
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Роль и значение автоматизации в машиностроенииСтр 1 из 23Следующая ⇒
Раздел I Основные понятия и определения Принципы автоматизации Основной формой производства становится комплексно-автоматизированное и высокомеханизированное производство, не только массовое, но и серийное. Любые неавтоматизированные процессы следует рассматривать как вынужденное решение, когда в условиях конкретного производства еще не возникли технические и экономические условия для автоматизации. Источниками технического, экономического и социального эффекта при внедрении автоматизации являются: 1- повышение качества продукции; 2- повышение производительности; 3- сокращение ручных работ и трудоемкости обслуживания. Для непрерывного производства основной источник экономического эффекта - улучшение качества продукции, а для дискретного - повышение производительности машин. Неавтоматизированное производство имеет низкий потенциал вследствие своей невысокой интенсивности, отсутствия концентрации операций, их совмещения во времени. Основное направление комплексной автоматизации – это создание процессов, где присутствие человека исключено, а не в том, чтобы высвобождать людей с ручных операций. При этом создаваемые автоматы не должны имитировать ручные действия человека при манипулировании или управлении машинами. В стратегическом плане автоматизацией целесообразно заниматься там, где можно добиться эффекта вследствие применения прогрессивной технологии. При этом целесообразно руководствоваться рядом принципов технической политики: А. Достижение конкретных результатов. Например - повышение качества продукции или повышение производительности труда. Пример. Результирующее распределение при сборке машин может быть получено суммированием распределений с использованием теоремы сложения вероятностей: P(A-B)= P(A)*P(B). В случае, если результирующее распределение не выходит за границы поля допуска, автоматизация сборки возможна на основе размерного анализа. В противном случае автоматизация сборки возможна, но на основе других технических решений, например с помощью пассивной адаптации. Б. Комплексность подхода.
Рис. 1.2 Взаимосвязи, возникающие при проектировании изделий При подготовке к автоматизации должны рассматриваться все важнейшие составляющие производственного процесса (см. рис.1.2): изделие, технология, оборудование, материалы, системы управления, кадровое обеспечение. Иногда достаточно забыть об одном составляющем и вся система мероприятий по автоматизации оказывается неэффективной. В. Необходимость автоматизации. Например, при производстве ряда изделий электротехники, боеприпасов, продуктов питания требуется такая производительность, которую человек не в состоянии обеспечить. В этих случаях применяют роторные автоматические линии с непрерывным перемещением изделий. В ряде производств электронного машиностроения присутствие человека не допускается требованиями стерильности производства. Г. Своевременность. Например, применение роботов предъявляет ряд требований, как к изделию, так и к транспортной системе. Кроме того, предприятие должно располагать квалифицированными кадрами наладчиков. Только при выполнении этих условий их внедрение пройдет успешно. Ступени автоматизации В современном производстве различные процессы реализуются в основном машинами. Различают следующие категории машин: машины-двигатели, вычислительные машины и рабочие машины. Рабочие машины принято делить на технологические и транспортные. Все виды машин призваны реализовывать определенные технологии: информационные, энергетические или транспортные. Обязательными признаками технологических рабочих машин являются: источник энергии, передаточные, исполнительные и управляющие устройства. Если отсутствует хотя бы один из данных компонентов, то это не машина, а просто механизм, приспособление или устройство. Если технологические действия машины однородны, то именно эти технологии дают название машине. Если машина реализует разнородные процессы, то ее название часто исходит из функционального назначения. Например, линия изготовления колец подшипников. Автоматизация имеет различные ступени. Так называемая нулевая ступень автоматизации имеет место, когда участие человека исключается при выполнении рабочих ходов. Первая ступень автоматизации ограничивается созданием машин-автоматов и полуавтоматов, исключающих участие человека при выполнении холостых ходов рабочего цикла:
где Отсюда следует, что автоматизация первой ступени - это есть автоматизация цикла на отдельно взятом оборудовании. На первой ступени автоматизации рабочие машины не связаны между собой автоматической связью. Поэтому транспортировка и контроль объекта производства выполняются с участием человека. На автоматах рабочий цикл выполняется и повторяется без участия человека. На полуавтоматах для выполнения или повторения рабочего цикла требуется участие человека. Вторая ступень представляет собой автоматизацию технологических процессов. На этом уровне создаются и применяются автоматические линии, решаются задачи по транспортировке и управлению технологическими процессами. Автоматической линией (АЛ) называют систему технологических машин установленных в технологической последовательности и объединенных едиными средствами загрузки, транспортировки, контроля, устранения отходов и управления. Наличие межоперационных устройств и системы автоматического управления (САУ) является конструктивным признаком АЛ. Линия состоит из рабочих и холостых позиций. На рабочих позициях устанавливается технологическое оборудование, а холостые позиции служат для обслуживания линии и накопления запаса объектов производства. Если линия имеет в своем составе ручные позиции, то она называется автоматизированной.
