
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Классификация промышленных роботов. Критерии выбора модели робота
Классификация ПР до настоящего времени полностью не устоялась. Модель робота выбирается механиком или ведущим технологом в соответствии с ниже приведенными признаками.
I. Степень организованности. 1 – роботы первого поколения – жестко программируемые. Они работают по жесткой неизменяемой программе и используют цикловую программу управления и жесткие упоры для позиционирования. Привод – пневматический. 2 – адаптивные роботы – 2-го поколения. Такие роботы снабжены специальными устройствами, позволяющими адаптироваться к производственной обстановке (захватное устройство, контролирующее массу заготовки, размер детали и т.п.). 3 – роботы 3-го поколения – интеллектуальные, интегральные. Они могут работать в режиме самообучения, используя общую программу “целеуказание”. Для этого их снабжают системами технического зрения, и они могут оперировать деталями, не имеющими определенного положения. Данные роботы пока широкого производственного применения не нашли из-за сложности и дороговизны. II. Тип системы управления. 1 – позиционная система, когда робот отрабатывает перемещения по заданным координатам опорных точек. Это сопровождается простыми траекториями, и используется на Роботы служат для выполнения простых линейных перемещений, ограниченных опорными точками, траектории отрабатываются с постоянными скоростями. Такие ПР применимы при автоматизации сборочных работ, складирования и др. простых технических операциях (установка – снятие детали). 2 – контурная система – обеспечивают перемещение по сложным пространственным траекториям, причем скорость перемещения можно менять, (сварка, окраска, нанесение клея и т.д.).
III. Степень специализации. · специальные, т.е. для специальных технологических операций; · универсальные, т.е. для выполнения различных технологических операций
IV. Тип привода. 1 – пневмопривод (150 моделей, 55% всех существующих моделей). Достоинства: - высокое быстродействие; - относительная простота конструкции робота. Недостатки: - мало развиваемые усилия; - сложность регулирования режимов перемещения. 2 – гидравлический привод (40% всех моделей) – тяжелые роботы в кузнечно-прессовом производстве для массивных заготовок. Достоинства: - большие развиваемые усилия привода; - возможность плавного изменения скорости. Недостатки: - наличие загрязнений из-за утечек масла; - сложность привода из-за присутствия гидростанций. 3 – электромеханический привод (10%, но развиваются).
(БОЛЕЕ ПОДРОБНО ПО ПРИВОДАМ ПР - СМ. НИЖЕ)
Возможны сочетания приводов в одной конструкции ПР Специфические требования к ПР: · минимальные габариты и вес · повышенные энергетические характеристики · легкость регулирования в большом диапазоне скоростей · реверсивность · плавность движений, простота изменения режимов · взаимосвязанная работа всех по степеням подвижности
Электродвигатель – не требует промежуточного рабочего тела (жидкости или воздуха), нет необходимости в гидростанциях, издающих шум, легко регулируются по скорости. С ними просто создать замкнутые следящие приводы (для контурных СУ). Этот вид приводов получает все большее распространение в ПР. Кроме привода для конструкции ПР характерно наличие: 1. Усилителей мощности 2. Передаточных устройства 3. Корректирующих цепей (по необходимости) 4. Датчиков обратной связи (по необходимости) Наличие всех указанных элементов необходимо в замкнутых следящих системах. Большинство же пневмоприводов, часть гидроприводов и приводы с шаговыми электроприводами действуют по разомкнутому принципу. Наиболее просты приводы с пневматическими силовыми цилиндрами. Пневмоприводы Они могут быть непосредственно связанными с механизмами поступательного перемещения либо преобразовывать его во вращательное:
a - модуль поступательного перемещения с силовыми цилиндрами; б - высокомоментные электродвигатели непосредственно в шарнире модуля; в - с механизмом рейка-шестерня; г - с парой винт-гайка; д - гибкая связь с использованием цепи, ленты и т.д.
