
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
УПЛОТНЕНИЕ СМЕСИ ПЕСКОДУВНЫМ (ПЕСКОСТРЕЛЬНЫМ) СПОСОБОМ И ВЫБОР ОСНОВНЫХ ПАРАМЕТРОВ МАШИНЫ
Рабочий процесс в пескодувном или пескострельном резервуаре состоит в истечении загруженной в гильзу смеси через выдувное отверстие и последующем формировании стержня в стержневом ящике. Истечение смеси из резервуара происходит в результате перепада давлений, возникающих при фильтровании сжатого воздуха через смесь в гильзе. Оптимальным считают режим истечения смеси при неизменной се плотности, поскольку в этом случае обеспечивается непрерывное истечение смеси и более медленное снижение давления воздуха в процессе надува, что позволяет получить стержень максимальной плотности. Время рабочего процесса в пескострельной машине примерно в 10 раз меньше, чем в пескодувной, и составляет 0,1—0,2 с. Это главное отличие пескодувного процесса от пескострельного. Процесс уплотнения стержней пескодувным (пескострельным) способом включает два этапа: заполнение стержневого ящика с предварительным уплотнением смеси под действием кинетической энергии струи и перепада давлений и уплотнение смеси путем выдавливания прессующего кома из насадки в стержневой ящик, которое происходит вследствие разности давлений в рабочем резервуаре и ящике. В течение первого этапа пескострельный резервуар практически служит питателем, причем питание стержневого ящика сопровождается некоторым уплотнением смеси. Истечение смеси через насадку начинается через 0,02—0,06 с после открытия надувного клапана, когда давление сжатого воздуха над столбом смеси составляет лишь 40—50 кПа. Предварительное заполнение ящика заканчивается до достижения максимального давления воздуха. Следовательно, ударное действие сжатого воздуха на столб смеси крайне мало. Фильтрация воздуха через стержень в период заполнения ящика, вследствие перепада давлений, является основным фактором, обеспечивающим требуемое уплотнение стержня. В течение второго этапа формирования стержня происходит выдавливание дополнительной порции смеси из насадки в предварительно заполненный стержневой ящик. Смесь, поступающая в ящик, принимает форму кома, прессующего как лежащие ниже слои смеси, так и боковые. Объем кома тем больше, чем больше начальное давление сжатого воздуха в ресивере и чем медленнее оно снижается в процессе истечения смеси. Плотность стержня зависит от конструктивных параметров машины: вместимости ресивера, площади сечения надувного клапана, размеров прорезей в гильзе, размеров выходных и вентиляционных отверстий, размеров гильзы и стержневого ящика. Большое значение имеют также состав и свойства надуваемой смеси. Для пескодувных машин используют стержневую смесь с пределом прочности во влажном состоянии 8—10 кПа. Наличие в пескострельных машинах выходных отверстий большой площади дает возможность применять стержневые смеси более высокой прочности (до 50 кПа). Исходный параметр при проектировании пескострельных машин — заданная масса стержня. Массу стержня, рабочие размеры и ход стола, расстояние от стола до надувной плиты и производительность машин регламентирует ГОСТ 8907—79. Диаметр гильзы (мм) определяют по формуле
где Высоты нижней части гильзы
Диаметр сечения вдувного клапана
Площадь сечения F и ширину для верхней части гильзы
для нижней части гильзы
где Диаметр выходного отверстия насадки
Если насадка имеет несколько выходных отверстий, то их суммарная площадь
Объем ресивера
где меньшее значение в скобках для машин с массой стержня Требуемое усилие прижима стержневого ящика к надувной плите определяют по формуле
