|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ДЕФЕКТАЦИЯ ПОРШНЯ СУДОВОГО ДВССтр 1 из 8Следующая ⇒
Для нормальной и длительной эксплуатации любого механизма, кроме регламентированной точности зазоров необходимо обеспечить правильное геометрическое расположение рабочих поверхностей, т. е. параллельность или перпендикулярность сопрягающихся поверхностей. Рассматривая судовой ДВС, следует в процессе его сборки обеспечить параллельность наружной образующей поверхности поршня зеркалу цилиндровой втулки. Отклонение параллельности этих поверхностей не должно превышать 0, 15 мм/м. Указанная погрешность зависит от целого ряда звеньев, но наибольшая ее доля подает на узел поршень-шатун. В силу чего к координации поверхностей этих деталей предъявляются жесткие требования.
А. Технические условия на обработку поршня Ось отверстия под поршневой палец должна быть перпендикулярна оси поршня и пересекать ее. Допускаемые отклонения: а) на неперпендикулярность – b ≤ О, 10 ÷ 0, 15мм/м; б) на смещение оси отверстия под палец от оси поршня - ≤ 0.10 + 0, 30мм.
Проверка координации поверхности поршня 1. Проверка перпендикулярности осей отверстия под поршневой палец и поршня производится различными способами, один из котopыx рассмотрим: а) косвенная проверка на плите 6 при помощи контрольного валика 1 и индикатора 4, установленного на штативе 7, или микроштихмаса 5 (рис 1). При такой проверке торец поршня, устанавливаемый на плиту, должен быть, перпендикулярен его оси. Неперпендикулярность осей определяется по формуле:
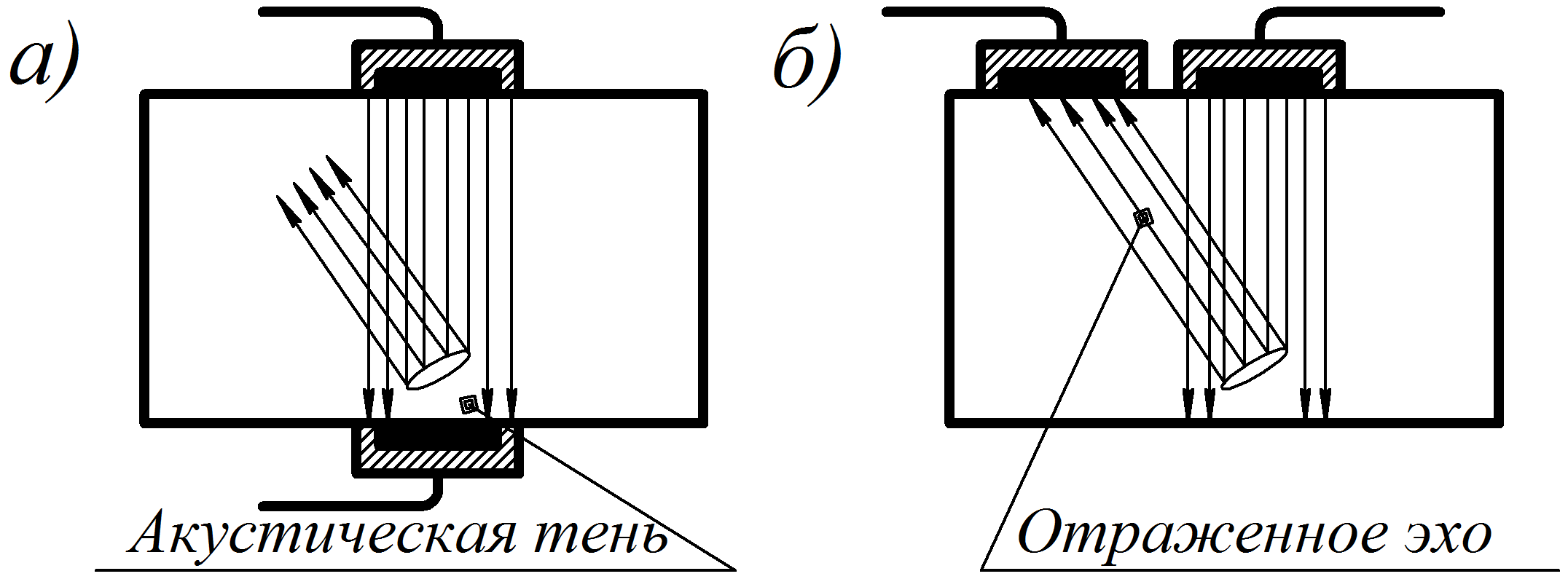
ДЕФЕКТОСКОПИЯ МЕТОДОМ ОТРАЖЕННОГО ИЗЛУЧЕНИЯ Дефектоскопию методом отраженного излучения можно осуществить двумя способами: акустической тени и отраженного излучения. При первом способе (рис.1, а) контролируемое изделие располагается между двумя индикаторами, один из которых посылает ультразвуковые колебания, а другой их принимает. Если у детали имеется дефект, то часть ультразвуковых колебаний отразится от него и не достигнет индикатора. Вследствие этого за дефектом образуется «акустическая тень».
Рисунок. 1. Схема ультразвуковой дефектоскопии При втором способе (рис.1, б) оба индикатора располагаются на одной какой-либо стороне детали, а индикатор – приемник воспринимает лишь ультразвуковые колебания, отраженные от дефекта. Способ акустической тени обладает сравнительно малой чувствительностью, поэтому большее распространение получил способ отраженного излучения с использованием импульсных ультразвуковых дефектоскопов. Наиболее существенным достоинством дефектоскопии методом отраженного излучения является возможность выявления глубинных дефектов, как у отдельных деталей, так и у деталей, находящихся в сборочных единицах, независимо от материала, из которого они изготовлены. Например, можно выявить дефекты в осях колесных пар, шейках коленчатого вала, не снятого с дизеля, болтах крепления полюсов тягового электродвигателя, находящегося под тепловозом, и т. д. Недостатком этого метода является необходимость изготовления «своего» индикатора для проверки каждого типа изделия, а иногда и отдельных его участков. Кроме того, метод отраженного излучения требует не только настройки дефектоскопа для проверки каждого типа изделия, но и знания особенностей работы аппаратуры и навыков по расшифровке дефектов. КРИТЕРИЯ ОТКАЗА.
|
Последнее изменение этой страницы: 2017-05-06; Просмотров: 618; Нарушение авторского права страницы

 Или для способа по рисунку:
Или для способа по рисунку: