
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Размерный анализ техпроцесса по линейным размерам
Главная задача размерного анализа технологического процесса – правильное и обоснованное определение промежуточных и окончательных размеров и допусков на них для обрабатываемой детали. Особенно важно это для линейных размеров, связывающих неоднократно обрабатываемые противолежащие поверхности. Определение припусков на такие поверхности расчетно-аналитическим или табличным методами значительно затрудняет определение промежуточных технологических размеров и их отклонений. Последовательный размерный анализ технологического процесса состоит из трех этапов: разработки размерной схемы техпроцесса, выявления технологических размерных цепей и расчета технологических размерных цепей. 1 Разработка размерной схемы технологического процесса и выявле ние технологических размерных цепей Размерную схему техпроцесса составляют и оформляют следующим образом. 1.1. Вычерчивают эскиз детали в одной, двух или трех проекциях. Для тел вращения обычно достаточно одной, а для корпусной детали может потребоваться и три (в зависимости от расположения длин). 1.2. Над деталью указывают размеры длин с допусками, установленными конструкторами. Для удобства конструкторские размеры обозначаются буквой Ai, где i – порядковый номер конструкторского размера. 1.3. На эскиз детали условно наносят припуски zm, где m – промежуточной или окончательной поверхности, к которой относится припуск. 1.4. Все поверхности детали нумеруются по порядку слева направо. Через нумерованные поверхности проводят вертикальные линии. Между вертикальными линиями по порядку снизу вверх указывают технологические размеры, получаемые при выполнении каждого технологического перехода. Технологические размеры обозначают буквой Sk, где к – порядковый номер технологического перехода. Размеры же заготовки обозначают буквой З r, где r – порядковый номер поверхности заготовки. Эскизы детали и заготовки приведены на рисунке 4.3. Маршрут обработки детали до термообработки состоит из двух операций: токарно-карусельная с ЧПУ. Размерная схема технологического процесса обработки детали «Колесо зубчатое» приведено на рисунке 4.4. 2 Расчет технологических размерных цепей. Для этого необходимо построить три графа : - граф производного дерева (рисунок 4.5), - граф исходного дерева (рисунок 4.6), - граф совмещенного дерева (рисунок 4.7). Общее число размерных цепей на графе должно быть равно числу технологических размеров на размерной схеме техпроцесса. Одновременно с этим необходимо по совмещенному графу определить знаки составляющих звеньев. Замыкающему звену присваивается знак "минус", и, начиная с этого звена обходят замкнутый контур в определенном направлении. Т.к. ребро замыкающего звена связывает две вершины, одна из которых имеет меньший порядковый номер, а другая - больший, то обход начинают с вершины с меньшим порядковым номером. Если в порядке обхода следующее звено будет соединять вершину меньшего порядкового номера с вершиной большего порядкового номера, то такому ребру присваивается знак "плюс", если же наоборот, вершину большего номера с вершиной меньшего, то "минус". Далее составляют расчетные уравнения размерных цепей, исходя из условия, что алгебраическая сумма всех звеньев размерной цепи, включая и замыкающее, равна нулю. Затем эти уравнения преобразовывают в исходные, т.е. составленные относительно
замыкающего звена. В правой части исходного уравнения звенья, имеющие знак "плюс", являются увеличивающими, а со знаком "минус" - уменьшающими. После построения каждого дерева проверяют правильность построения по следующим признакам: 1. Число вершин у каждого дерева должно быть равно числу поверхностей на размерной схеме техпроцесса. 2. Число ребер у каждого дерева должно быт одинаковым и равным числу вершин без единицы. 3. К каждой вершине производного дерева, кроме корневой, должна подходить только одна стрелка ориентированного ребра, а к корневой вершине ни одной. 4. Деревья не должны иметь разрывов и замкнутых контуров. В качестве технологической размерной цепи принимается только такой замкнутый контур, в котором имеется только одно ребро исходного дерева, а остальные - производного.
Рисунок 4.4 – Размерная схема техпроцесса
Рисунок 4.5 – Граф производного дерева
Рисунок 4.6 – Граф исходного дерева
Рисунок 4.7 – Граф совмещенного дерева
Заключительным этапом построения технологической схемы техпроцесса, трех графов, выявления с их помощью технологических размерных цепей и составления соответствующих уравнений является заполнение таблицы 4.2.
Таблица 4.2 – Расчетные зависимости для определения размерных параметров составляющих звеньев технологических размерных цепей
3 Расчет технологических размерных цепей Технологические размерные цепи редко содержат более четырех звеньев. Поэтому их расчет чаще всего производится по методу max-min. Если число звеньев равно или более пяти, используют метод теории вероятностей и математической статистики. Его можно использовать и при меньшем количестве звеньев в том случае, когда необходимо расширить допуска составляющих звеньев. В этом случае надо вводить коэффициент относительного рассеяния как для составляющих звеньев, так и для замыкающего звена.
