|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Технические характеристики РТК 16К20Ф3.Р132⇐ ПредыдущаяСтр 13 из 13
Таблица 1
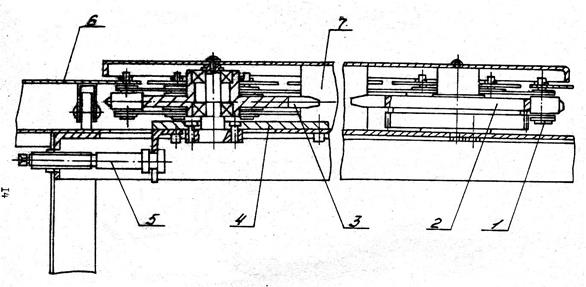
Рис. 4. РТК16К20ФЗ.Р132 с роботом М10П.62.01 В этом исполнении при установке детали в патрон станка схват робота совершает поступательное движение параллельно оси шпинделя посредством каретки 1, а перемещение обрабатываемой детали осуществляется путем поворота части 2 в плоскостях — перпендикулярной оси шпинделя и вертикальной. ПР в положении над столом имеет возможность поворота, так что при необходимости можно пользоваться стационарным столом. Поворотные блоки отличаются величиной угла поворота (270 гр.) и количеством фиксированных точек положения (до 4). В зависимости от блока, которым комплектуется РТК, деталь можно обработать с двух постановов без промежуточного кантования детали или с кантованием детали между двух постановов. Тактовый стол Тактовый стол (ТС) (рис. 5) комплекса предназначен для транспортирования деталей в зону захвата ПР.
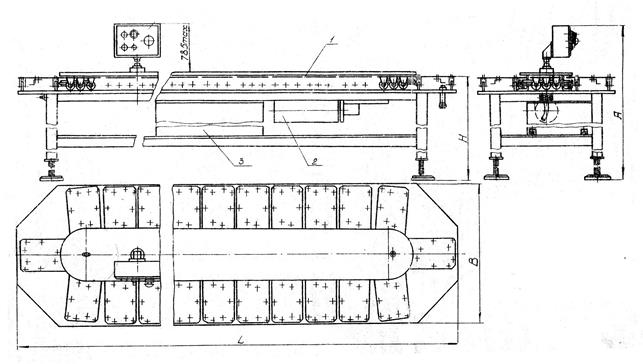
Рис. 5. Общий вид тактового стола
Тактовый стол может работать в трех режимах: · ручного управления; · автоматического управления; · режима непрерывного вращения. В ручном режиме управления нажатием кнопки на пульте управления (Рис. 6) можно осуществлять шаговое перемещение паллет стола. При работе тактового стола в автоматическом режиме команды управления поступают от системы ЧПУ робота. При этом может осуществляться шаговое и непрерывное перемещение паллет.
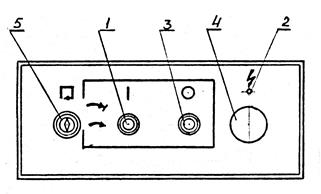
Рис. 6. Пульт управления тактовым столом 1 – кнопка включения ТС, 2 – сигнальная лента, 3 – кнопка отключения, 4 – кнопка аварийного останова, 5 – переключатель режимов работы.
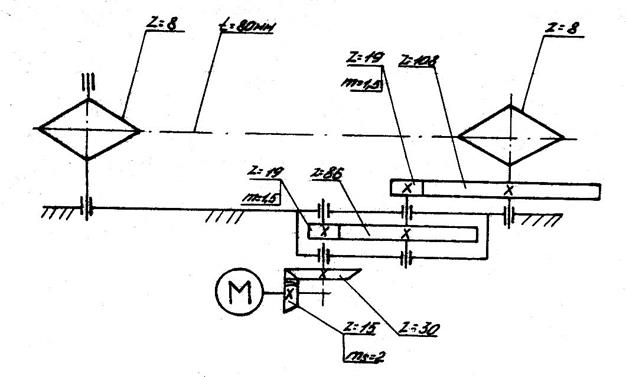
Непрерывное вращение стола реализуется установкой переключателя режимов на пульте стола в соответствующее положение. Частота вращения ведущей звездочки равна 1, 85 об/мин. при этом линейная скорость перемещения палет составляет 1, 2 м/мин. Тактовый стол состоит из собственно стола сварной конструкции, устройства управления, исполнительного механизма и привода. Взаимодействие основных элементов ТС показано на кинематической схеме (Рис. 7). Привод ТС (Рис. 8) расположен под крышкой стола 1, к которому снизу крепится корпус редуктора 2 имеющего одну пару цилиндрических прямозубых шестерен 3 и 4. На выходном валу 5 редуктора закреплена ведущая шестерня 6, входящая в зацепление с зубчатым колесом, выполненным в виде единого блока с ведущей звездочкой 7.
