
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Количесчтвенное определение гибкостиСтр 1 из 7Следующая ⇒
ВЯТСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ Кафедра технологии автоматизированного машиностроения
Ю.Л.Апатов
ТЕХНОЛОГИЧЕСКИЕ ОСНОВЫ ГИБКИХ АВТОМАТИЗИРОВАННЫХ ПРОИЗВОДСТВ (ТО ГАП)
Конспект лекций для студентов специальности 120100 – «Технология машиностроения» дневной, заочной и ускоренной форм обучения.
Киров, 2003 Цель изучения дисциплины: на базе ранее изученных курсов освоить методику проектирования гибкого автоматизированного производства в его технологической и конструкторской частях. Базовыми курсами являются: “Технология машиностроения”, Автоматизация производственных процессов”, “Проектирование механосборочных цехов и участков” и др. Объект изучения: серийное переналаживаемое машиностроительное производство – гибкое автоматизированное производство (ГАП).
1. Особенности автоматизации серийного машиностроительного производства. Актуальность создания ГАП, его преимущества и значение. Место ГАП в современном производстве.
Актуальность создания заключается в необходимости автоматизации серийного машиностроительного производства. В настоящее время серийное производство является ведущим видом производства, на долю которого приходится 75 – 80 % объема продукции машиностроения. При этом детали изготавливаются сравнительно небольшими партиями. Отмечается отставание автоматизации мелко- и среднесерийного производства в сравнении с крупносерийны и массовым вследствие некоторых специфичных особенностей. На процесс автоматизации в этих условиях влияют следующие факторы: · частая сменяемость деталей и конструкций изделий вцелом; · постоянное сокращение сроков выпуска этих деталей с одновременным увеличением номенклатуры. Номенклатура – количество типоразмеров деталей, проходящих через данную автоматическую линию или участок. · постоянно увеличивающиеся требования по точности изготовлениядеталей и качеству их обработки; · сравнительно малая доля основного технологического времени в общем производственном цикле производства деталей. Последнее можно подтвердить диаграммой
Рисунок 1 – Диаграмма распределения времени обработки деталей
Здесь Т1 – время всего производственного цикла получения деталей; Т2 = Т1 • 0, 05 – среднее время нахождения детали на станке. Остальное время расходуется на ожидание деталью очереди на обработку, транспортировку, контроль и т.п. вспомогательные операции (около 95 % всего производственного цикла); Т3 ≈ 2/3 Т2 – время непосредственно затрачиваемое на обработку детали, т.е. на изменение размеров и формы поверхностей, их взаимного расположения и их механических свойств. Остальное время идёт на загрузку и разгрузку детали на станок, на контроль без снятия детали со станка, на время управления станком и т.д. Вывод: в современном производстве обьектом автоматизации могут служить не только основные технологические операции, но и все перечисленные вспомогательные операции. Причина – время Т3 уже предельно сокращено и большого выигрыша и повышения эффективности сокращения времени не даёт.
Значительные дополнительные сложности возникают при автоматизации сборочное серийного производства. Они обусловлены: 1) непостоянством формы и размеров некоторых деталей, поступающих на сборку (например, уплотнения, манжеты, прокладки и т.д.); 2) чрезвычайно большим разнообразием деталей, входящих в изделие, что диктует необходимость проектирования большого числа устройств технологического оснащения широкоуниверсального оборудования; 3) требованием обеспечения высокой точности ориентации деталей перед их соединением; 4) недостаточная производительность существующих видов сборочного автоматизированного оборудования, которое, зачастую, не может конкурировать с опытным рабочим-сборщиком.
Основным направлением автоматизации серийного машиностроительного производства является создание так называемых «Гибких производственных систем (ГПС)». Их особенность заключается в том, что это совокупность, основного технологического оборудования, комплекта вспомогательных устройств, а также переналаживемой технологической оснастки, обьединённых общей системой управления, предназначенная для получения деталей заданной номенклатуры, предусмотренного объема выпуска, в установленные сроки и требуемого качества. Производство является переналаживаемым, а оборудование базируется на применении станков с ЧПУ и промышленных роботов. При этом автоматизации подлежат не только основные операции механической обработки, но также заготовительные операции, сборка, испытания, консервация и упаковка готовой продукции. Из вспомогательных особое внимание уделяется операциям: - доставка заготовок на рабочие позиции; - транспортирование оснастки и инструмента; - транспортировка стружки из зоны резания и от станков; - диагностирование работы оборудования; - контрольно-измерительные операции с выходом на корректировку управляющих программ.