Методика расчета технологических размерных цепей зависит от того, является замыкающее звено размером припуска или конструкторским размером детали по чертежу. Если замыкающим звеном является припуск, то сначала надо определить его минимальное значение по формуле: Zmin = Rz ( i -1) + h ( i -1) где Rz ( i -1) – высота неровностей, мкм; h ( i -1) – глубина дефектного слоя, мкм. Значения Rz , h , выбираются по таблицам справочников. Затем составляется исходное уравнение размерной цепи относительно Zmin по формуле: Zmin = где EIAJ – наименьший предельный размер увеличивающего звена размерной цепи; ESAg – наибольший предельный размер уменьшающего звена размерной цепи; nj – число увеличивающих звеньев размерной цепи; ng – число уменьшающих. Дело сводится к решению уравнения с одним неизвестным, представляющим собой либо наименьший, либо наибольший предельный размер составляющего звена. Если обозначить определяемый размер через Sx, то если он является уменьшающим звеном, величина верхнего предельного отклонения этого звена определится по формуле: ESS В том же случае, если Sx является увеличивающим звеном: EIS После определения Е SS Sg = Sg Sj = Sj где ESS Затем определяют номинальный размер припуска и его наибольший предельный размер. Для чего составляют исходное уравнение относительно Z c указанием для всех составляющих звеньев предельных отклонений. На основании этого уравнения суммируют номинальные размеры и предельные отклонения раздельно для увеличивающих и уменьшающих звеньев по формуле: Z =( Разность номинальных размеров дает номинальный размер припуска: Z = По разности сумм предельных отклонений увеличивающих и уменьшающих звеньев определяют предельные отклонения размера припуска, а, следовательно, и Zmax: ESZ = EIZ = Исходными данными для расчета являются значения минимальных припусков на технологические размеры (см. таблица 10.2) и значения конструкторских размеров с допусками: А1=22-0,52 мм А2=25-0,52 мм
Таблица 10.2 – Расчетные значения Zmin в миллиметрах
Примечание. Значения минимальных припусков увеличены до минимальных значений снимаемого слоя металла, обеспечивающего устойчивое стружкодробление при обработке инструментом Sandvik Coromant и Mitsubishi .
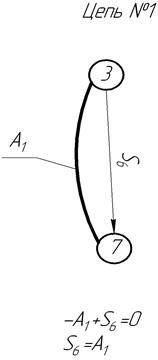
Цепь № 1 Цепь №2 S5=Z7+S6; S5 min= Z7 min+ S6 min=0,25+21,48=21,73мм; Назначаем допуск на S5 – TS 5 =0,033мм S5=21,763 -0,033 мм Цепь №3 S2=S5+Z8 ; S2 min= S5 min+ Z8 min =21,73+0,8=22,53 мм Назначаем допуск на S 2 – TS 2 =0,21мм S2=22,74 -0,21 мм Цепь №4 S1= S2 + Z3 Назначаем допуск на S 1 – TS 1 = 0,21 мм
Цепь №5 З1= S1 + Z2
Назначаем допуск на З1 – T З1 = 1,6 мм З 1 = Цепь №6 S4= S2 +A2-S6
Назначаем допуск на S 4 – TS 4 = 0,21 мм S4=25,22 -0,21 мм Цепь №7 S3= S4+Z6
Назначаем допуск на S 3 – TS 3 = 0,21 мм S3=25,47 -0,21 мм Цепь №8 З 2 = S3+Z5
Назначаем допуск на З2 – T З2 = 1,6 мм З2=
Таблица 4.3 – Значения расчетных размеров, проставляемые на чертеже в миллиметрах
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2019-04-10; Просмотров: 319; Нарушение авторского права страницы











 -
-  ,
, =
=  -
-  - Zmin
- Zmin  +
+ 
 и EIS
и EIS  на размер Sx устанавливают допуск Tx в зависимости от назначения технологического перехода (черновая или чистовая обработка). Для черновой обработки допуск назначают по 12 или 14 квалитетам точности, а для чистовой обработки – по 11 квалитету. Предельные отклонения назначают по h , H или Js. По величине установленного допуска Tx и по его расположению относительно Sx по одной из следующих формул:
на размер Sx устанавливают допуск Tx в зависимости от назначения технологического перехода (черновая или чистовая обработка). Для черновой обработки допуск назначают по 12 или 14 квалитетам точности, а для чистовой обработки – по 11 квалитету. Предельные отклонения назначают по h , H или Js. По величине установленного допуска Tx и по его расположению относительно Sx по одной из следующих формул: - ESS
- ESS  (для уменьшающих звеньев)
(для уменьшающих звеньев)
 - EIS
- EIS  (для увеличивающих звеньев),
(для увеличивающих звеньев), и EIS
и EIS  - верхнее и нижнее отклонение соответствующего звена.
- верхнее и нижнее отклонение соответствующего звена. )
)  -(
-(  )
)  ,
, -
- 
 -
-  ,
, -
- 
 мм
мм  мм
мм мм
мм мм
мм мм
мм мм
мм мм
мм мм
мм мм
мм