с высокой магнитной проницаемостью и имеет несколько полюсов. Полюс можно определить как некоторую область намагниченного тела, где магнитное поле сконцентрировано. Полюса имеют как статор, так и ротор. Для уменьшения потерь на вихревые токи магнитопроводы собраны из отдельных пластин, подобно сердечнику трансформатора. Вращающий момент пропорционален величине магнитного поля, которая пропорциональна току в обмотке и количеству витков. Таким образом, момент зависит от параметров обмоток. Если хотя бы одна обмотка шагового двигателя запитана, ротор принимает определенное положение. Он будет находится в этом положении до тех пор, пока внешний приложенный момент не превысит некоторого значения, называемого моментом удержания. После этого ротор повернется и будет стараться принять одно из следующих положений равновесия. Виды шаговых двигателей Существуют три основных типа шаговых двигателей: • двигатели с переменным магнитным сопротивлением, • двигатели с постоянными магнитами, • гибридные двигатели. Двигатели с переменным магнитным сопротивлением Шаговые двигатели с переменным магнитным сопротивлением имеют несколько полюсов на статоре и ротор зубчатой формы из магнитомягкого материала (рис. 8). Намагниченность ротора отсутствует. Для простоты на рисунке ротор имеет 4 зубца, а статор имеет 6 полюсов. Двигатель имеет 3
Рис. 8. Двигатель с переменным магнитным сопротивлением независимые обмотки, каждая из которых намотана на двух противоположных полюсах статора. Такой двигатель имеет шаг 30 градусов. При включении тока в одной из катушек, ротор стремится занять положение, когда магнитный поток замкнут, т.е. зубцы ротора будут находиться напротив тех полюсов, на которых находится запитанная обмотка. Если затем выключить эту обмотку и включить следующую, то ротор поменяет положение, снова замкнув своими зубцами магнитный поток. Таким образом, чтобы осуществить непрерывное вращение, нужно включать фазы попеременно. Двигатель не чувствителен к направлению тока в обмотках. Реальный двигатель может иметь большее количество полюсов статора и большее количество зубцов ротора, что соответствует большему количеству шагов на оборот. Иногда поверхность каждого полюса статора выполняют зубчатой, что вместе с соответствующими зубцами ротора обеспечивает очень маленькое значения угла шага, порядка нескольких градусов. Двигатели с переменным магнитным сопротивлением довольно редко используют в индустриальных применениях. Двигатели с постоянными магнитами Двигатели с постоянными магнитами состоят из статора, который имеет обмотки, и ротора, содержащего постоянные магниты (рис. 4). Чередующиеся полюса ротора имеют прямолинейную форму и расположены параллельно оси двигателя. Благодаря намагниченности ротора в таких двигателях обеспечивается больший магнитный поток и, как следствие, больший момент, чем у двигателей с переменным магнитным сопротивлением.
Рис. 9. Двигатель с постоянными магнитами
Показанный на рис.9 двигатель имеет 3 пары полюсов ротора и 2 пары полюсов статора, имеет 2 независимые обмотки, каждая из которых намотана на двух противоположных полюсах статора. Такой двигатель, как и рассмотренный ранее двигатель с переменным магнитным сопротивлением, имеет величину шага 30 град. При включении тока в одной из катушек, ротор стремится занять такое положение, когда разноименные полюса ротора и статора находятся друг напротив друга. Для осуществления непрерывного вращения нужно включать фазы попеременно. На практике двигатели с постоянными магнитами обычно имеют 48 - 24 шага на оборот (угол шага 7.5-15 град). Разрез реального шагового двигателя с постоянными магнитами показан на рис. 10. Для удешевления конструкции двигателя магнитопровод статора выполнен в виде штампованного стакана. Внутри находятся полюсные наконечники в виде ламелей. Обмотки фаз размещены на двух разных
Рис. 10. Разрез шагового двигателя с постоянными магнитами магнитопроводах, которые установлены друг на друге. Ротор представляет собой цилиндрический многополюсный постоянный магнит. Двигатели с постоянными магнитами подвержены влиянию обратной ЭДС со стороны ротора, которая ограничивает максимальную скорость. Для работы на высоких скоростях используются двигатели с переменным магнитным сопротивлением. Гибридные двигатели Гибридные двигатели являются более дорогими, чем двигатели с постоянными магнитами, зато они обеспечивают меньшую величину шага, больший момент и большую скорость. Типичное число шагов на оборот для гибридных двигателей составляет от 100 до 400 (угол шага 3.6 - 0.9 град.). Гибридные двигатели сочетают в себе лучшие черты двигателей с переменным магнитным сопротивлением и двигателей с постоянными магнитами. Ротор гибридного двигателя имеет зубцы, расположенные в осевом направлении (рис. 11.
