
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
В ГПС: первичные, промежуточные и исполнительные элементы ⇐ ПредыдущаяСтр 7 из 7
Все элементы управления в ГПС условно делятся на 3 большие группы: 1. Первичные элементы, под которыми понимают измерительные преобразователи (датчики).
2. Промежуточные элементы. Они предназначены для передачи сигналов от датчиков к исполнительному устройству (усилители, выпрямители, сельсины). 3. Исполнительные устройства и механизмы.
Первичные элементы. В условиях ГПС расширяется круг задач, связанных с измерением различных параметров. Помимо измерения форм и размеров самих деталей бывает необходимо измерять температуру, расход жидкости или газа, давления воздуха или масла, осуществлять автоматический счет деталей и т.п. В связи с этим, к подобным устройствам предъявляют дополнительные требования: · большой диапазон измерения; · высокая точность измерения; · помехоустойчивость; · мощность сигнала на выходе. Особым показателем является чувствительность данного устройства:
где: dY – минимальное значение измеряемого параметра на выходе устройства; dX – минимальное значение данного параметра на входе этого устройства. При последовательном соединении устройств чувствительность системы можно записать в виде:
Параллельная система имеет чувствительность:
В зависимости от назначения и вида измеряемого параметра измерительные преобразователи можно подразделить: 1 – устройства, фиксирующие механические параметры (усилия и силы резания), пневматические параметры (давление и расход воздуха), датчики определяющие гидравлическое давление, датчики для определения величин перемещения, температуры, счетчики количества обработанных деталей. 2 – устройства, контролирующие расход жидкости или газа. Это расходомеры. Рассмотрим несколько примеров датчиков, являющихся специфичными для ГПС.
1. Электромеханический датчик усилия. Работает в сочетании с кулачковой предохранительной муфтой.
Рисунок 50 – Электромеханический датчик усилия.
Контролируемым параметром является величина вращающего момента. Выходным сигналом – напряжение в цепи управления, полученное с конечного выключателя. 2. Реле давления для измерения давления масла в трубопроводе.
Рисунок 51 – Гидравлическое реле давления 1 – корпус устройства. 2 – рычаг. 3 – мембрана. 4 – упор. 5 – пружина. 6 – регулировочный винт. 7 – конечный выключатель. 8 – шток.
3. Тензорезисторы, предназначенные для определения величины деформации под действием определенного усилия. Работают по принципу изменения длины проводника и соответственно сопротивления. Используются попарно и приэтом соединяются по полумостовой схеме. Примером практического использования датчиков этого типа может служить «очувствление» промышленного робота для контроля обработанных на станке деталей по диаметру и массе.
Рисунок 52 - Захватное устройство робота с элементами «очувствления» 1 - зажимные рычаги устройства; 2 - базирующие призматические губки; 3 - датчик наличия детали в ЗУ; 4 - ограничитель; 5- тензодатчики (верхний и нижний); 6- упругая тензобалочка; 7 – упор, взаимодействующий с деталью; 8 - ролики; 9 – коническая часть штока пневмоцилиндра; 10 – пружина растяжения; 11 – исполонительный орган (рука) промышленного робота
Рисунок 53 – Схема определения параметров детали адаптивным роботом с помощью тензодатчиков, установленных в его захватном устройстве:
а – общий вид проволочного тензодатчика (увеличено); б – измерение диаметра детали; в – схема установки тензодатчика при измерении массы детали; г – полумостовая схема включения тензодатчиков
Перед началом работы измерительная схема балансируется по эталонной детали, т.е. уравновешиваются сигналы с правой и левой частей схемы соединения тензодатчиков. Измерение фактического диаметра детали сопровождается деформацией в пределах упругости тензобалочки 6 (рис. 52). При этом упор 7 отслеживает положение цилиндрической поверхности детали в призматической губке 2. С увеличением диаметра центр детали поднимается относительно призмы, и балочка деформируется вверх. При деформации балочки вверх датчик, наклеенный на верхней ее плоскости, будет деформироваться на сжатие, т.е. его длина уменьшится. Нижний датчик, наоборот, деформируется на растяжение, что приводит к увеличению его длины. Полумостовая схема соединения датчиков позволяет получать т.н. сигнал рассогласования с этих двух датчиков. При измерении диаметра детали с минусовым отклонением балочка и тензодатчики деформируются противоположно. Далее получают зависимость деформации от отклонения диаметрального размера вала (обработанной детали), приведенную в формуле. Считают при этом, что отклонение вала представляет собой разность фактического размера вала DВ (1) и размера эталонной оправки, по которой производилась балансировка полумостовой схемы измерения при наладке робота DВ (2).
