
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ИМПУЛЬСНЫЕ МЕТОДЫ ФОРМОВКИ
Воздушно-импульсная формовка состоит в том, что на смесь, находящуюся в опоке, воздействуют кратковременным воздушным импульсом высокого давления. В результате смесь с большим ускорением перемещается в сторону модельной плиты. При встрече с моделью или модельной плитой смесь резко тормозится и уплотняется под действием давления лежащих выше слоев. Верхние слои смеси так же, как и при встряхивании, не уплотняются. Рабочий орган машины — импульсная головка — представляет собой емкость 6 (рис. 11.2) с клапаном 10 внутри и крышкой 8. В нижней части емкости 6 размещен рассекатель воздуха 5 — решетка с большим числом отверстий диаметром 5—8 мм. Технологическая оснастка, как обычно, состоит из модельной плиты 1 и модели 2, опоки 3 и наполнительной рамки 4. В исходном положении клапан 10 прижат пружиной 9 к седлу клапана, выпускное отверстие В перекрыто. После заполнения опоки и наполнительной рамки смесью импульсная головка прижимается к оснастке, и полость А наполняется сжатым воздухом с помощью распределителя 7. Когда давление в полости А достигает заданного, полость соединяется с подпоршневой полостью Б распределителем 7,
Рис. 11.2. Машина для воздушно-импульсной формовки
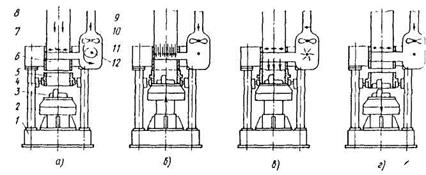
и сжатым воздух быстро поднимает клапан 10, открывая выхлопное отверстие В. Сжатый воздух вначале заполняет полость рассекателя Г, а затем, проходя через отверстие рассекателя, равномерным потоком направляется на смесь. Дефлектор 11 способствует равномерному распределению потока воздуха, выходящего из отверстия В, в полости рассекателя Г. Большая часть отработанного воздуха из полости наполнительной рамки удаляется в атмосферу через специальный клапан 12, выполненный у нижнего фланца наполнительной рамки, а остальной воздух удаляется путем фильтрации через венты 13, расположенные в оснастке. Давление воздуха в ресивере Р и в полости А головки поддерживается специальным компрессором до 7—8 МПа, давление потока воздуха в момент встречи со смесью равно 1,0—1,5 МПа. При перемещении смеси резко увеличивается объем полости прессования, давление над смесью и в полости А снижается до 0,2—0,3 MПa. Длительность процесса 1—3 с. При воздушно-импульсном способе достигается высокое и равномерное уплотнение смеси. Твердость формы со стороны модели составляет 90—95 ед., а на контрладе после удаления неуплотнённого слоя смеси 20—40 мм твердость 70 ед. Преимущества процесса — минимальное время уплотнения, хорошее качество уплотнения, универсальность. Недостатки — повышенный расход воздуха, значительный шум, необходимость специального компрессора и ресивера высокого давления. Газовая (взрывная) формовка. Процесс уплотнения форм и стержней энергией горения газообразных смесей известен давно, но до сих пор не получил широкого распространения несмотря на существенные преимущества. В качестве горючих смесей применяют природный газ низкого давления в смеси с воздухом в соотношении 1:10. Начальное давление газовоздушной смеси в камере сгорания рн = 10 кПа, конечное рк = 0,3-0,5 МПа. На рис. 11.3, а представлена схема газовой формовочной машины. Установка состоит из станины 1, представляющей собой четырех-колонную конструкцию. На верхней траверсе станины расположен прямоугольный бункер. 8 для смеси, в нижней части которого имеется жалюзийный затвор 7, обеспечивающий герметичность камеры. В нижней части бункера 8 расположена наполнительная рамка 6. На нижней траверсе станины установлен гидравлический пресс для поджима модельной плиты и опоки к наполнительной рамке 6.
Рис. 11.3. схема варианта газовой формовочной машины
Усилие пресса обеспечивает падежную герметичность и системе модельная плита—опока—камера сгорания. На прессовом столе закреплена модельная плита с моделью 3. Перед началом засыпки смеси пустая опока 5 покоится на торцовых роликах 4. Сбоку от бункера расположена камера сгорания 10, имеющая в верхней части клапан 9, вентилятор 11, а в средней — запальную свечу 12. Машина работает следующим образом. После подачи пустой опоки 5 на рабочую позицию (см. рис. 11.3, а) стол 2 поднимается вверх и поджимает опоку 5 к наполнительной рамке 6, затем открывается жалюзийный затвор 7 (рис. 11.3, б), и смесь заполняв опоку и наполнительную рамку. После чего жалюзийный затвор закрывается, одновременно закрывается и клапан 9. В камеру 10 подается газ (преимущественно метан) и вентилятором смешивается с находящимся в ней атмосферным воздухом (на рисунке это положение не показано). Газ с воздухом перемешивается 2—3 с, после чего включается зажигание, происходит мгновенное горение («взрыв») газовоздушной смеси (рис. 11.3, в) и выделение значительной энергии. В результате образуется мощный силовой импульс продуктов горения, который и сообщает смеси большую скорость в направлении модельной плиты. При встрече с моделью или плитой смесь тормозится и уплотяняется, причем в нижних частях уплотняется больше, чем в верхних На рис. 11.3, г показан момент опускания опоки на ролики протяжка модели и вентиляция камеры сгорания. Преимущества процесса: высокая производительность и хорошее качество уплотнения, низкий уровень шума (<50 дБ), небольшой расход энергии. Энергоемкость этого процесса формовки в 5—6 раз ниже, чем воздушно-импульсной. Скоростное (ударное) прессование. Наиболее простой вариант этого процесса — единичный удар прессовой колодки по смеси находящейся в опоке. Слоям смеси и отдельным частицам, так же как и при газовой и воздушно-импульсной формовке, сообщается достаточно высокая скорость движения (6—8 м/с). В результат удара слои смеси и колодка под действием сил инерции движутся
рне. 11.4. Схема рабочего органа процесса скоростного прессования
с большой скоростью в направлении модельной плиты, что и приводит к более равномерному уплотнению, чем при статическом прессовании. Кроме того, при ударе повышается давление воздуха, находящегося в порах смеси, образуются фильтрационные потоки в направлении вент в оснастке, что также способствует снижению внешнего и внутреннего трения и повышению равномерности плотности смеси. Схема рабочего органа скоростного (ударного) прессования представлена па рис. 11.4. Нижняя траверса 1 и верхняя 3 соединены четырьмя колоннами 2. На нижней траверсе устанавливается модельно-опочная оснастка 10 со смесью, а на верхней — пневмоударник, состоящий из рабочего цилиндра 4 с поршнем 7. На нижнем конце штока 6 закреплена прессовая плитака, удерживаемая от падения пневмозахватами 9. Рабочий цилиндр 4 встроен в ресивер 5, питаемый от сети сжатым воздухом p = 0,5-0,6 МПа. Впуск воздуха в ресивер производят через отверстие А до начала удара, одновременно открывается отверстие Б для свободного выхода воздуха из штоковой полости цилиндра в атмосферу. Затем захваты 9 отводятся в сторону. Под действием давления воздуха в ресивере колодка ударяет по смеси и уплотняет ее. Процесс скоростного прессования обладает рядом преимуществ. Равномерность плотности смеси по высоте опоки намного выше, чем при статическом прессовании. Время уплотнения исчисляется сотыми долями секунды. Расход воздуха на уплотнение одной формы незначительный. Режим рабочего органа легко регулируется давлением воздуха в ресивере и ходом прессовой колодки. Колебания фундамента в 3—4 раза ниже, чем при встряхивании. К. недостаткам процесса следует отнести высокую чувствительность к режимам уплотнения, необходимость устройства вент как па модельной плите, так и в карманах моделей. Пневматический ударный привод хотя и прост конструктивно, скорость его ограничена ( НОВЫЕ МЕТОДЫ ПРЕССОВАНИЯ
Последовательное прессование основано на использовании принципа относительного перемещения элементов оснастки. Как видно из рис. 11.5, а, в состав модельного комплекта, кроме моде-
Рис. 11.5. Схема последовательного прессования: 1 — опока; 2 — смесь; 3 — основание; 4 — модель; 5 — протяжная плита; 6 — толкатель
лей 4, входит протяжная плита 5. Если предположить, что полный ход моделей снизу вверх составляет hm, то при последовательном прессовании hm = h 1 + h 2 , где h 1 — высота предварительного перемещения моделей относительно протяжной рамки; h 2 — окончательное перемещение моделей. Последовательность операций следующая: перемещение моделей над плоскостью протяжной плиты yа высоту h 1 (рис. 11.5, б); подъем протяжной плиты до совпадения се плоскости с плоскостью разъема моделей на высоту h 1 (.рис. 11.5, в); совместное перемещение моделей и протяжной плиты на высоту h 2 до совпадения с ладом опоки (рис. 11.5, г). Последовательное прессование позволяет не только получать равномерное уплотнение смеси, но и регулировать его по высоте опоки. К недостаткам процесса относятся сложность конструкции модельной оснастки и механизмов; уменьшение числа моделей на модельной плите вследствие ослабления ее жесткости. Гравитационное уплотнение. Сущность гравитационного уплотнения заключается в использовании сил земного тяготения. Схема установки для гравитационного уплотнения смеси показана на рис. 11.6. На стол 1 формовочной машины устанавливается модельно-опочная оснастка (модельная плита 2 с моделью 3, опока 4). Смесь 9 из бункера 10 сначала поступает в дозатор 7. При этом жалюзийный затвор 8 открыт, а затвор 6 закрыт. Затем, когда модельно-опочная оснастка уже установлена на столе, открывается затвор 6, и доза смеси свободно падает но направляющей трубе 5 в опоку. Ударяясь о модельную оснастку, смесь под действием сил инерции уплотняется. Причем по ладу формы плотность смеси достигает технологически заданной, а по контрладу не уплотняется, и ее срезают либо доуплотняют прессовой колодкой на следующей позиции. Высота падения смеси составляет 1,5—2 м, а скорость
Рис. 11.6. Схема установки для гравитационного уплотнения смеси Рис. 11.7. Схема вакуумно-прессовой формовочной машины Прессование с одновременным вакуумированием. На рис. 11.7 представлена схема формовочной машины, уплотняющей смесь многоплунжерной прессовой головкой под вакуумом. Машина включает дозатор 1, герметичную вакуумную камеру 2, пассивную многоплунжерную прессовую головку 3, прессовый поршень 4 и станину 5. При открытии шибера смесь из дозатора 1 пересыпается в опоку 7 и наполнительную рамку 8. Модельная плита 6 и глубокие карманы моделей имеют венты, которые сообщены с вакуумной камерой 2, разрежение в последней постоянно поддерживается через ресивер Р вакуумным насосом Н. Перед началом прессования прессовая головка 3 перемещается влево в рабочее положение (шибер при этом закрыт). Прессование осуществляется при одновременном вакуумировании смеси, что увеличивает равномерность распределения плотности смеси по всему объему формы, при этом снижается влажность смеси и повышается прочность формы вследствие удаления мелкодисперсного и «защемленного» в порах воздуха. Лопастное (шнековое) прессование. В формовочных машинах, основанных па лопастном прессовании, между, бункером 1 и модельным комплектом 4 (рис. 11.8) имеется плита 3 с цилиндрическими отверстиями, в которых установлены уплотняющие лопасти 2, закрепленные на валу. При вращении вала уплотняющие лопасти захватывают формовочную смесь из бункера и дозируют её в опоку. В последней смесь уплотняется до технологически необходимой плотности с достаточно высокой равномерностью. Преимущества лопастного уплотнения следующие: совмещение операций засыпки и уплотнения формовочной смеси, благодаря чему отпадает необходимость в наполнительной рамке и дозаторе; бесшумность работы и легкость регулирования степени уплотнения
смеси по силе тока в электродвигателе привода уплотняющих элементов. Применяемые в настоящее время лопастные формовочные машины предназначены для формовки в опоках высотой не более 180 мм. Число уплотняющих элементов колеблется от 12 до 16 штук; диаметр каждого 200— 200 мм. Время уплотнения одной полу-формы 6—10 с. Трение скольжения лопастей по смеси в значительной степени увеличивает энергоемкость процесса и вызывает быстрое изнашивание лопастей. С целью повышении срока службы уплотняющих элементов, снижения осевых усилий и энергозатрат делаются попытки вместо лопастей применить конические ролики — катки. |
Последнее изменение этой страницы: 2019-04-10; Просмотров: 1097; Нарушение авторского права страницы


 = 10 — 12 м/с), он имеет значительные габариты. Эти недостатки исключены в пневмогидравлическом и магнитоимпульсном приводах, но их мало применяют.
= 10 — 12 м/с), он имеет значительные габариты. Эти недостатки исключены в пневмогидравлическом и магнитоимпульсном приводах, но их мало применяют.
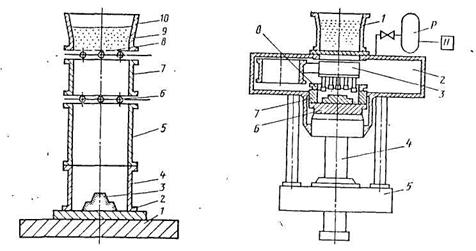
 Рис. 11.8 Схема формовочной машины лопастного уплотнения
Рис. 11.8 Схема формовочной машины лопастного уплотнения