где р — давление сжатого воздуха в сети; ПРИМЕРЫ КОНСТРУКЦИЙ СТЕРЖНЕВЫХ МАШИН Пескострельный стержневой полуавтомат мод. 2Б83 предназначен для изготовления средних по массе стержней из песчаных смесей с пределом прочности во влажном состоянии до 30 кПа. На колонне станины 1 (рис. 10.4) смонтирован механизм дутья 5 с вибропитателем 6. Стержневой ящик с вертикальным или горизонтальным разъемом ставится па стол 2, предварительно отрегулированный на нужную высоту. При включении машины стержневая смесь, находящаяся в вибрируемом лотке вибропитателя 6, сползает в приемную воронку механизма дутья 5 и заполняет гильзу, установленную внутри механизма дутья. Затем нажимается пусковая кнопка, расположенная на пульте управления 7, вибратор питателя включается, и шибер механизма дутья 5 перекрывает впускное отверстие гильзы. Одновременно зажимы 3 соединяют стержневой ящик (при вертикальном разъеме ящика), а стол 2 прижимает его к насадке 4. Далее в гильзу со смесью подается сжатый воздух, и смесь через вдувное отверстие в насадке «выстреливается» в стержневой ящик. После заполнения ящика и уплотнения смеси подача воздуха прекращается, а оставшийся в гильзе воздух выбрасывается в атмосферу. Затем стол опускается, ящик разжимается, шибер открывает отверстие гильзы, и начинается подача смеси в механизм дутья. Стержневой ящик снимается со стола машины, из него извлекается стержень, и цикл повторяется. Прижимной стол (рис. 10.5) при регулировании его высоты поднимается с помощью маховика 1, посаженного на червяк 2. При вращении маховика червяк поворачивает колесо 4 и винт 3, который, выходя из неподвижной гайки станины (на чертеже не показано), поднимает стол. Стол при этом не вращается, так как он зафиксирован относительно станины специальным выступом и направляющими планками. Для прижима стержневого ящика воздух подастся по трубе, проходящей внутри полого винта 3, под мембрану 6. Мембрана поднимает поршень 7 и плиту 8 относительно корпуса на высоту до 15 мм. Максимальный ход прижима зависит от положения гайки на винте 5.
Рис. 10.4. Пескострельный полуавтомат мод. 2Б83
Рис 10.5. Прижимной стол пескострельного полуавтомата мод. 2083
Рис 10 6 Механизм дутья пескострельного автомата мод. 2Б83
Основой механизма дутья (рис 10.6) служит траверса 1, устанавливаемая на колонне станины. Сверху на траверсе крепится крышка 2, закрывающая механизм шибера 3 и прижимающая к нему круглый резиновый амортизатор 4 к амортизатору сверху хомутом 5 крепится горловина питателя. На нижней части траверсы монтируется фланец 10, к которому крепится насадка 4 (см. рис. 10.4). Во внутренней полости траверсы устанавливается гильза 11 (рис 10.6) с прорезями, верхнее отверстие которой перекрывается секторным шибером 3 с отверстием для загрузки. Шибер поворачивается вокруг оси 6, между верхней 8 и нижней 2 крышками, стянутыми между собой болтами 7. В кольцевой канавке нижней крышки 2 установлено резиновое кольцо, прилегающее к шиберу 3 при вдуве смеси благодаря подаче под него сжатого воздуха через каналы в траверсе и нижней крышке. Сбоку траверсы 1 установлен клапан надува и выхлопа; состоящий из собственно клапана 12, укрепленного на полом штоке 14, диафрагмы 16, зажатой между корпусом 15 и крышкой 17, поршня 18 и крышки 9. В исходном положении клапан 12 прижат к седлу пружиной 13 и сжатым воздухом, находящимся в полости траверсы Поршень 18 находится в правом положении, и полость гильзы 11 через внутренний канал штока 14 сообщается с атмосферой. При подаче воздуха в левую полость диафрагмы 16 шток 14 резко отводит клапан 12 вправо, при этом воздух из полостей траверсы и из соеди-
Рис. 10.7. Устройство насадки пескострельного резервуара полуавтомата мод. 2Б83
пенной с ней колонны-ресивера устремляется в полость, где находится гильза 11, и по прорезям в последней попадает внутрь нее, захватывает смесь и выбрасывает ее из сопла насадки. Происходит надув смеси. Одновременно воздух поступает в полость за поршнем 18 и прижимает его к правому концу штока 14, предотвращая этим выхлоп. Для прекращения надува достаточно снять давление с диафрагмы 16 и поршня 18, и вся система придет в исходное положение. Насадка (рис. 10.7), через которую смесь направляется в стержневой ящик, надевается на фланец траверсы и крепится к нему винтами 1 и представляет собой корпус 2, скрепленный с вентиляционной плитой 3. Внутри корпуса вмонтированы конус 7 и втулки 4 и 5. В вентиляционной плите 3 расположены венты 6, через которые воздух из полости стержневого ящика выбрасывается в атмосферу.