Рис. 11 Гибридный двигатель Ротор разделен на две части, между которыми расположен цилиндрический постоянный магнит. Таким образом, зубцы верхней половинки ротора являются северными полюсами, а зубцы нижней половинки - южными. Кроме того, верхняя и нижняя половинки ротора повернуты друг относительно друга на половину угла шага зубцов. Число пар полюсов ротора равно количеству зубцов на одной из его половинок. Зубчатые полюсные наконечники ротора, как и статор, набраны из отдельных пластин для уменьшения потерь на вихревые токи. Статор гибридного двигателя также имеет зубцы, обеспечивая большое количество эквивалентных полюсов, в отличие от основных полюсов, на которых расположены обмотки. Обычно используются 4 основных полюса для 3, 6 град. двигателей и 8 основных полюсов для 1, 8- и 0, 9 град. двигателей. Зубцы ротора обеспечивают меньшее сопротивление магнитной цепи в определенных положениях ротора, что улучшает статический и динамический момент. Это обеспечивается соответствующим расположением зубцов, когда часть зубцов ротора находится строго напротив зубцов статора, а часть между ними. Зависимость между числом полюсов ротора, числом эквивалентных полюсов статора и числом фаз определяет угол шага S двигателя: повороту полюсных наконечников на половину шага зубьев. Поэтому существует другая магнитная цепь, которая содержит минимальные воздушные зазоры и, как следствие, обладает минимальным магнитным сопротивлением. По этой цепи замыкается другая часть потока (на рисунке показана штриховой белой линией), которая и создает момент. Часть цепи лежит в плоскости, перпендикулярной рисунку, поэтому не показана. В этой же плоскости создают магнитный поток катушки статора. В гибридном двигателе этот поток частично замыкается полюсными наконечниками ротора, и постоянный магнит его «видит» слабо. Поэтому в отличие от двигателей постоянного тока, магнит гибридного двигателя невозможно размагнитить ни при какой величине тока обмоток. Величина зазора между зубцами ротора и статора очень небольшая - 0, 1 мм. Чтобы магнитный поток не замыкался через вал, который проходит внутри магнита, его изготавливают из немагнитных марок стали. Они обычно обладают повышенной хрупкостью, поэтому с валом, особенно малого диаметра, следует обращаться с осторожностью. Для получения больших моментов необходимо увеличивать как поле, создаваемое статором, так и поле постоянного магнита. При этом требуется больший диаметр ротора, что ухудшает отношение крутящего момента к моменту инерции. Поэтому мощные шаговые двигатели иногда конструктивно выполняют из нескольких секций в виде этажерки. Крутящий момент и момент инерции увеличиваются пропорционально количеству секций, а их отношение не ухудшается. Существуют и другие конструкции шаговых двигателей. Например, двигатели с дисковым намагниченным ротором. Такие двигатели имеют малый момент инерции ротора, что в ряде случаев важно. Большинство современных шаговых двигателей являются гибридными. По сути, гибридный двигатель является двигателем с постоянными магнитами, но с большим числом полюсов. По способу управления такие двигатели одинаковы, дальше будут рассматриваться только такие двигатели. Чаще всего на практике двигатели имеют 100 или 200 шагов на оборот, соответственно шаг равен 3, 6 градуса или 1, 8 градуса. Большинство контроллеров позволяют работать в полушаговом режиме, где этот угол вдвое меньше, а некоторые контроллеры обеспечивают микрошаговый режим. В зависимости от конфигурации обмоток шаговые двигатели делятся на биполярные и униполярные. Биполярный двигатель имеет одну обмотку в каждой фазе, которая для изменения направления магнитного поля должна переполюсовываться драйвером. Для такого типа двигателя требуется мостовой драйвер, или полумостовой с двухполярным питанием. Всего биполярный двигатель имеет две обмотки и, соответственно, четыре вывода (рис.12)
Рис. 12. Биполярный двигатель (а), униполярный (б) и четырехобмоточный (в)