Рис.1.3 Фрагмент автоматической линии
Третья ступень – это комплексная автоматизация, которая охватывает все этапы производственного процесса, начиная с заготовительного и заканчивая контролем и испытаниями готовых изделий. При комплексной автоматизации создаются цеха-автоматы и заводы-автоматы. Это высший уровень автоматизации, который требует освоения предыдущих уровней. Комплексная автоматизация окупается при очень больших программах выпуска, стабильной во времени конструкции изделия и узкой номенклатуры изделий. В России к этому уровню ближе всего подошла подшипниковая, электротехническая и пищевая промышленность. Этот вид автоматизации требует больших капитальных затрат, но вместе с тем только именно она определяет технический уровень всего производства. В настоящее время особый интерес представляют гибкие автоматические линии и гибкие производственные системы, что обусловлено требованиями рынка по обновлению продукции.
Раздел II Виды автоматических линий В машиностроении применяется большое многообразие автоматических линий. Поэтому их классификацию по нескольким признакам Табл. 2.1
Рис. 2.1 Схема линии с верхним расположением транспорта Линии из агрегатных станков
Агрегатные станки собирают из отдельных агрегатов определенного функционального назначения. Основными из них являются силовые головки и корпус. Силовые головки обеспечивают вращение и подачу инструментов. Столы необходимы для установки и перемещения объекта производства. Корпус является основанием для общей компоновки станка. Силовые головки различаются механизмом подачи. Наибольшее распространение получили головки с гидравлическим механизмом подачи. Они более производительны и обладают большей мощностью. Реже применяются пневмогидравлические и механические головки. Выбор силовых головок осуществляют по усилию подачи, осевой жесткости, скорости холостых ходов, расходу энергии и стоимости. Столы агрегатных станков могут иметь вращательное или линейное перемещение. На столах монтируется оснастка для установки заготовок и направления инструментов. Поворотные столы применяются на многопозиционных агрегатных станках. Количество позиций на одном станке может быть от 2 до 5. Линейное перемещение стола позволило создавать линии из однопозиционных агрегатных головок со сквозным транспортом. В связи с этим различают две схемы компоновок линий из агрегатных станков.
Рис. 2.2 Схема линий из агрегатных станков: а) с боковым транспортом; б) со сквозным транспортом.
Первая схема состоит из многопозиционных агрегатных станков, которые объединяются в одну линию с боковым транспортом (рис. 2.2а). Силовые головки располагаются по периферии поворотных столов в технологической последовательности. Загрузка станков осуществляется манипуляторами, роботами или лотковыми устройствами в зависимости от конструкции детали. Схема применяется при изготовлении деталей небольших габаритов с насыщенной обработкой по нескольким направлениям (вилки, крестовины, рычаги и тяги, корпуса насосов, фильтров, карбюраторов и т.д.). Вторая схема представляет собой линию с «жесткой» связью, состоящую из однопозиционных агрегатных головок, через рабочие зоны которых проходит стол-транспортер с линейным перемещением объекта производства. Силовые головки могут иметь боковое, верхнее или угловое расположение на рабочих позициях. Компоновка применяется на спутниковых линиях и для обработки заготовок крупных корпусных деталей (блоки цилиндров, картеры КПП и мостов автомобилей, балки и рамы автомобилей и т.д.). В целом линии из агрегатных станков имеют большие технологические возможности, что позволяет реализовывать на них различные технологические процессы. Второе их достоинство - возможность работы с высокой степенью концентрации простейших операций за счет многоинструментальной и многопозиционной обработки. Кроме того, эти линии имеют высокую надежность за счет модульного принципа построения. К недостаткам линий из агрегатных станков относят в основном два следующих фактора: 1). Недостаточно высокая жесткость силовых головок, что отрицательно сказывается на точности обработки и не позволяет выполнять на этих линиях финишные обработки. Проблема с жесткостью связана наличием большого количества соединений в компоновке этих линий. 2). Ограниченная величина усилия подачи, что делает эти линии непригодными для обработки с большой мощностью.
