|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ИЗГОТОВЛЕНИЕ СТЕРЖНЕЙ ПО НАГРЕВАЕМОЙ ОСНАСТКЕ И ОБОРУДОВАНИЕ
Технологический процесс изготовления стержней по нагреваемой оснастке заключается в том, что стержневая смесь, заполнившая полость предварительно нагретого стержневого ящика, в течение 15—60 с отверждается. Полученный стержень не требует дополнительной сушки, а его прочность достаточна для транспортирования и простановки в форму. Особенность этого технологического процесса в том, что получаемые стержни обладают высоким качеством (повышенная геометрическая точность и гладкая поверхность). Нагрев модельной оснастки на машинах может быть газовый или электрический, а в случае применения в оснастке больших съемных частей в виде болванов используют комбинированный нагрев — газовый и электрический. Опыт эксплуатации оборудования показал сложность и неэкономичность применения электрического нагрева, особенно для сложной по конструкции и большой по размерам оснастки. Газовый нагрев оснастки имеет следующие преимущества: относительно низкую стоимость природного газа; быстрый и равномерный нагрев оснастки; высокую надежность работы газогорелочных устройств и простоту конструкции системы нагрева. Пескострельные головки современных машин для изготовления стержней по нагреваемой оснастке принципиально не отличаются от рассмотренных выше, но они имеют и некоторые особенности. Так, хорошо зарекомендовали себя для этого процесса машины, у которых пескострельные головки перемещаются с позиции загрузки смеси на рабочую позицию, а затем, в момент надува смеси, прижимаются к ящику. Это исключает необходимость шиберного устройства в головке и тем самым значительно повышает надежность работы пескострельной машины.
Рис. 10.9- Устройства для съема готовых стержней: а - вилочное; б, в — мягкие конвейеры для съема соответственно с нижней и верхней половины ящика; 1 — стол; 2 — нижняя часть стержневого ящика; 3 — нижний толкатель; 4 — стержень; 5 — верхняя часть стержневого ящика; 6 — верхний толкатель; 7 — виды съемного устройства; 8 — механизм перемещения съемного устройства; 9, 10 — конвейеры
Для удаления готовых стержней из машины применяют различные по конструкции устройства (рис. 10.9, а—в): вилочное; мягкие конвейеры для съема с нижней и с верхней половин ящика. Для очистки рабочей поверхности ящика и покрытия ее разделительным составом почти все машины имеют специальные устройства. Эти устройства представляют собой перемещающиеся форсунки, которые при движении вперед обдувают сжатым воздухом рабочую поверхность раскрытого ящика, а при движении назад покрывают ее разделительным составом.
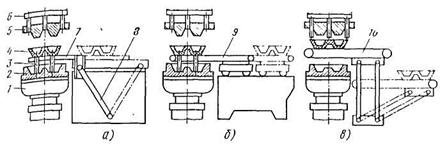
Рис. 10.10 Схемы работы стержневой пескострельной машины по нагреваемой оснастке
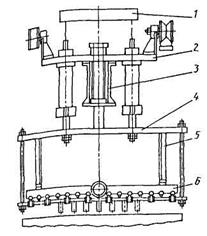
Рис. 10.11. Стержневая однопозиционная машина по нагреваемой оснастке Рис. 10.12. Механизм сборки и протяжки
как стержни блока цилиндров автомобильных и тракторных двигателей и т. д. Эти машины, как правило, имеют гидравлический или пневматический привод. Аппаратура управления машин пневматическая. На рис. 10.10 показана схема работы стержневой пескострельной машины по нагреваемой оснастке с горизонтальным разъемом. Работа машины начинается со сборки нагретого до рабочей температуры ящика 1 (рис. 10.10, а). Распаривающее устройство 3 ящика и устройство нагрева 2 верхней его части передвигаются вперед; при этом пескострельная головка 4 с позиции загрузки смесью переходит на рабочую позицию. Затем следуют операции: подъем ящика, поджим головки к нему и надув смеси (рис. 10.10, б); подъем головки и спускание ящика (рис. 10.10, в); перемещение верхнего нагревательного и распаривающего устройств па рабочую позицию (рис. 10.10, г); перемещение головки на позицию загрузки смеси, отверждение стержня; раскрытие ящика и выталкивание стержня из верхней половины ящика (рис. 10.10, д); выталкивание стержня из нижней половины (рис. 10.10, е) и удаление готового стержня съемником (при этом стержни при раскрытии ящика остаются в нижней его половине) и мягким конвейерным съемником (в этом случае стержни остаются в верхней половине ящика). Машина стержневая однопозиционная по горячей оснастке. Стержневая однопозиционная машина (рис. 10.11) предназначена для изготовления из влажных смесей стержней, отвержденных в нагреваемой оснастке с горизонтальной плоскостью разъема. Машина состоит из следующих узлов: механизма сборки и протяжки 1, механизма крепления верхней полуформы 2, резервуара пескодувного 3, верхней траверсы 4, механизма подпрессовки и протяжки 9, меха-