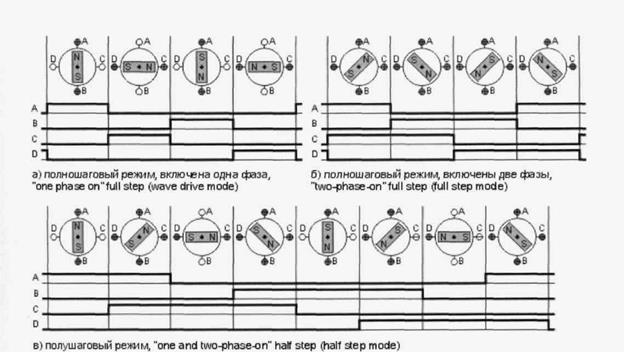
Униполярный двигатель также имеет одну обмотку в каждой фазе, но от середины обмотки сделан отвод. Это позволяет изменять направление магнитного поля, создаваемого обмоткой, простым переключением половинок обмотки. При этом существенно упрощается схема драйвера. Драйвер должен иметь только четыре простых ключа. Таким образом, в униполярном двигателе используется другой способ изменения направления магнитного поля. Средние выводы обмоток могут быть объединены внутри двигателя, поэтому такой двигатель может иметь 5 или 6 выводов. Иногда униполярные двигатели имеют раздельные 4 обмотки, по этой причине их ошибочно называют 4-х фазными двигателями. Каждая обмотка имеет отдельные выводы, поэтому всего выводов 8. При соответствующем соединении обмоток такой двигатель можно использовать как униполярный или как биполярный. Униполярный двигатель с двумя обмотками и отводами тоже можно использовать в биполярном режиме, если отводы оставить неподключенными. В любом случае ток обмоток следует выбирать так, чтобы не превысить максимальной рассеиваемой мощности. Момент, создаваемый шаговым двигателем, пропорционален величине магнитного поля, создаваемого обмотками статора. Путь для повышения магнитного поля - это увеличение тока или числа витков обмоток. Естественным ограничением при повышении тока обмоток является опасность насыщения железного сердечника. Однако на практике это ограничение действует редко. Гораздо более существенным является ограничение по нагреву двигателя вследствие омических потерь в обмотках. Как раз этот факт и демонстрирует одно из преимуществ биполярных двигателей. В униполярном двигателе в каждый момент времени используется лишь половина обмоток. Другая половина просто занимает место в окне сердечника, что вынуждает делать обмотки проводом меньшего диаметра. В биполярном двигателе всегда работают все обмотки, т.е. их использование оптимально. В таком двигателе сечение отдельных обмоток вдвое больше, а омическое сопротивление вдвое меньше. Это позволяет увеличить ток в корень из двух раз при тех же потерях, что дает выигрыш в моменте примерно 40%. Если же повышенного момента не требуется, униполярный двигатель позволяет уменьшить габариты или просто работать с меньшими потерями. На практике все же часто применяют униполярные двигатели, так как они требуют значительно более простых схем управления обмотками. Существует несколько способов управления фазами шагового двигателя. Первый способ обеспечивается попеременной коммутации фаз, при этом они не перекрываются, в один момент времени включена только одна фаза. Этот способ называют " one phase on" full step (рис.12, а) или wave drive mode. Точки
Рис. 13. Различные способы управления фазами шагового двигателя равновесия ротора для каждого шага совпадают с «естественными» точками равновесия ротора у незапитанного двигателя. Недостатком этого способа управления является то, что для биполярного двигателя в один и тот же момент времени используется 50% обмоток, а для униполярного - только 25%. Это означает, что в таком режиме не может быть получен полный момент. Второй способ - управление фазами с перекрытием: две фазы включены в одно и то же время. Его называют " two-phase-on" full step (рис.12.б) или просто full step mode. При этом способе управления ротор фиксируется в промежуточных позициях между полюсами статора и обеспечивается примерно на 40% больший момент, чем в случае одной включенной фазы. Этот способ управления обеспечивает такой же угол шага, как и первый способ, но положение точек равновесия ротора смещено на пол шага. Третий способ является комбинацией первых двух и называется полушаговым режимом, " one and two-phase-on" half step (рис. 12. в) или просто half step mode, когда двигатель делает шаг в половину основного. Этот метод управления достаточно распространен, так как двигатель с меньшим