Рис. 7. Кинематическая схема
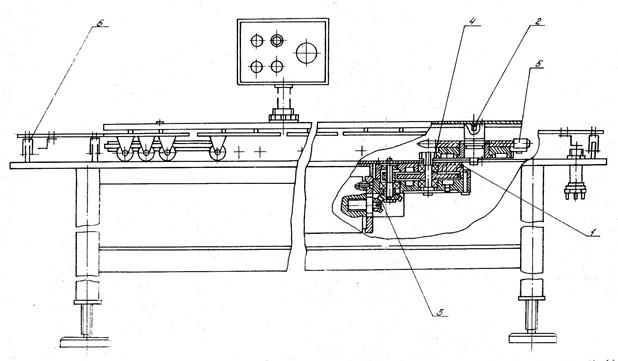
Рис. 8. Привод тактового стола На вал 8 редуктора движение передается от электродвигателя через пару конических зубчатых колес 9. Электродвигатель крепится с помощью подмоторной плиты 10 сбоку к корпусу редуктора. Исполнительный механизм ТС представлен на рис. 9. Тяговая цепь 1 приводится в движение ведущей звездочкой 2. Ведомая звездочка 3 установлена на подвижной плите 4, позволяющей с помощью тяги 5 регулировать натяжение цепи. К звеньям цепи крепятся палеты 6. Палеты перемещаются на роликах (см. рис. 8 поз 11) по поверхности стола. На нижней поверзности палеты крепится флажек 12 датчика положения палеты на столе.
Рис. 9. Исполнительный механизм
В промежутке между звездочками цепь заключена в направляющие (см. рис.9 поз. 7), которые ограничивают случайные колебания цепи, способствуя тем самым более плавному и равномерному перемещению палет 6 и одновременно являются защитными кожухами. Паллете перемещаются до момента срабатывания индуктивного конечного выключателя (см. рис. 8 поз 13), который расположен на ТС на позиции загрузки – выгрузки деталей. Датчик срабатывает, когда флажек 12 займен положение напротив датчика 13. Заготовку можно устанавливать непосредственно на палете стола, если форма и размеры заготовки позволяют это сделать, или на спутники, которые крепятся на палете ТС. Допускается установка заготовок валов в вертикальном положении. При выборе способа установки заготовок на ТС и количества заготовок на палете (спутнике) необходимо учитывать размеры и форму заготовки (детали), зону работы ПР, точность его позиционирования, размеры и компоновку захвата. На паллетах крепятся приспособления для базирования заготовок (деталей). Приспособления разрабатываются применительно к конкретным деталям. Готовую деталь можно ставить в приспособление на ТС или на предусмотренную для этого отдельную тару. При выборе РТК необходимо учитывать: размеры заготовок и номенклатуру деталей, допускаемую захватами ПР нецентричность, возможный угол захвата. Тактовый стол подбирается исходя из габаритов и массы заготовок. При обработке некоторых деталей выявляется необходимость применения столика для кантования детали или для перебазирования в захватах, который должен находиться в зоне действия ПР. В комплект РТК включен дополнительный пульт управления с кнопками «Пуск цикла» и «Аварийный останов». Этот пульт предназначен для установки на ограждение РТК в безопасной зоне. Алгоритм работы РТК Управляющаяпрограмма для промышленного робота, обслуживающего, металлорежущие станки, в значительной степени определяется технологией изготовления изделия, маршрутом движения ПР и численностью входящих в РТК оборудования. Для разработки управляющей программы составляется алгоритм работы РТК и траектория движения схватов ПР. Траектория движения схвата разбивается опорными точками на отрезки, которые характеризуются режимами движения робота.
|
Последнее изменение этой страницы: 2017-05-05; Просмотров: 2514; Нарушение авторского права страницы