Рисунок 21 – Типы пневмоприводов, используемых в ПР
1 - входной штуцер; 2 – вентиль; 3 – влагоотделитель; 4 - пневмоклапан редукционный; 5- манометр; 6 – маслораспылитель; 7 – пневмораспределитель; 8 – пневмоцилиндр. Рисунок 22 – Схема пневматического циклового робота (одной степени подвижности)
Исполнительные пневмоцилиндры – это цилиндры с прямолинейным движением поршня. Подача воздуха идет через распределитель, а выход воздуха через другой. Скорость движения регулируется дросселем с изменяющимся проходным сечением. Подробней изображено на схеме:
Рисунок 23 – Пример линейного пневмопривода с распределителем
Пневмодвигатель дает большую скорость движения. При цикловом управлении оно ограничивается упорами. Для исключения резких ударов в конце хода предусматривается торможение. Используется внутренний процесс торможения либо устанавливается внешний демпфер. Часто ставится задача обеспечить несколько точек позиционирования.
1 – корпус; 2 – шток.
Рисунок 24 – Пневмоцилиндр, обеспечивающий четыре точки позиционирования
За счет работы левого цилиндра АВ корпус 1 может перемещаться на величину X1, а выходной шток 2 за счет работы правого цилиндра СД - на величину X2, причем отношение X1 к X2 = 1 к 2. Поэтому, если оба перемещения отсутствуют, имеем положение 1, при перемещении на X1 – положение 2, при X2 положение3, а при X1 +X2 – положение 4. По второй схеме несколько позиций осуществляется устройством нескольких выходных отверстий (1-7) в атмосферу, причем открывается одно из них. Например, надо остановится в позиции 4, то откроется это отверстие и поршень остановится когда перекроет его.
Рисунок 25 – Многопозиционный позиционер
1 - пневмоцилиндр основной; 2 - пневмоцилиндр тормозной; 3 - датчик обратной связи; 4- рейка; 5 - шток исполнительного устройства
Рисунок 26 – Пневматическая система позиционирования с датчиком обратной связи (принципиальная схема)
Рисунок 27 – График работы системы и образование погрешности позиционированя
Особенностью пневмоприводоя ПР является применение неполноповоротных пневмоцилиндров для осуществления движения поворота. Этоо упрощает конструкцию привода. Пример приведен на рис. 28.
Рисунок 28 – Неполно-поворотный пневмоцолиндр Гидравлические приводы.
ГП применяются для ПР двух видов: 1. дроссельного управления · с гидронасосом постоянной подачи · с гидронасосом переменной подачи 2. объемного управления Управляться может либо гидроцилиндр, либо гидромотор. Гидронасос постоянной подачи дешевле, чем переменной, но больше энергетические затраты из-за потерь при постоянном нагнетании жидкости при высоком давлении (идет перелив в бак с образованием дополнительной теплоты, поэтому еще требуется охлаждение гидросистемы). Этих недостатков нет у привода дроссельного управления с гидронасосом переменной подачи. Поэтому постоянная подача масла в гидростанции характерна для моделей ПР малой грузоподъемности, а переменной – для роботов большой и сверх большой грузоподъемности (сотни кг).
1 – бак; 2 - заборный фильтр; 3 - гидронасос переменной подачи; 4 - регулятор подачи насоса; 5- электродвигатель; 6 - фильтр тонкой очистки; 7 - пневмогидравлический аккумулятор; 8 - золотниковый распределитель; 9 – гидроцилиндр; 10 - золотниковый распределитель; 11 – гидромотор.
Рисунок 29 – Схема гидравлического привода дроссельного управления с гидронасосом переменной подачи.
Пневморегулятор служит для стабилизации давления в нагнетающей магистрали при резких изменениях давления (подключение, отключение потребителей). Дросселирование потоков рабочей жидкости идет за счет изменения проходных сечений золотникового распределителя 8 (10). Проходное сечение зависит от положения кромок золотника относительно протоки золотниковой втулки. Смещение золотника определяет скорость и направление перемещения гидродвигателя.
1 – бак; 2 - заборный фильтр; 3 - гидронасос переменной подачи; 4 – электромотор; 5 - гидронасос с изменяющейся подачей масла; 6 - микрогидродвигатель дроссельного управления; 7 - обратный клапан; 8 - предохранительный клапан; 9 – гидромотор; 10 – гидроцилиндр. Рисунок 30 – Схема гидравлического привода объемного управления. Подача масла гидронасосом 5 регулируется гидродвигателем 6, работающим по принципу дроссельного регулирования от насоса 2 постоянной подачи. Обратные клапаны 7 служат для подпитки гидросистемы маслом, клапаны 8 – исключают случайные перегрузки в магистралях. Особенность: каждый из двигателей 9 и 10 должен иметь свою отдельную систему регулирования (4, 5, 6). Часто в гидросистемах ПР используется неполноповоротный лопостной гидродвигатель, называемый также гидроквадрантом. Вал 1 с лопастью 2 поворачивается в корпусе 3 при поступлении масла под давлением в ту или иную полость корпуса от специального золотникового устройства 4. Угол поворота до 270о. Устройство может поворачивать звено механизма манипулятора без промежуточных передач.