Общий вид проволочного тензодатчика в увеличенном масштабе показан на рис.53 а. Основными характеристиками его являются база (L), которая бывает 5, 10, 15, 20 и 25 мм, а также электрическое сопротивление (R).Далее приводится схема установки тензобалочки при измерении массы деталей (рис. 53 в). Она жестко крепится на руке робота, а само захватное устройство установлено с возможностью смещения на упругой подвеске. Для повышения чувствительности системы тензодатчики наклеиваются с двух сторон балочки и включаются по полумостовой схеме. При работе устройства происходит деформирование тензобалочки. Направление прогиба зависит от размера детали. В любом случае один из тензодатчиков будет сжиматься, и его длина L уменьшится, а другой тензодатчик, наоборот, удлинится вместе с поверхностью балочки, на которую он приклеен. В результате получается разность длин проводников тензодатчиков, что равносильно появлению сигнала рассогласования, который, после усиления, используется в качестве управляющего воздействия в системе управления (например, для отбраковки негодных деталей). Электрическое сопротивление тензорезистора определяется по общеизвестной формуле
а его изменения прямо пропорциональны приращению (уменьшению или увеличению) длины проводника при деформировании его вместе с тензобалочкой:
где К – удельное электрическое сопротивление, зависящее от материала, из которого выполнен проводник тензодатчика; L – длина проводника тензодатчика, S – площадь поперечного сечения проводника. В условиях настоящей схемы измерения площадь поперечного сечения считается неизменной. Электрический управляющий сигнал в виде электрического напряжения, проходя через тензорезисторы, в дальнейшем усиливается и поступает на вход системы управления. Там он анализируется и сравнивается с эталонным значением, которое задано по эталонной детали, на основании значения приращения электрического сопротивления датчика (положительного или отрицательно ), пропорционального деформации датчиков, и, соответственно, фактическому диаметру обработанной детали. Полученные данные могут быть использованы для отбраковки негодных деталей (автоматизированный контроль) либо для их сортировки на группы для последующей селективной сборки.
4. Потенциометрические (потенциометры). Могут использоваться для определения величины перемещения какого-либо узла в зависимости от изменившегося сопротивления переменного резистора, при этом ползунок закрепляется на подвижном узле. Данное же устройство можно применять для определения скорости движения узла. Примеры - см. в курсе лекций по УСП.
5. Датчики для определения частоты вращения (тахогенераторы). Типовой конструкцией датчика является устройство, предназначенное для контроля частоты вращения, которое использует эффект взаимодействия магнитного поля от вращающихся постоянных магнитов с короткозамкнутой обмоткой статора, закрепленной на втором соосном валу. При увеличении частоты вращения первого вала второй вал увлекается вращающимся магнитным полем и поворачивается на некоторый угол. В результате этого замыкаются контакты К1 или К2 в зависимости от направления вращения.
Рисунок 54 – Тахометрический датчик (схема в поперечном разрезе)
1 – вал, выполненный в виде ротора, в котором закреплены постоянные магниты. 2 – короткозамкнутая обмотка. 3 – толкатели. 4 – постоянные магниты. 5 – контакты. 6. Устройство, применяемое для контроля температуры (термодатчики). В основе работы таких устройств лежат различные физические явления (тепловое расширение материала, изменение сопротивления, светимость при высоких температурах, возникновение термо-ЭДС). На практике применяют следующие виды термодатчиков: а) контактный термометр. В него заливается ртуть как токопроводящая жидкость. Герметичность колбы исключает ее вредное воздействие.