Рис. 10.8. Схема стержневой мундштучной машины
Стержневая мундштучная машина (рис. 10.8) состоит из корпуса 5, верхняя часть которого представляет собой приемный бункер для смеси; мундштука 3, соединенного с корпусом накидной гайкой 4, подвижного полого плунжера 6; неподвижного прутка 8, приводного кривошипно-шатунного механизма 7; основания 11, двух опорных кронштейнов 9, 10 и приемного стола 1. При работе машины плунжер 6 заталкивает стержневую смесь и мундштук 3. Вследствие трения смеси о стенки мундштука 3 и пруток 8 в задней части мундштук создается зона подпора, благодаря которой происходит прессование и формирование стержня 2. При выходе из мундштука стержень поступает па приемный стол 1 пли непосредственно на сушильную плиту. Стержни, изготовленные па мундштучных машинах, имеют внутренний вентиляционный канал, образуемый неподвижным прутком 8. Движение плунжеру 6 передается кривошипно-шатунным механизмом 7. Форма и размеры сечения стержня определяются формой и размером мундштука. Круглые стержни изготовляются диаметром 20—100 мм. Производительность мундштучных машин — примерно 10—12 стержней в час. |
Последнее изменение этой страницы: 2019-04-10; Просмотров: 980; Нарушение авторского права страницы

 — заданная масса стержня, кг.
— заданная масса стержня, кг. с вертикально расположенными прорезями и верхней части гильзы
с вертикально расположенными прорезями и верхней части гильзы  с горизонтально расположенными прорезями будут
с горизонтально расположенными прорезями будут
 (10.1)
(10.1) (10.2)
(10.2) прорезей в гильзе определяют по формулам:
прорезей в гильзе определяют по формулам: или
или  (10.3)
(10.3) или
или  (10.4)
(10.4) — площадь поперечного сечения вдувного клапана.
— площадь поперечного сечения вдувного клапана. (10.5)
(10.5) , а суммарная площадь вентиляционных отверстий
, а суммарная площадь вентиляционных отверстий (10.6)
(10.6) принимают приближенно в зависимости от объема гильзы
принимают приближенно в зависимости от объема гильзы  , и массы стержня:
, и массы стержня: (Ю.7)
(Ю.7) кг, большее — для машин с m < 40 кг.
кг, большее — для машин с m < 40 кг. (10.8)
(10.8) — максимальная площадь стержневого ящика в плане.
— максимальная площадь стержневого ящика в плане.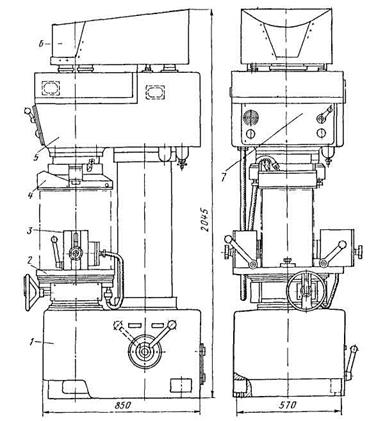



 Мундштучные машины для изготовления стержней. На мундштучных машинах изготовляют прессованием стержни постоянного профиля по длине (цилиндрические, овальные, прямоугольные и др.) в массовом и серийном производстве.
Мундштучные машины для изготовления стержней. На мундштучных машинах изготовляют прессованием стержни постоянного профиля по длине (цилиндрические, овальные, прямоугольные и др.) в массовом и серийном производстве.