Линии непрерывного действия
По принципу действия линии делят на две группы: линии циклического действия (ЛЦД) и непрерывного действия (ЛНД). Отличительным признаком ЛЦД является периодичность перемещения объема производства по линии и цикличность работы линии, когда все элементы цикла (установка, подвод инструмента, обработка, снятие детали, транспортировка) выполняются последовательно, не перекрываясь во времени. Причем если не наступил второй элемент, то и третий не наступит. Для ЛЦД характерны потери времени на холостые ходы. Однако эти линии имеют большие технологические возможности, т.к. позволяют обрабатывать самые разнообразные детали и собирать разные агрегаты машин. Поэтому основной парк автоматических линий в машиностроении – это линии циклического действия. ЛНД создаются на базе роторных линий. Их часто называют роторными линиями. Основу роторных линий составляют рабочие (технологические) роторы, которые связываются между собой транспортными роторами. Загрузка и разгрузка линии осуществляется с помощью одноименных роторов (рис. 2.6 б).
а)
б)
Рис.2.6 а - схема работы, б - кинематическая схема роторной линии
Рабочий ротор (рис. 2.6 б) представляет собой непрерывно вращающийся стол. По периферии стола устанавливаются объекты производства. Над столом в строгом соответствии с объектами производства располагаются инструментальные блоки. Инструментальные блоки вращаются синхронно со столом и в рабочей зоне под действием неподвижного копира получают технологические движения. В результате на рабочем роторе инструментальные блоки, следуя один за другим, последовательно выполняют одну и ту же операцию. При работе линий объект производства перемещается непрерывно, последовательно от одного технологического ротора к другому. Производительность рабочего ротора определяется промежутком времени между двумя объектами производства, сходящими с ротора:
Т – время между выходом смежных изделий с ротора; l- расстояние между смежными инструментальными блоками; V – скорость перемещения инструментальных блоков;
Роторные линии являются линиями с «жесткой» связью, на которых объект производства непрерывно перемещается от одного рабочего ротора к другому с постоянной окружной скоростью. Поскольку скорость перемещения объектов производства постоянна и если произведение Однако, основное достоинство роторных линий состоит в том, что они имеют высокую производительность. Она достигается за счет следующих факторов: 1. Инструментальные блоки совершают только простейшие возвратно-поступательные движения и поэтому могут выполнять только элементарные операции, станкоемкость которых мала; 2. На рабочих роторах можно устанавливать достаточно большое количество инструментальных блоков, которые работают с последовательной концентрацией элементарных операций; 3. Технологические операции выполняются с минимальными потерями времени на холостые хода, так как объект производства непрерывно перемещается по линии; 4. Жесткая связь между рабочими роторами обуславливает высокую степень концентрации элементарных операций на линии. Вместе с тем роторные линии имеют два существенных недостатка: Первый состоит в ограниченных технологических возможностях этих линий, что обусловлено возможностью выполнения только простейших операций. Второй недостаток связан с габаритами ротора, а также с тем, что на каждом роторе выполняется только одна операция. При большом числе операций роторные линии получаются очень громоздкими и требуют больших производственных площадей. Роторные линии нашли в основном применение в пищевой, оборонной, фармацевтической и электротехнической промышленности. Они применимы при производстве простых изделий без снятия стружки методами штамповки, выдавливания, пайки, дозирования материалов, для сборки и контроля, когда технологический процесс состоит из небольшого числа простых операций. В автомобильной промышленности эти линии применяются для нанесения защитных покрытий и проверки герметичности изделий.