Рисунок 55 – Контактный ртутный термометр
Первый контакт устанавливается в колбе с ртутью и несколько контактов по высоте трубки с шагом, обеспечивающим дискретность измерений. О величине температуры судят по сигналу, снимаемому между парой контактов. Недостаток – дискретность при определении температуры до 10о и более. б) биметаллические датчики. Они используют эффект линейного расширения материалов при нагревании, которое может быть различным в зависимости от материала. Они работают в комплекте с конечным выключателем. Данный метод используется в различных термореле.
Рисунок 56 – Биметаллический датчик
в) дилатометры. Работают на принципе биметаллических пластин, т.е. обеспечивают увеличение длины одной из деталей по отношению к другой на некоторую величину Dh, которая контролируется любым известным способом.
Рисунок 57– Дилатометр
г) термопары. Применяются, как при обычных, так и при высоких температурах, порядка 500о С и выше (схема достаточно проста и не приводится).
7. Расходомеры. В ГПС возникает задача контролировать расход жидкости или газа. В настоящее время разработано множество таких датчиков. Практическое применение получили два типа датчиков: а) тахометрические, б) индукционный.
Рисунок 58 – Тахометрический датчик
1 – врезка в трубу. 2 – крыльчатка. 3 – подшипниковая опора. 4 – обтекатели. 5 – обмотка, в которой наводится ЭДС, регистрируемая прибором 6.
Величина наводимой ЭДС зависит от частоты вращения крыльчатки. Индукционные применяются ограниченно, только для проводящих жидкостей. Принцип действия заключается в измерении ЭДС, возникающей в самом потоке жидкости под действием постоянного магнитного поля в зависимости от скорости движения жидкости.
Рисунок 59 – Индукционный расходомер
8. Фотодатчики. Применяются двух типов: а) датчики, основанные на применение внешнего фотоэффекта. Т.е. в этих датчиках под действием светового излучения с катода выделяются свободные электроны, перемещаются на анод, замыкая цепь.
Рисунок 60 – Фотодатчик внешнего фотоэффекта
б) датчики, работающие на принципе внутреннего фотоэффекта (фоторезисторы). Сущность их работы основана на изменении электрического сопротивления под действием падающего света.
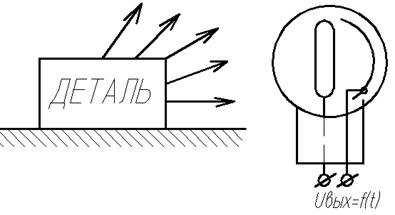
Пример 1: использование фотодатчика для измерения температуры сильно нагретой детали (используется светимость детали).
Рисунок 61 – Фотодатчик для измерения температуры
Пример 2: счетчик деталей с применением дополнительного источника света.
Рисунок 62 – Счетчик деталей
Пример 3: определение прозрачности жидкостей, применяемых в технических целях.
Рисунок 63 – Определение прозрачности жидкостей
Пример 4: контроль состояния поверхностей с помощью фотодатчика. Используются отраженные лучи, попадающие на поверхность детали. Чем выше микронеровности, тем больше рассеивание света.
Рисунок 64 – Контроль состояния поверхности
Промежуточные элементы нами не рассматриваются, т.к. выходят за рамки нашей специальности. Исполнительные устройства могут выполняться любыми, в зависимости от конкретной задачи.
19. Производственный процесс – основа проекта ГПС. Основные требования к построению технологических процессов. Исходные данные, последовательность и основные этапы проектирования.