Эффективность внедрения гибких производств заключается в следующем (в сравнении с обычным, неавтоматизированным производством):
1. Уменьшение числа станков для осуществления производства до 8 раз. 2. Сокращение обслуживающего персонала до 5 раз. 3. Уменьшение производственных площадей до 4 раз. 4. Время обработки партии деталей может быть сокращено в 3-4 раза. 5. Время переналадки технологического оборудования – до 6 раз, т.к. предусматриваются специальные меры по автоматизированной переналадке. 6. Увеличение прибыли данного производства до 3 раз. 7. Увеличение коэффициента загрузки станков на 30%. 8. Сокращение себестоимости обработки и сборки до 10%. Последний показатель незначителен из-за сравнительно больших дополнительных капиталовложений.
Причины и основания для возникновения данного вида производства. Их два вида – необходимая и достаточная. 1-я необходимая причина: В современном обществе возникла необходимость в быстрой смене выпускаемых изделий, а также в увеличении их номенклатуры. Средний срок выпуска одной и той же продукции примерно равен 4 годам. 2-я необходимая причина: В современном обществе возникло резко отрицательное отношение к монотонному однообразному труду. Например, ручное управление станками в обычном производстве или ручная сборка. Достаточная причина: В настоящее время средства производства достигли необходимого уровня развития (особенно в станкостроении) для практической реализации указанного направления. Первые ГПС появились в начале 60-х годов прошлого века. Развитию ГАП способствовало то, что, как уже отмечалось, до 70% всей продукции приходится на долю серийного производства. При этом задача механической обработки сводится к сокращению времени нахождения детали в производстве. Здесь большую часть времени занимает ожидание деталью своей очереди на обработку. В отношении сборки – задача: сокращение времени ожидания другими деталями очереди на сборке узла, а также необходимость введения входного контроля деталей. К тенденциям развития гибких производств относят следующее: - До 70% всех действующих ГПС предназначено для обработки сложных корпусных деталей, и при этом отмечается повышенная загрузка станков с ЧПУ. - Число рабочих позиций колеблется от 2 до 40, но 80% из имеющихся систем содержит до 10 рабочих позиций. - Транспортирование деталей некруглой формы производится преимущественно в приспособлениях-спутниках. Для деталей цилиндрической формы применяются более простые приспособления в сочетании с накопителями. - В системах управления оборудованиемкак правило, применяются системы ЧПУ.
Данные о распределении ГПС по сферам производства (действующих). Первое место занимание обработка резанием (50% от общего числа ГПС); второе – обработка деталей пластическим деформированием (штамповка, гибка… – примерно 20%), третье – обработка с термическим воздействием – сварка и литье (до 15%); четвертое – сборка изделий (около 5%); прочие виды – 10%. Ограниченному применению ГПС на сборке имеется объяснение: малая жесткость некоторых деталей-компонентов изделия и непостоянство их формы; необходимость обеспечения высокой точности в автоматическом режиме; короткий цикл сборки в сравнении с общим вспомогательным временем; сложность технологической оснастки; большое разнообразие деталей по форме, размерам, материалу и массе.
Проблемы, требующие решения для эффективного внедрения ГАП. 1. Постоянное уменьшение деталей в партии при их изготовлении. 2. Повышаются требования по точности и качеству изделий. 3. Выпускается все более сложная и дорогостоящая продукция. 4. Отмечается дефицит квалифицированных производственных кадров. 5. Ограничение по производственным площадям в действующем производстве.
2. Основные термины и определения: гибкость, производительность обработки и сборки, виды гибкости, номенклатура и т.п. Понятие технологической гибкости
Основным понятием при разработке проекта гибкого машиностроительного производства является понятие гибкость. Это понятие разработчик обязан использовать в нескольких аспектах, т.к. современное многономенклатурное производство не может быть охарактеризовано каким- либо одним видом гибкости. При разработки технологической части проекта необходимо учитывать, главным образом, “технологическую гибкость”
Под гибкостью понимают некоторую из разновидностей этого показателя, который характеризует имеющуюся или разрабатываемую систему, в той или иной мере проявляясь количественно.