V. Точность позиционирования. По этому показателю ПР делятся на три группы: 1 –роботы невысокой точности; погрешность позиционирования Δ П ≥ ± 0, 5 мм; 2 – роботы средней точности позиционирования, для которых погрешность Δ П = ±(0, 1...0, 5) мм; 3 – роботы высокой точности позиционирования; их погрешность не превышает Δ П = ± 0, 1 мм. Точность позиционирования определяется через соответствующую погрешность, которая определяется как разность между фактическими координатами точки позиционирования и заданными по программе в памяти робота. Данная погрешность является двумерной случайной величиной, т.к. определяется на плоскости в двух координатных осях ОХ и ОУ. Причем она зависит от множества факторов, трудно учитываемых по отдельности. Она определяет точностные свойства промышленного робота и является случайной погрешностью, так как на нее влияют несколько факторов: · непостоянство массы детали; · непостоянство сил трения; · непостоянство направляющих; · колебания давления; · колебания скорости перемещения и т.д. Для ее определения в захватное устройство ПР закрепляют эталонную оправку, затем производят повторение рабочих циклов не менее 25 раз. В каждом рабочем цикле происходит фактическое смещение центра оправки от координат точки, заданной программой, в этом и заключается появление погрешности. Установлено, что все точки позиционирования располагаются на плоскости в предлах элипса рассеивания. Большая ось элипса располагается вдоль линии наименьшей жесткости механизма ПР. Сама же погрешность подчиняется нормальному закону распределения. Погрешность характеризуется величиной поля рассеивания, которое и устанавливает практическое значение этой величины в полученных пределах. Строят полигон и кривую практического распределения погрешности, после чего наносят в том же масштабе допускаемое значение погрешности Δ П. Иначе говоря, производят сравнение с паспортными данными робота. Далее делается вывод о соответствии ПР точностным требованиям.
Рисунок 31 – Схема к определению погрешности позиционирования ПР Кривая, ограничивающая точки позиционирования на плоскости, называется “эллипс рассеивания”, причем установлено, что данная погрешность подчиняется нормальному закону распределения по каждой из осей. В каждом отдельном рабочем цикле погрешность позиционирования определяется достаточно просто:
Данная величина указывается в паспорте робота и должна проверяться экспериментально при получении робота и при последующей эксплуатации.
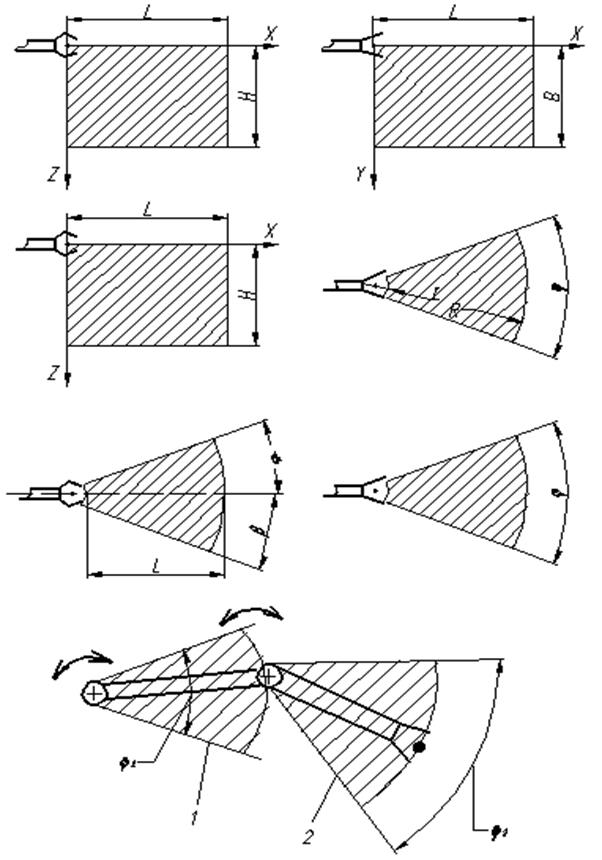
VI. – по виду рабочей зоны робота. Под рабочей зоной понимается то трехмерное пространство, в котором располагаются опорные точки траектории робота. Технолог обязан разместить в этом пространстве все виды оснастки как самого робота, так и самого станка. Форма рабочей зоны связана с системой координат, которую использует данный робот. Поэтому различают следующие виды рабочих зон: а – прямоугольная рабочая зона. Данная рабочая зона удобна для операций сборки, но отсутствуют криволинейные перемещения робота. б – цилиндрическая форма рабочей зоны. L=R – r. Появляется угол поворота j. Поэтому данная схема удобна при обслуживании роботом нескольких единиц оборудования. в – сферическая рабочая зона (использует полярную систему координат). Данные промышленные роботы обеспечивают сложные пространственные перемещения (сваривание швов, нанесение покрытий и т.д.). г – комбинированные – более сложные рабочие зоны, сочетающие элементы а, б, в. Применяются в наиболее сложных производственных случаях (чтобы обеспечить доступ роботов в трудно доступные точки). Частным случаем такой комбинированной системой координат является ангулярная.