Рис. 10.13. Механизм прижима—надува—выхлопа
низма прижима — надува — выхлопа 6, вибробункера 5, ресивера 7, механизма перемещения 8. Основные операции, выполняемые па машине: нагрев стержневого ящика; надув стержня; отверждение стержня; разборка ящика и извлечение стержня. Принцип работы машины основан на пескодувном заполнении горячего стержневого ящика быстротвердеющей стержневой смесью. Для управления машиной служат кнопки и тумблеры, расположенные на панели пульта управления (наладочный режим), и конечные выключатели, расположенные непосредственно у механизмов (автоматический и полуавтоматический режимы). Механизм сборки и протяжки (рис. 10.12) предназначен для установки нижней половины стержневого ящика, поджима нижней половины к верхней, запирания ящика во время надува и протяжки стержня из нижней половины ящика. Он состоит из цилиндра сборки и разборки 1 с ходом 400 мм и встроенного в него цилиндра протяжки 2 с ходом 250 мм. При разборке ящика цилиндр опускается вниз, и встроенный в нем цилиндр протяжки 2 также опускается вниз; стержень протягивается при подъеме цилиндра 2 вверх. Для предотвращения перекашивания стола цилиндра разборки на нем закреплены две направляющие штанги 3, перемещающиеся во втулках 4. Механизм прижима — надува — выхлопа (рис. 10.13) предназначен для подачи воздуха в пескодувный резервуар; он состоит из цилиндров вдува 1, выхлопа 6 и прижима 3 с прижимной плитой 4, закрепленной на пустотелом штоке 5, корпуса 2 и глушителя 7. Подача воздуха в резервуар осуществляется так. Цилиндром прижима 3 надувная плита 4 прижимается к пескодувному резервуару. Клапан цилиндра выхлопа 6 перекрывает выхлопное отверстие в корпусе 2. Клапан цилиндра вдува 1 открывает впускное отверстие, и сжатый воздух из ресивера по пустотелому штоку 5 поступает в воздушные каналы 8 прижимной плиты 4 и далее в рабочую полость резервуара. Из последнего воздух со стержневой смесью поступает
Рис. 10.14. Резервуар пескодувный
в стержневой ящик. После заполнения ящика смесью клапан цилиндра вдува 1 перекрывает впускное отверстие, а клапан цилиндра выхлопа 6 открывает выхлопное отверстие, через которое отработанный сжатый воздух выбрасывается в глушитель 7, а из него в атмосферу. Резервуар пескодувный (рис. 10.14) предназначен для приема, транспортирования и вдува смеси в стержневой ящик. Он состоит из каретки 1 с роликами, резервуара 2, пневмопружины 4, насадки 5 и гильзы 3, надувной плиты 6. К нижней плите насадки 5 прикреплена водоохлаждаемая надувная илита б, на которой закреплены надувные сопла с резиновыми наконечниками 7. Работа пескодувного резервуара на позиции надува стержневого ящика смесью осуществляется следующим образом. Прижимная плита 4 механизма прижима — надува — выхлопа (см. рис. 10.13) прижимается к верхнему фланцу резервуара (см. рис. 10.14), а последний, преодолевая усилие пневмопружин 4, вводит сопла с резиновыми наконечниками 7 в соответствующие вдувные отверстия стержневого ящика. После уплотнения всех поверхностей смесь вдувается в ящик. По окончании надува и выхлопа прижимная плита механизма прижима — надува — выхлопа (см. рис. 10.13) поднимается в верхнее положение, а пескодувный резервуар под действием пневмопружин 4 возвращается в исходное положение. Когда резервуар 2 перемещается на позицию загрузки, происходит выхлоп воздуха из верхней полости пневмопружины 4, нижний поршень пневмопружин под действием сетевого давления сжатого воздуха поднимается вверх, и в отверстие верхнего фланца резервуара входит стакан вибробункера. После заполнения резервуара смесью
Рис. 10.15. Механизм подпрессовки—протяжки