Рисунок 2 – Гибкость, разновидности этого понятия
1. Машинная гибкость. Характеризует простоту переналадки технологического оборудования, технологической оснастки, а также инструмента, в зависимости от конкретных производственных требований. Количественно выражается через среднее время переналадки при переходе от одной обрабатываемой детали к другой (tр). Данный показатель обеспечивается: выбором достаточно переналаживаемого оборудования и проектированием широкоуниверсальных средств оснащения. 2. Технологическая гибкость. Это совокупность различных технологических методов и приемов, когда они обеспечивают выпуск необходимого количества продукции в заданные сроки различными технологическими приемами. Обеспечивается за счет прогрессивного вида технологического процесса (групповые техпроцессы, возможностью изменения режимов обработки в широком диапазоне, применение сменного высокопроизводительного инструмента). Количественно определяется см. ниже. 3. Структурная гибкость. Это способность проектируемой системы к изменению количества отдельных элементов, а также к изменению взаимосвязей между ними. Взаимосвязи – это поток заготовок и деталей, и взаимосвязи системы управления станком. Структурно гибкая проектируемая система позволяет без дополнительных затрат отключать или подключать дополнительное оборудование. 4. Производственная гибкость. Это показатель, характеризующий возможность станочной системы продолжать обработку детали при отказе одного или нескольких элементов. Этот показатель выражается через надежность оборудования и оснастки. Ему соответствуют затраты времени (tн) по надежности. Это время, когда станочная система простаивает из-за утраты работоспособности. На этот показатель будут влиять другие показатели по надежности (см. ниже). 5. Маршрутная гибкость. Это возможность целенаправленного изменения направления движения потока деталей по данному участку. Целью этого является выбор оптимально-короткого маршрута движения и обеспечение маршрута с учетом минимальной переналадке оборудования. Количественно определяется длиной пути перемещения детали. 6. Гибкость по продукту. Способность к быстрому освоению нового вида продукции (т.е. различных деталей или собираемых узлов). Она реализуется через разработку широко универсальных средств оснащения и оборудования. 7. Гибкость по объему. Это способность функционирования системы при изменяющихся объемах выпуска деталей. Сюда относится производительность обработки, т.е. необходимо проектировать оборудование таких систем с некоторым запасам по производительности, т.к. в случае изменения производственных задач увеличение выпуска деталей не будет связано с модернизацией. 8. Гибкость по номенклатуре. Это способность станочной системы к выпуску различного типа, а также различных типоразмеров деталей из различных материалов. 9. Организационная гибкость. Это показатель, учитывающий конкретные условия данного производства: tорг – затраты времени, которые могут влиять на производительность обработки и эффективность всей системы: затраты времени, связанные с отсутствием заготовок, электроэнергии и т.п. причинами. В этом случае в конструкцию данной системы могут быть введены накопители или дублирующие приводы. 3. Количественная оценка основных показателей: гибкости и производительности. Методика расчета на различных этапах проекта. Взаимосвязь между этими показателями. Надежность работы оборудования. К основным показателям серийного переналаживаемого производства относят: 1 – производительность, 2 – гибкость, 3 – надежность работы.
Рисунок 3 – Показатели серийного производства. Номенклатура – это количество различных типоразмеров всех обрабатываемых деталей, которые проходят через данный участок или гибкую производственную систему. Номенклатура связана с другими показателями по выпуску деталей следующим образом:
Н(шт.) – номенклатура; Nдет – количество деталей i-го наименования, входящих в данный типоразмер (1.1 – рычаги, 1.2 – планки, 1.3 - кронштейны); Nг – общее количество выпускаемых деталей, когда учитывается размер партии “n”.
Рисунок 4 – Диаграмма к определению показателей ГАП
Таким образом, суммирование всех деталей по типоразмерам, по типу деталей (по виду) и по количеству одинаковых деталей в партии получим годовую программу выпуска деталей (при переналаживаемом производстве). Технологическая гибкость определяет возможность на имеющемся технологическом оборудовании выполнять различные технологические задачи, при этом обеспечивая оптимальные режимы обработки, заданную производительность (плановую; не максимально возможную, а заданную).