1. Особое внимание следует уделить к выбору рационального метода обработки. При этом необходимо выделять качественные изменения по сравнению с обычными действующими техпроцессами. 2. Технологические маршруты должны обладать гибкостью, чтобы можно было менять и применяемое оборудование, и этапы нахождения деталей в производстве, при этом учитываются конкретные производственные ситуации. 3. Особое внимание следует уделять выполнению правил ЕСТПП. Это необходимо в связи с возрастанием ответственности технолога-проектировщика за принятое им решение и в связи с возрастанием значения самой технологической документацией, при этом при подготовке производства выполняются следующие мероприятия, входящие в эту систему: а) производят анализ номенклатуры выпускаемых изделий на данном предприятии; б) группирование объектов производства на основе общности конструкторских и технологических признаков. Конструкторские признаки – габариты детали, форма детали, соотношение размеров детали, наличие различных элементов конструкции, масса детали, материал. Технологические признаки: точность обработки, качество поверхностей, общность применяемого инструмента, общность режимов обработки, наличие термообработки; в) анализ деталей с точки зрения технологичности их конструкции. Технолог, курирующий разработку ГПС, имеет право вносить изменения в конструкцию деталей по согласованию с конструктором изделия. Чаще всего анализ на технологичность деталей производится к какому-либо конкретному оборудованию; г) разработка групповых технологических процессов; д) на основании разработанных групповых техпроцессов уточняется перечень применяемого оборудования и технологического оснащения; е) в случае, если технологическое оснащение не выбрано из имеющихся унифицированных видов, то организуется заказ на проектирование специального оснащения.
(ВНИМАНИЕ! ВОПРОС 20 не рассматривается как традиционный для общей технологии машиностроения) 20. Подготовка производства с учетом точностных требований к выпускаемой продукции. Формулирование требований по точности, производительности, гибкости, мощности резания, по составу и компоновке (на примере ГПМ).
Требования к технологическим процессом обработки деталей в ГПС. Группирование обрабатываемых деталей. Особенности расчета режимов резания. Требования к групповым техпроцессам 1. Маршрут обработки, принятый для деталей всей группы, должен обеспечить обработку любой детали, входящей в эту группу в соответствии с чертежом и техническими требованиями. 2. Набор инструментов технологической оснастки должен быть пригоден для обработки всей группы деталей. 3. Применяемое оборудование должно обеспечить переналадку для обработки всех деталей группы при минимальных затратах времени на переналадку и при условии выполнения заданной производительности обработки. В связи с отмеченными особенностями техпроцессов можно сформировать общие требования: 1 – Возможность формообразования деталей на многоперационных станках с ЧПУ. 2 – Необходимо принять как можно меньшее количество типов станков в ГПС (стараясь при этом использовать однотипные станки с однотипными системами управления. Это необходимо для повышения структурной гибкости). 3 – Назначать оптимальное количество технологических переходов, выполняемых за один установ детали. 4 – Максимальная унификация узлов, агрегатов и оборудования, применяемого в ГПС. 5 – Правильный выбор баз и точек закрепления деталей для обеспечения доступа инструмента при многоинструментальной обработке. 6 – Необходимо исключить операции по ручной настройке инструмента на станке. 7 – Необходимо учитывать время работы инструмента для того, чтобы можно было одновременно произвести замену всех инструментов на данной наладке. 8 – В техпроцессе необходимо предусмотреть операции, исключающие последующую ручную обработку.