2.1.4 Спутниковые линии
Стремление автоматизировать обработку заготовок сложной формы, неудобных для установки и транспортировки привело к созданию и применению спутниковых линий. На этих линиях заготовки устанавливаются в специальные приспособления – спутники. Спутник перемещается с заготовкой по всей линии, фиксируется и закрепляется вместе с заготовкой на рабочих позициях. При этом заготовка не меняет своего положения относительно спутника. Спутниковые линии, как правило, работают с жесткой связью, имеют сквозное расположение транспорта и циклический принцип действия. На спутниковых линиях удобно и эффективно применять агрегатное оборудование. Спутниковые линии в отличие от других линий имеют транспортер возврата спутников. Расположение транспортера возврата спутников относительно рабочего транспортера во многом определяет компоновку спутниковой линии. Наибольшее применение в спутниковых линиях получило боковое расположение транспортера возврата. Схема такой линии показана на рис. 2.7.
Рис 2.7Схема спутниковой линии из агрегатных станков с боковым расположением транспортера возврата спутников 1 - станок для обработки базовых поверхностей; 2 - загрузочная позиция; 3 - загрузочное устройство; 4 - горизонтальная головка; 5 - угловая головка; 6 - верхняя головка; 7 - поворотное устройство; 8 - рабочий транспортер; 9 - опрокидывающее устройство; 10 - мойка; 11 - транспортер возврата спутников; 12 - контрольная машина; 13 - пульт управления
Схема с боковым расположением транспортера возврата спутников не имеет ограничений для установки оборудования, что дает возможность вести обработку заготовок разными методами и с разных направлений. Компоновка удобна для обслуживания, может применяться для обработки крупных заготовок и технологических процессов с большим числом позиций. Например, при обработке картеров мостов автомобилей, корпусов редукторов, блоков цилиндров двигателей и других деталей. Схема имеет большие технологические возможности. Ее основной недостаток – потребность в больших производственных площадях.
Рис.2.8 Схема спутниковой линии с верхним расположением транспортера возврата спутников 1- станок; 2- загрузочная позиция; 3- рабочий транспортер; 4- рабочая позиция; 5- холостая позиция; 6 и 7 - перегружатели; 8 – транспортер возврата спутников.
Схема с верхним расположением транспорта возврата (рис.2.8) встречается значительно реже. После обработки на линии деталь вместе со спутником перегружателем 6 поднимается и выталкивается на транспортер возврата 8, который представляет собой наклонный рольганг. По рольгангу спутник поступает на перегружатель 7, с помощью которого опускается на позицию 2 загрузки-разгрузки. На этой позиции готовая деталь снимается со спутника, а на спутник устанавливается заготовка. Несмотря на экономию площадей такая схема применяется редко, что связано с неудобством обслуживания и громоздкостью для технологических процессов с большим числом позиций. Схема с нижним расположением транспортера возврата спутников наиболее компактна (рис. 2.9). Однако такое расположение транспортера возврата спутников предъявляет особые требования к конструкции станка, которые не всегда выполнимы. Кроме того, в этом случае транспортер возврата спутников подвержен попаданию на него охлаждающей жидкости, стружки, масла и других производственных отходов, что снижает надежность транспорта.
Рис 2.9 Схема спутниковой линии с нижним расположением транспортера возврата спутников: 1 – загрузочная позиция; 2– сборочный стенд; 3– рабочий транспортер; 4– манипулятор-перегружатель; 5– отводящий транспортер; 6– ведущее колесо; 7– спутник; 8 – транспортер возврата спутников.
Для механической обработки такая схема применяется редко. В основном она применяется для сборочных процессов, где нет производственных отходов и спутники 7 можно изготовить в виде плоских паллет (поддонов), удобных для нижней транспортировки под сборочными стендами 2. Ленточный или пластинчатый транспортер 3 получает принудительное перемещение от ведущего колеса 6. При остановке паллет (в случаях, когда загружен сборочный стенд ) транспортер проскальзывает относительно паллет, создавая запас объектов сборки на линии. При переходе на транспортер возврата паллеты закрепляются на нем и перемещаются на нем как одно целое. Такое построение линии дает возможность сборочным стендам работать несинхронно, что очень важно для автоматизации сборочных процессов. Применение спутниковых линий значительно расширило круг деталей и агрегатов, которые стало возможным обрабатывать и собирать на автоматических линиях. Спутники существенно упростили установку заготовок на рабочих позициях. Появилась возможность создавать линии с замкнутым контуром и осуществлять загрузку и разгрузку на одной позиции. Это удобно и для обслуживания линии. В спутниковых линиях заготовки обрабатываются с одной установки от постоянных баз, что повышает точность обработки. Вместе с тем, спутниковые линии имеют ряд недостатков. Основной из них – более высокая стоимость (примерно на 40%) по сравнению с бесспутниковыми. Спутники на механообрабатывающих линиях представляют собой сложные специальные приспособления. Количество спутников должно быть больше, чем число позиций на линии. Для возврата спутников на исходную позицию требуется специальный транспортер, что связано с дополнительными производственными площадями. Кроме того, для установки на спутник требуется предварительная обработка у заготовки базовых поверхностей, которая обычно выполняется вне линии. Это затрудняет автоматизацию всего технологического процесса.