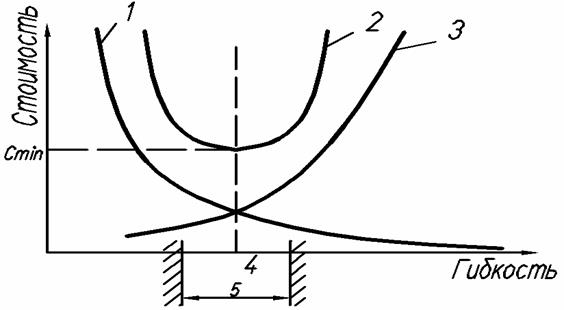
Для обеспечения указанных параметров применяется соответствующее технологическое оборудование (многоцелевые обрабатывающие станка ОЦ, МС, а также другое основное оборудование с ЧПУ). Возможно применение стандартных модулей, выпускаемых промышленностью на базе станков с ЧПУ. При проектировании технологической части ГПС учитывают такую особенность: - чем выше технологическая гибкость, заложенная в проект, тем меньше затраты на эксплуатацию данной системы. Это объясняется простотой переналадок и большим числом обрабатываемых деталей. Однако, на стоимость проекта, с увеличением гибкости оборудования, влияют также затраты на проектные работы, связанные с параллельной разработкой нескольких техпроцессов, а также конструкторской разработкой оборудования и оснастки. Поэтому производится оптимизация проекта (при выборе уровня гибкости) по стоимостным показателям.
Рисунок 5 – График зависимости стоимости проекта от уровня гибкости.
С – стоимость проектных работ, изготовления ГПС и ее эксплуатации при разработке проекта; Г – уровень гибкости. 1 – кривая зависимости эксплуатационных расходов от уровня гибкости, заложенной в проект; 2 – расходы, обеспечивающие гибкость оборудования и затраты на изготовление ГПС. 3 – суммарная кривая, учитывающая затраты первого и второго вида. 4 – оптимальное значение гибкости. 5 – интервал допустимых значений гибкости. Вывод 1: затраты, соответствующие точке пересечения являются минимальными. Здесь получается оптимальная гибкость. Вывод 2: в виду того, что получить конкретное значение оптимальной гибкости иногда бывает затруднительно – разработка производится в некотором интервале (“интервал допустимой гибкости”).
Надежность Показатель надежности ГПС неразрывно связан с эффективностью ее применения, увязан с понятиями производительности и гибкости иопределяется следующими величинами: 1 – удельная длительность настройки
где: l - поток отказов данного станка, инструмента, приспособления и т.п., входящих в ГПС. Иначе – это количество отказов, возникающих в единицу времени (за час, за смену и т.д.). m - параметр восстановления работоспособности. Это количество отказов, упомянутых элементов, которые могут быть устранены в эту единицу времени в реальных производственных условиях, т.е. в учетом сложности оборудования, с учетом серьезности отказа, а также с учетом имеющихся наладчиков и ремонтных служб. 2 – коэффициент готовности ГПС по показателю надежности:
Если автоматизированное производство состоит из нескольких отдельных модулей или участков, соединенных последовательно, то указанный коэффициент рассчитывается по формуле
где: g - коэффициент наложения потерь производительности от отказа первого модуля (или предыдущего). Вывод : В целом надежность – это свойство системы, зависящее от надежности работы всех элементов, которые входят в эту систему.
Поэтому, для оценки надежности работы этого оборудования может быть использован такой показатель как “безотказность работы”. Он определяется как вероятность выполнения элементом ГПС своих заданных функций. Эта вероятность изменяется от 0 до 1, для сложной ГПС, используя теорию вероятности (основная теорема) записывается в следующем виде
где: n – количество элементов, входящих в данную систему.
КS для станочных обрабатывающих систем регламентируется: 0, 95...0, 99.
Производительность ГПС или его структурного подразделения является функцией нескольких факторов: 1. затраты основного (машинного) времени – tо, tм. Выбирается из техпроцесса, разработанного для данного ГПС. 2. затраты вспомогательного (неперекрываемого) времени tв. 3. плановые затраты времени tпл, отводимые на переналадку, ремонт и обслуживание технологического оборудования (выбирается из соответствующих нормативов на обслуживание станков). 4. затраты на восстановление работоспособности оборудования tн и других элементов системы при их недостаточной надежности. 5. затраты времени простоя ГПС tорг по организационным причинам (отсутствие заготовок, программ, инструмента, электричества и т.д.).
