|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ПЕСКОДУВНО-ПРЕССОВЫЕ МАШИНЫ
Пескодувно-прессовый метод широко применяют в автоматах для получения форм в съемных опоках (безопочная формовка). Автоматические линии безопочной формовки на базе пескодувно-прессового метода уплотнения имеют высокую производительность (более 300 форм в час), а получаемые отливки — высокую точность. Смеси, применяемые при пескодувно-прессовом методе уплотнения, имеют повышенную прочность при сжатии в сыром состоянии (
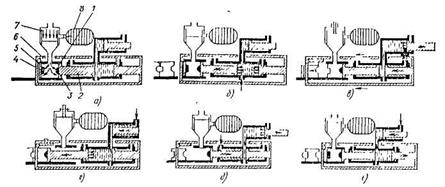
Рис. 10.20. Схема работы пескодувно-прессового автомата для изготовления безопочных форм
Принцип работы пескодувно-прессового автомата для уплотнения сырых разовых безопочных форм вертикальным разъемом показан на рис. 10.20. Прессовый цилиндр 1, расположенный горизонтально, герметично соединен с пескодувным резервуаром 7. Одна половина модели 3 закреплена непосредственно к поршню 2, а другая половина 4 — на плите 5. Смесь из пескодувного резервуара вместе с сжатым воздухом, поступающим из ресивера 8, вдувается в полость формы (рис. 10.20, а) и прессуется поршнем 2 (рис 10.20, б). Затем корпус 6 перемещается влево, вместе с ним уходит модельная плита 5, при этом происходит вытяжка модели 4. После отхода влево на определенное расстояние модель вместе с плитой 5 откидывается в горизонтальное положение (рис. 10.20, в). При следующей операции поршень 2 проталкивает готовую форму вперед. Полуформа (ком) соприкасается с ранее изготовленной полуформой, и весь ряд полуформ перемещается. Одновременно продолжается загрузка пескодувного резервуара (рис. 10.20, г). Затем следует возврат плиты в исходное положение главным цилиндром (рис. 10.20, д), после чего камера закрывается, и машина готова для повторения цикла (рис. 10.20, е). Последовательность операций осуществляется согласно циклограмме с помощью поворота плоского золотника, имеющего шесть фиксированных положений, соответствующих шести рабочим операциям машины. Поворот плоского золотника в положение следующей операции происходит автоматически. Стержни проставляются специальной поворотной рамой, расположенной сбоку автомата. Стержни, предпочтительно оболочковые, оператор устанавливает в знаки макета формы, закрепленные на поворотной раме. В этом положении они удерживаются благодаря небольшому вакууму. При включении привода рама поворачивается на 180° и подходит к форме вплотную. Затем разрежение снимается, и через каналы, использованные для создания вакуума, подают сжатый воздух, которым стержни прижимаются и фиксируются в знаках формы, Размеры форм с вертикальным разъемом колеблются от 406 x 508 x 300 до 600x775x400 мм. Смена модельных комплектов на автоматах механизирована. В настоящее время как в пашей стране, так и за рубежом наблюдается тенденция к изготовлению пескодувно-прессовым и вибропрессовым способом более крупных безопочных форм (до 1520х1220 мм). ГЛАВА П. НОВЫЕ МЕТОДЫ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ ТРЕБОВАНИЯ К ПРОЦЕССАМ ФОРМООБРАЗОВАНИЯ
В современном литейном производстве предъявляются высокие требования к методам формообразования песчаных литейных форм. Основные из них для метода уплотнения следующие: обеспечение технологически необходимой плотности по высоте формы; высокая производительность процесса и хорошие санитарно гигиенические условия труда; низкая энергоемкость и высокий КПД устройств для формообразования; низкая металлоемкость, компактность и простота обслужи ваши рабочего органа машины, легкость автоматизации; технологическая надежность процесса. Сравнительный анализ традиционных и новых методов уплотнения показывает, что ни один из них в полной мере не удовлетворяет поставленным требованиям. Этим требованиям удовлетворяют комбинированные методы уплотнения. Метод уплотнения обусловливается технологией производства номенклатурой отливок, серийностью и т. д. Существует большое разнообразие как новых, оригинальных, способов уплотнения, так и существующих. Рассмотрим те из них которые в последние годы находят применение на производстве представляются перспективными, а именно: вакуумно-пленочный процесс; импульсные (воздушный, газовый, механический); новые методы прессования (последовательное, гравитационное, лопастное) уплотнение ширококовшовым пескометом; виброударное уплотнение; получение форм замораживанием. |
Последнее изменение этой страницы: 2019-04-10; Просмотров: 654; Нарушение авторского права страницы

 0,2 МПа) и пониженную влажность (3—3,5 %). Давление прессовании на поверхности формы обычно высокое (p
0,2 МПа) и пониженную влажность (3—3,5 %). Давление прессовании на поверхности формы обычно высокое (p  2 МПа).
2 МПа).