в верхнюю полость пневмопружин подается воздух, давление в полостях пневмопружин выравнивается, и под действием силы тяжести пескодувный резервуар опускается вниз. Механизм подпрессовки — протяжки (рис. 10.15) предназначен для подпрессовки остатков стержневой смеси во вдувных отверстиях после надува и во время разборки протягивает стержень, сопровождая его с нижней половиной стержневого ящика. Механизм представляет собой тележку 2, на которой, кроме пескодувного резервуара 1 на двух пневмоцилиндрах 3, закреплена плита протяжки 4 с толкателями для выталкивания стержня из верхней половины стержневого ящика. Четыре кронштейна 5 служат для крепления газового коллектора 6. Плита протяжки с толкателями относится к оснастке. Механизм съема (рис. 10.16) предназначен для приема стержня после протяжки из стержневого ящика и выдачи его за пределы машины. Механизм представляет собой жесткую сварную металлоконструкцию 1, на которой установлены цилиндр 2 перемещения тележки, рычаги 6 и 7, ползун 3, перемещающийся по направляющим 5. Для приема стержня штанги 4 цилиндром 2 вводятся под протянутый из полуформы стержень. После опускания стержня из стержневого ящика на штанги 4 цилиндр 2 выводит его за пределы машины. На машине имеются позиция надува и отверждения стержня и позиция загрузки пескодувного резервуара стержневой смесью. На первой из них происходит прижим пескодувного резервуара к неподвижному стержневому ящику и нагрев верхней половины стержневого ящика, надув и протяжка стержня, а на второй —заполнение пескодувного резервуара стержневой смесью из бункера. Для транспортирования пескодувного резервуара с позиции заполнения стержневого ящика на позицию заполнения резервуара стержнево смесью в машине имеется специальный механизм перемещения с пневматическим длинноходовым приводом. В машине предусмотрен также механизм обдува—опрыскивания, служащий ляя очистки полуформ и стержневого ящика от оставшихся частиц стержневой смеси и смазывания полуформ разделительным составом. Для съёма с пескодувного резервуара насадка с гильзой и надувной плиты в машине имеется специальный вспомогательный механизм.
Рис. 10.16. Механизм съема Работа машины осуществляется следующим образом. Пескодувный резервуар, заполненный смесью па позиции загрузки, перемещается на позицию надува, прижимается к неподвижной нагретой верхней половине собранного стержневого ящика, после чего происходит вдув стержневой смеси в ящик. Затем пескодувный резервуар двумя пневмопружинами 4 (рис. 10.14) возвращается в верхнее положение и двумя цилиндрами механизма перемещения 8 (см. рис. 10.11) передвигается на позицию загрузки. По истечении времени отверждения стержня начинается разборка стержневого ящика. Нижняя половина стержневого ящика, закрепленная на столе механизма сборки и протяжки (см. рис. 10.12), опускается вниз. Цилиндр протяжки 2 своим столом связан с плитой 4 толкателей (см. рис. 10.15). После того как цилиндр протяжки закончил свой ход, стержень находится в верхнем положении между двумя половинами стержневого ящика. Только после этого в зазоры между толкателями вводят рычаги 7 (см. рис. 10.16) механизма съема. Цилиндр протяжки при обратном ходе оставляет стержень на штангах механизма съема, которые транспортируют стержень за пределы машины. Освобожденная от стержня нижняя половина стержневого ящика цилиндром сборки (поз. 2, см. рис. 10.12) возвращается в исходное положение, спаривается с верхней половиной стержневого ящика для очередного надува порции стержневой смеси. |
Последнее изменение этой страницы: 2019-04-10; Просмотров: 767; Нарушение авторского права страницы
 В настоящее время выпускается много разнообразных машин для изготовления стержней по нагреваемой оснастке. В основном это полностью автоматические однопозиционные или многопозиционные машины, имеющие вертикальный или горизонтальный разъем оснастки с размерами стержневого ящика, доходящими до 1020 x 1020 x 450 мм. Кроме того, выпускаются специальные машины для изготовления сложных пустотелых центровых стержней, таких,
В настоящее время выпускается много разнообразных машин для изготовления стержней по нагреваемой оснастке. В основном это полностью автоматические однопозиционные или многопозиционные машины, имеющие вертикальный или горизонтальный разъем оснастки с размерами стержневого ящика, доходящими до 1020 x 1020 x 450 мм. Кроме того, выпускаются специальные машины для изготовления сложных пустотелых центровых стержней, таких,