Производительность – этот показатель определяет целесообразность проведения автоматизации и служит основой для сравнения с существующими вариантами производства. Количественно он выражается как число деталей, выпускаемых в единицу времени на данной автоматической линии или на ГПС. Его рассчитывают в нескольких формах на различных этапах проектирования.
А. Ожидаемая производительность (цикловая). Она учитывает затраты времени, входящие в рабочий цикл данного оборудования и является обратно пропорциональной длительности рабочего цикла, т.к. в условиях серийного переналаживаемого производства на одном и томже оборудовании ведут изготовление различных деталей, то в формулах берут средние значения рабочих циклов. Ее величину определяют как
1 1 Qo = ---- = ----------------, (4) Тц ( tо(м) + tв ) ср
где tо(м) – машинное время на изготовление определённой детали, берётся из разработанных техпроцессов, мин; tв – вспомогательное неперекрываемое время, входящее в рабочий цикл берётся из нормативов, мин.
Данная формула применяется после разработки техпроцессов, но до изготовления оборудования в металле. Среднее значение временных затрат (ср) учитывает различную трудоемкость обработки деталей заданной номенклатуры. Б. Техническая производительность.
Qт = -----------------------------, (5) ( tо(м) + tв ) ср + tпл +tн
где tпл – внецикловые затраты времени, связанные с простоем оборудования на плановые и периодические ремонты, переналадку, обслуживание. Берётся из соответствующих нормативов на данное оборудование; tн – затраты времени, связанные с простоем оборудования из – за его недостаточной надёжности. Данная величина является случайной, так как нельзя заранее предсказать суммарное время простоя в течение месяца. Её берут на основании статистики, полученной в результате опытной эксплуатации автоматической линии, данные заимствованные из опыта эксплуатации аналогичного оборудования на соседнем предприятии, можно ориентироваться на данные технического паспорта на данное оборудование, где указана наработка до отказа или средняя ннаработка на отказ. В данной формуле учитываются как цикловые, так и внецикловые потери времени, поэтому данная производительность является более точной. Формула используется после изготовления обрудования ГПС в металле и пробной её эксплуатации в течение месяца. В. Фактическая производительность.
Qорг = -----------------------------------, (6) ( tо(м) + tв ) ср + tпл + tн + tорг
где tорг – затраты времени по организационным причинам (несвоевременная подача заготовок, отсутствие энергоносителя и т.п.).
Данная формула учитывает все виды затрат. Формула используется для готовой и действующей автоматической линии и ГПС по данным, собранным примерно за 1 год работы. С целю учёта затрат времени на плановое обслуживание, на восстаонвление работоспособности и учёта организационных причин, на автоматических линиях и ГПС ведутся особые журналы. Особенно важно это бывает в отношении времени t н, так как в этом случае выявляются технические недоработки и даются рекомендации по их устранению.
Соотношение между рассмотренными видами производительности очевидно: Qo > Qт > Qорг. Структура ГАП. Основные понятия и уровни сложности. Разновидности гибких производственных систем (ГПС)
Перед разработчиком проекта ГПС возникают задачи различной сложности в зависимости от уровня и степени проработки механообрабатывающей или сборочной системы. В связи с этим выделяют пять уровней ГПС, которые отражаются в следующей структурной схеме:
      
1 уровень 2 уровень 3 уровень 4 уровень 5 уровень (завод) (цех) (участок) (рабочее место) (раб. место)
Рисунок 6 – Структура современного ГАП и уровни сложности проектов
ГАП – гибкое автоматизированное производство – совокупность отдельных производственных комплексов цехового уровня, обеспечивающих выпуск заданной продукции (включая механическую обработку, сборку и т.д.), а так же необходимый набор технических служб и отделов, объединенная в единую систему управления предприятия в виде АСУП. ГПК – гибкий производственный комплекс – подразделение цехового уровня, состоящее из нескольких гибких производственных систем, и ориентированное на конкретную продукцию (ГПК для производства зубчатых колес). ГПС – гибкая производственная система. Включает в себя несколько единиц технологического оборудования (МРС, прессовое оборудование и т.д.), причем, объединенные единой транспортной системой, имеющего накопители большой вместимости (автоматизированные склады), включая единую систему управления этим оборудованием. ГАЛ – гибкая автоматическая линия – разновидность ГПС, в которой все технологическое оборудование компонуется строго в порядке выполнения операций технологического процесса, передача деталей от станка к станку происходит по единственно – возможному маршруту. Гибкость здесь обеспечивается переналадкой самих станков на каждый вид обрабатываемых деталей.