Рисунок 32 – Разновидности систем координат и рабочих зон роботов VII. Грузоподъемность. Под грузоподъемностью понимается способность ПР поднимать, переносить и надежно удерживать полезный груз на всех режимах манипулирования.
По этому показателю все роботы условно подразделяются на три группы: 1 – легкие промышленные роботы (с грузоподъемностью менее 5 кг); 2 – средние роботы (с грузоподъемностью от 5до 60 кг); 3 – тяжелые (более 60 кг). Необходимо учитывать, что в грузоподъемность робота должна входить масса захватного устройства, т.е. – это сумма массы детали и захватного устройства, где обе величины принимаются, примерно, по 50%. Практически можно считать:
G = Mдет + MЗ.У.
VIII. – по сборочному или рабочему усилию, развиваемому приводами робота 1 – силовые роботы – усилие привода превышает 100 Н; 2 – несиловые (сила меньше 100 Н).
IX – по конструктивному исполнению. 1 – встроенные в технологическое оборудование; 2 – автономные (независимые от оборудования); 3 – стационарные (напольные или подвесные); 4 – подвижные (транспортные).
X – по числу степеней подвижности. С одной, двумя, ..., восемью степенями подвижности. В моделях имеющих больше шести степеней подвижности некоторые из них дублируются для получения более сложных траекторий и доступа в закрытые части пространства.
(БОЛЕЕ ПОДРОБНЫЕ СВЕДЕНИЯ ОБ ОПРЕДЕЛЕНИИ ЧИСЛА СТЕП. ПОДВИЖНОСТИ - СМ. НИЖЕ) На основании приведенной классификации технолог выбирает нужную модель робота, учитывая при этом стоимость модели, объем памяти системы управления и занимаемую площадь. Дополнительные параметры указаны в табл. Таблица – Дополнительные критерии выбора модели робота
(ДОПОЛНИТЕЛЬНЫЕ СВЕДЕНИЯ) Число степеней подвижности определяют по формуле Соснова-Малышева:
W=6n-5p5-4p4-3p3-2p2-p1;
Где: n - число подвижных звеньев кинематической цепи; p1, p2, p3, p4, p5 - число кинематических пар соответственно 1, 2, 3, 4, 5 - классов. Для плоских механизмов:
Wпл=3n-2p5-p4;
Для механизмов, образованных только парами 5 класса:
W=6n-5p5 или W=3n-2p5; Число «n» подвижных звеньев в открытых кинематических цепях всегда равно числу пар: n=p1+p2+p3+p4+p5;
Таким образом, для ПР и манипуляторов:
Wм=p5+2p4+3p3+4p2+5p1;
Или для плоского механизма: W1.пл=p5+2p4;
Все относительные движения звеньев МС ПР можно разделить на 3 вида: 1. ориентирующие или локальные 2. транспортирующие или региональные 3. координатные или глобальные В 1 случае движение ЗУ (инструмента) соизмеримо с его размерами. Во 2 случае движение соизмеримо с размерами рабочей зоны ПР и определяется размерами руки и ее звеньев. В 3 случае перемещение на расстояния, превышающее размеры самого ПР и обслуживаемого им рабочего места (характерно для подвижных ПР).