шагом стоит дороже и очень заманчиво получить от 100-шагового двигателя 200 шагов на оборот. Каждый второй шаг запитана лишь одна фаза, а в остальных случаях запитаны две. В результате угловое перемещение ротора составляет половину угла шага для первых двух способов управления. Кроме уменьшения размера шага этот способ управления позволяет частично избавиться от явления резонанса. Полушаговый режим обычно не позволяет получить полный момент, хотя наиболее совершенные драйверы реализуют модифицированный полушаговый режим, в котором двигатель обеспечивает практически полный момент, при этом рассеиваемая мощность не превышает номинальной. Примененный во всех приводах подач станков двигатель является униполярным. В данном варианте (имеется виду схема построения управляющего драйвера для каждого двигателя, тип двигателя) имеется возможность коммутации двигателя как в полношаговом режиме, так и полушаговом режиме. В полношаговом режиме с двумя включенными фазами положения точек равновесия ротора смещены на пол шага. Нужно отметить, что эти положения ротор принимает при работе двигателя, но положение ротора не может сохраняться неизменным после выключения тока обмоток. Поэтому при включении и выключении питания двигателя ротор будет смещаться на полшага. Для того, чтобы он не смещался при остановке, необходимо подавать в обмотки ток удержания. То же справедливо и для полушагового и микрошагового режимов. Следует отметить, что если в выключенном состоянии ротор двигателя поворачивался, то при включении питания возможно смещение ротора и на большую, чем половина шага величину. Ток удержания может быть меньше номинального, так как от двигателя с неподвижным ротором обычно не требуется большого момента. В нашем случае можно просто ключевать обмотки не используемого двигателя высокой частотой (500-1000 герц) - единственная неприятность при этом - завывание двигателя. Но положительная сторона - уменьшение нагрева управляющих силовых ключей, а так же самого двигателя (что не маловажно). Для соединения шаговых двигателей с ходовыми винтами использованы жесткие муфты. Применение таких муфт, при испытаниях, показало удовлетворительные результаты, а именно достаточно высокую точность работы, значительное удешевление стоимости привода станка.
Компоновка ГПС
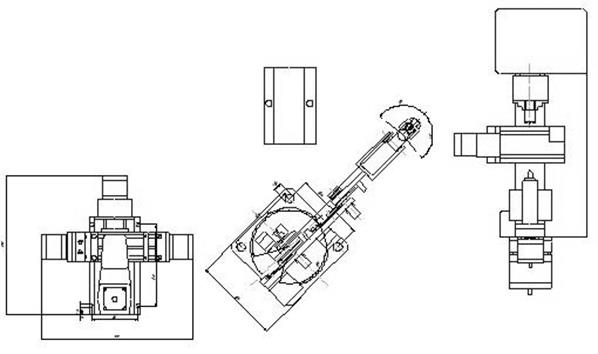
Гибкий производственный модуль состоит из четырех компонентов: робота, токарного, фрезерного станка и накопителя. Возможно множество вариантов расположения оборудования. Лучший вариант компоновки для наглядности и простоты изучения такой: станки расположены по сторонам робота, а накопитель напротив. Робот имеет пять степеней свободы и работает в ангулярной системе координат. Управление выполняется от персонального компьютера и связанных между собой блоков управления станков и робота.
Рис. 14 Компоновка ГПС
Цилиндрические заготовки, которые должны пройти обработку на токарном и фрезерном станках, устанавливаются роботом на ось центров токарного станка и затем поджимаются к переднему центру задним центром. Крутящий момент на заготовку передается за счет рифлений на торце оправки переднего центра. На фрезерный станок заготовка устанавливается в зажимное приспособление с автоматизированным приводом. Состав и компоновка ГПС определяется технологией изготовления детали. Для заданной преподавателем конкретной детали разрабатывается технологический процесс изготовления этой детали с учетом возможностей ГПС. Пример детали и технологии представлен на рис. 15. Для изготовления детали разрабатывается алгоритм работы ГПС с указанием величин перемещений звеньев манипулятора. (При определение угловых перемещений необходимо стремиться к минимальному числу движений). В соответствии с алгоритмом работы разрабатываются управляющие программы для станков и робота т.е. ГПС. |
Последнее изменение этой страницы: 2017-05-05; Просмотров: 1158; Нарушение авторского права страницы