Рисунок 7 – Гибкая автоматическая линия (структурная схема)
Характеризуется малой занимаемой производственной площадью, по этому такой вид ГПС рекомендуется для действующего производства в условиях нехватки площадей, но имеет малую маршрутную гибкость.
ГАУ – гибкий автоматизированный участок – разновидность ГПС, когда технологическое оборудование на участке располагается произвольно по отношению к базовому техпроцессу. Предусматривается общее транспортное устройство, связывающее все станки. Для связи этого устройства со станками разрабатывают специальные приемо-передающие устройства.
Рисунок 8 – Гибкий автоматизированный участок (структурная схема)
Характеризуется повышенной маршрутной гибкостью, так как деталь можно передавать от станка к станку в любой последовательности, при этом маршрутный техпроцесс не нарушается, но увеличивается занимаемая производственная площадь, по этому этот вид ГПС применяют при разработке нового производства. Маршрут движения выбирается исходя из следующих условий: 1. Выбор кратчайшего маршрута; 2. Обеспечение минимальной переналадки станков.
ГПМ – гибкий производственный модуль – одна единица технологического оборудования, снабженная устройством автоматической загрузки и разгрузки деталей (часто используется готовый промышленный робот), кроме того, в нее входит накопитель небольшой емкости (пристаночный), механизмы и устройства контроля деталей, механизмы диагностики оборудования, комплект инструментов, необходимый для данной технологической операции. Всё указанное оснащение должно быть объединено единой системой управления, для чего, обычно, используют систему ЧПУ станка или робота. РТК – робототехнический комплекс (робототехнологический комплекс) – это одна единица промышленного робота, выполняющего основную технологическую операцию. Основная технологическая операция – такая операция технологического процесса, которая ведет к изменению размеров, формы, состояния поверхностей детали, изменению конфигурации узла.
Для этого робот оснащается следующим набором оснастки: - приспособлением для зажима детали в рабочей позиции; - захватным устройством; - питателями (для подачи деталей); - ориентирующимиустройствами; - комплектом рабочего инструмента
Вся указанная оснастка также объединяется с системой управления с использованием технологических каналов.
5. Классификация производственных технологических систем изготовления деталей: широкоуниверсальные, универсальные, многономенклатурные, детально-ориентированные, специализированные и специальные.
Технологическая система – это станок, приспособление для зажима детали, инструмент и сама обрабатываемая деталь. Выделяют шесть типов технологических систем обработки деталей: 1) широкоуниверсальные; 2) универсальные; 3) многономенклатурные; 4) детальноориентированые; 5) детальноспециализированные; 6) специальные. Характеристики технологических систем учитываются при определении типа системы через следующий показатели.
1. Коэффициент закрепления операций:
где: SОп – суммарное количество различных технологических операций, выполняемых по действующему технологическому процессу. Р – число рабочих мест (позиций), которые выделены (предусмотрены) для выполнения этих операций.
2. Номенклатура обрабатываемых деталей “Н”, выражается количественно. 3. Частота переналадки “nп” - это количество переналадок, в зависимости от количества обрабатываемых однотипных деталей. Широкоуниверсальные технологические системы применяются в экспериментальных производствах, в ремонтных службах, в инструментальном производстве и т.п. – только в единичном производстве и почти не находят практического применения в условиях ГПС. Для данного типа технологических систем коэффициент закрепления операций не регламентировано и не определяется. Частота переналадки “nп” - на каждую обрабатываемую деталь. Номенклатура Н=800 и более типов обрабатываемых деталей. Универсальные и многономенклатурные технологические системы применяются на предприятиях общемашиностроительного производства, в станкостроении и при обработке сложных корпусных деталей. Применяется в мелкосерийном производстве. Коэффициент закрепления операций Кз= 20...40; Частота переналадки nп = 1 раз в течении смены; Номенклатура Н= до 200 типов деталей.