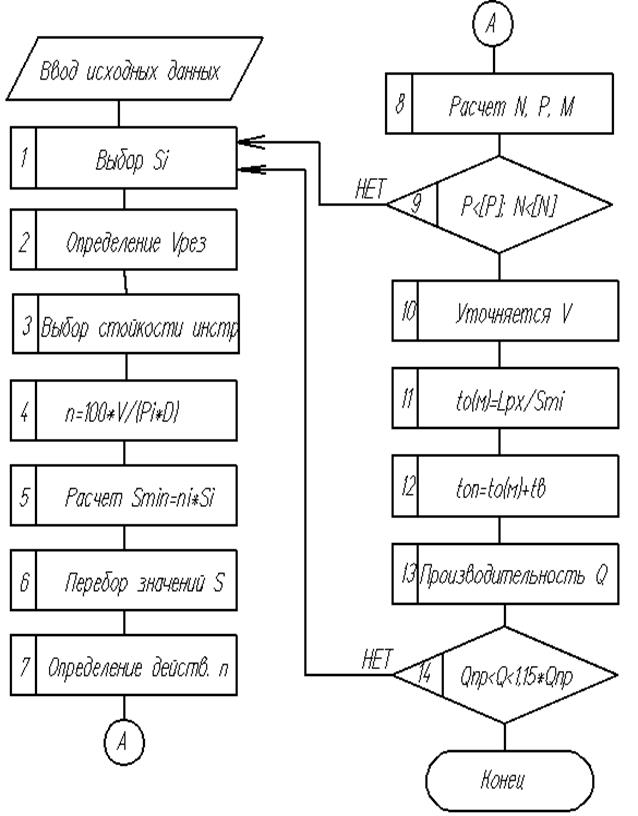
Особенности расчета режимов резания при многоинструментальной обработке в условиях ГПС
Порядок расчета рассмотрим в виде блок-схемы алгоритма.
Рисунок 65 – Алгоритм расчета режимов резания в условиях ГПС
22. Порядок определения параметров автоматизированного склада деталей и заготовок как составной части ГПС механообработки. Учет технологических норм при определении вместимости.
1. Рассчитывается вместимость склада по количеству ячеек при условии, что в каждую ячейку устанавливается один спутник с деталью:
где: S – вместимость стеллажа. Д – число деталеустановок, проходящих через данную ГПС. Фс – действительный фонд времени работы одного станка в течение месяца. tо – средняя трудоемкость обработки одной деталеустановки. Nм – месячная программа выпуска данных деталей.
2. Определяется месячная программа выпуска:
3. Определяется время обработки как средняя трудоемкость, потому что время обработки каждой детали – представителя группы может быть различна.
где: nг – число групп деталей, входящих в номенклатуру.
4. Используется структурная формула стеллажа:
S=K*J*R ( )
Данная вместимость стеллажа, рассчитанная по технологическим параметрам, должна быть увеличена на 10% для создания запаса ячеек на случай, если будет увеличено количество деталей (гибкость по объему выпуска). Здесь: К – количество рядов стеллажа; К=1...2; J – число ярусов по высоте (оно может быть любым, исходя из высоты производствненных зданий, равной 4 или 6 метров); R – количество ячеек по длине стеллажа. Оно определяется после назначения двух первых величин по формуле:
Если К=2, то R принимаем по формуле: R = Rрасч +2 ( )
Это делается для выполнения двух окон передачи спутников из одного ряда в другой ряд.
5. Учет размера ячейки под плиту спутника. Плиты бывают двух типоразмеров:
b1=500х500 мм; b2=630х630 мм.
6. Учитывают размер ячейки по высоте:
hяч=h+z ( )
где: h – высота спутника вместе с деталью; z – гарантированный зазор между деталью и следующим ярусом =50 мм.
7. Определяются габариты стеллажа по формулам:
L=R*b – длина ( ) B=K*b – ширина ( ) H=J*hяч – высота ( )
Здесь выполняется проверка на соответствие высоте производственного помещения; длина должна быть меньше либо равна длине линии станков данной ГПС: Lc=nc*bc ( ) где: nc – количество станков; bc – габарит станка вдоль ГПС.
Если проверки не выполняются, то корректируется структурная формула стеллажа, с целью сокращения его длины и получения более компактной схемы. В завершение составляется и оформляется эскиз стеллажа с простановкой габаритных размеров и расположения ячеек. Наносятся основные параметры: К, I, R. На его основе делается строительный проект с расчетом фундаментов. |
Последнее изменение этой страницы: 2017-05-05; Просмотров: 585; Нарушение авторского права страницы
 (10)
(10) (11)
(11) (12)
(12)



 ,
,  .
. , (3)
, (3) , (4)
, (4)









 ( )
( ) . ( )
. ( ) , ( )
, ( ) . ( )
. ( )