Механическая система (МС) - обеспечивает выполнение двигательных функций (это собственно манипулятор ПР) – пространственный механизм с разомкнутой кинематической цепью. Она состоит из: · несущая конструкция · приводы · передаточные механизмы · исполнительные механизмы · ЗУ (постоянно закрепленные или быстросменные) Обозначения звеньев и кинематических пар приведено по ГОСТ 2.707-68 с дополнительными обозначениями, рекомендованными для ПР. Наибольшее применение нашли КП 5 класса – вращательные или поступательные, обеспечивающие 1 степень свободы. Совокупность нескольких подвижных звеньев обеспечивает заданное число степеней подвижности, что является высшей характеристикой МС ПР.
1. основание - неподвижное звено в виде опоры или путепровода 2. корпус (стойка, каретка) 3. механическая рука – исполнительный орган 4. ЗУ Число степеней подвижности: основания W=0, корпуса Wк > = 0 и определяется подвижностью (мобильностью) робота, механической руки Wм > = 1 и определяется назначением робота, захватного устройства Wз> = 0 и определяется способом зажима детали – объекта манипулирования.
Маневренность - это число степеней подвижности МС при фиксированном положении ЗУ, которое определяет способность обхода рукой препятствий в рабочей зоне при выполнении сложных операций.
Коэффициент сервиса - характеристика возможности подхода ЗУ (конечного звена манипулятора) в заданную точку с различных направлений, дает представление о двигательных возможностях манипулятора.
Коэффициент сервиса определяется так (в данной точке):
Нулевые значения – па границе рабочей зоны, где ось ЗУ может занимать только одно положение. При значении равном 1 получаем точки рабочего пространства 100% сервиса, когда ось ЗУ может занимать любое пространственное положение. Полный коэффициент сервиса ПР принято называть среднее значение коэффициента сервиса в рабочем пространстве, объемом V:
Для этого расчета рекомендуется использовать ЭВМ. Система координатных перемещений (система координат ПР) определяет кинематику основных движений и форму рабочего пространства. К основным движениям относятся все движения МС кроме движения «зажим-разжим» ЗУ, ориентирующих движений, а так же дополнительных перемещений основания ПР. Системы координат бывают прямоугольные и криволинейные. Прямоугольные бывают: · плоские · пространственные, здесь деталь перемещается ПР прямоугольно по 2м или 3м взаимно перпендикулярным осям соответственно. Криволинейные бывают: · плоские полярные – когда деталь перемещается в одной плоскости по радиус-вектору, поворачиваемому на угол · цилиндрическая – дополнительно к первому виду есть перемещение по нормали к указанному вектору (ось Z) · сферическая (полярная)- движения линейные на величину радиуса r и два угловых перемещения на угол s и d в двух взаимно перпендикулярных плоскостях · ангулярная – свойственна многозвенным конструкциям МС. Деталь перемещается в плоскости благодаря относительным поворотам звеньев руки, имеющих постоянную длину (робот ARX-2).
На схемах эти системы координат выглядят так, как они представлены на рисунке 33.
· прямоугольная плоская
· прямоугольная пространственная
· криволинейная (а - плоская, б - цилиндрическая, в - сферическая)
Рисунок 33 – Некоторые иные разновидности систем координат и рабочих зон ПР Далее даны примеры структурных кинематических схем ПР, с помощью которых реализуются эти движения 1. Прямоугольная: а – плоская, б – пространственная.
2. Криволинейные: а – полярная плоская, б – цилиндрическая, в – сферическая.
3. Ангулярные системы: а – плоская, б – цилиндрическая, в – сферическая.
Рисунок 34 – Структурные кинематические схемы промышленных роботов |
Последнее изменение этой страницы: 2017-05-05; Просмотров: 829; Нарушение авторского права страницы











 (9)
(9)


 Механическая система ПР структурно делится на 4 элемента:
Механическая система ПР структурно делится на 4 элемента:  Иначе, это совокупность возможных положений оси ЗУ, при которых его центр находится в заданной точке рабочего пространства. Он зависит от телесного угла Q, называемого углом обслуживания (сервиса).
Иначе, это совокупность возможных положений оси ЗУ, при которых его центр находится в заданной точке рабочего пространства. Он зависит от телесного угла Q, называемого углом обслуживания (сервиса).