Детальноориентированые технологические системы – применяются на предприятиях авиастроения, автомобилестроения, тракторостроения и т.п. в среднесерийном производстве. Коэффициент закрепления операций Кз= 10...20; Частота переналадки nп = 1 раз в неделю; Номенклатура Н= до 50 типов деталей.
Детальноспециализированные технологические системы – применяются на предприятиях крупносерийного производства, автомобилестроение и транспортное машиностроение. Коэффициент закрепления операций Кз= 2...10; Частота переналадки nп = 1 раз в год; Номенклатура Н= до 5...10 типов деталей.
Специальные технологические системы – применяются на предприятиях легкой промышленности и т.д. (спичечная фабрика) в массовом производстве. Коэффициент закрепления операций Кз= 1; Частота переналадки nп = 1 раз в несколько лет; Номенклатура Н= 1...2 типа деталей.
1 2 3 4 5 6
Рисунок 9 – Диаграмма практического применения технологических систем в действующем производстве.
6. Технологические возможности станков с ЧПУ как основного вида технологического оборудовании в составе ГПС. Многоцелевой станок. Особенности технологии обработки деталей на этих станках.
Технологическое оборудование с ЧПУ составляет основу любой технологической системы мех обработки и сборки. Наиболее часто в ГПС применяют многооперационные станки так как они в наибольшей степени удовлетворяют технологическим требованиям: - имеют широкие функциональные возможности; - обладают возможностью переналадки, причем, как по видам и режимам обработки, так и по габаритам обрабатываемой детали и типу инструмента. Вся эта переналадка реализуется с помощью программного обеспечения и работы наладчика. Особенно целесообразно использовать эти станки при обработке деталей сложной формы и высокой трудоемкости изготовления, а так же корпусных деталей. Все станки типа “обрабатывающий центр” и “многооперационные станки” подразделяют на две группы:
1 – с горизонтальной осью шпинделя (66% всех станков типа МС и ОЦ) Эти станки имеют следующие технологические возможности: · возможна обработка деталей с нескольких сторон, при использовании поворотного стола; · имеется комплект инструмента (в “магазине”). Количество инструмента зависит от конструкции магазина (барабанный магазин – 30...40 шт.; цепной магазин – 100...120 шт., револьверная головка – 6...9 шт.); 2 – с вертикальной осью шпинделя. Их технологические возможности те же, что и у первой группы. Технологическое назначение этих станков – обработка сложных пазов в деталях типа “плита”. Они обладают повышенной мощностью привода, увеличенным усилием резания.
Требования к станкам со стороны технологического процесса: 1. Т.к. детали, обрабатываемые в ГПС могут отличаться материалом заготовки (в т.ч. алюминиевые и медные сплавы), то требуются повышенные частоты вращения шпинделя (если обычный станок обеспечивает 2000 об/мин, то такие станки – 10000 об/мин). Это позволяет обрабатывать и мелкие отверстия в стальных деталях. 2. Шпиндельные узлы должны обладать повышенной жесткостью и прочностью конструкции, т.к. станки данного вида применяют как для чистовой, так и для черновой обработки. Кроме того, часто выполняют фрезерные работы, связанные со снятием с большим припуском. 3. Повышенная точность вращения шпинделя, т.к. от этого зависит точность обработки (растачивание отверстий). Для этого в конструкциях шпиндельных узлов применяются механизмы натяга опорных подшипников. 4. В конструкции должна быть обеспечена возможность автоматической смены инструмента, т.е. разработаны специальные механизмы “манипуляторы”, меняющие инструмент. Время на замену инструмента регламентируется до 10 секунд. 5. Должна быть обеспечена возможность удаления стружки из зоны резания, а также подача СОТС в зону резания. Для этого станки снабжают специальным ограждением рабочей зоны типа “Аквариум”. 6. Обеспечение точности перемещения подвижных узлов (стол) точность оговаривается погрешностью позиционирования, а также “ценой элементарного импульса”. |
Последнее изменение этой страницы: 2017-05-05; Просмотров: 947; Нарушение авторского права страницы




 , (3)
, (3) , (4)
, (4) , (5)
, (5) , (6)
, (6)


 … …
… …


 , (7)
, (7)