Производительность линии Производительность – это количество годных изделий выпущенных на линии за определенный период времени:
где Q – годовая производительность линии; N – выпуск изделий на линии в течении года; Ф – годовой фонд рабочего времени. Производительность линии непосредственно связана с потерями рабочего времени. Все потери рабочего времени разделяются на две группы: · Внутрицикловые потери · Внецикловые потери. - Внутрицикловые потери определяются временем холостых ходов и поэтому носят объективный характер. Эти потери зависят от уровня автоматизации и технического оснащения производства. - Внецикловые потери отражают реальные условия эксплуатации линии, в которых работа линий чередуется с простоями по техническим и организационным причинам. Простои могут быть регламентированными (плановыми) и нерегламентированными. Регламентированные простои отводятся на плановый ремонт, на профилактику, на ежедневное обслуживание. Нерегламентированные простои связаны с отказами. Поскольку появление отказов и время их устранения носят случайный характер, то влияние простоев по вине отказов на производительность оценивается на основе теории надежности машин. К этому виду простоев относят также время, в течение которого выпускались изделия не соответствующие техническим требованиям. Простои по организационным причинам имеют место, когда линия находится в работоспособном состоянии, но простаивает из-за отсутствия внешних условий. Часть из них регламентированы: выдача задания, сдача смены, уборка линии и проведение совещания. Другая часть не регламентирована и может быть по причине отсутствия энергии, заготовок, наладчика и по другим причинам. В целом простои по техническим причинам зависят от технического уровня производства, условий эксплуатации и обслуживания линий, а также от их надежности. Простои по организационным причинам отражают уровень организации производства и выполнения технологической дисциплины. Исходя из анализа видов потерь рабочего времени, различают 4 вида производительности: · Технологическая; · Цикловая; · Расчетная; · Общая производительность. Технологическая производительность характеризует выпуск изделий при условии отсутствия потерь рабочего времени:
Это может быть, когда технологический процесс на линии состоит из одних рабочих ходов, которые выполняются непрерывно:
Тогда Qт= Из формулы (2.5) следует, что технологическая производительность - это производительность рабочих ходов и определяется временем рабочих ходов t р.х.. Технологическая производительность позволяет оценить возможности технологии в условиях конкретных параметров изделия. Она зависит от метода и режимов обработки, применяемого на линии инструмента и оборудования. Цикловая производительность Qт характеризует выпуск изделий при условии непрерывной работы линии, когда количество выпущенных изделий пропорционально проработанному времени.
Ф – фонд рабочего времени N ц – количество изделий выпущенных при условии непрерывной работы линии.
Поскольку время цикла состоит из рабочих ходов и холостых ходов, то цикловая производительность учитывает внутрицикловые потери и во многом зависит от Рис. 2.10 Зависимость цикловой производительности автоматизации рабочего цикла. На практике цикловую производительность определяют за час работы:
Расчетная производительность характеризует выпуск изделий с учетом простоев по техническим причинам.
На рис.2.11 показаны графики выпуска изделий для случаев когда линия работает непрерывно (график 1) и для случая когда работа линии чередуется с её простоями (график 2). Из совместного рассмотрения графиков 1 и 2 получается точка С, которая разделяет фонд рабочего времени на две части: суммарное время работы линии и суммарное время простоев линии:
Рис. 2.11 Определение расчетной производительности
Подставляя в формулу (2.9) значения N р и Ф, получим
Учитывая, что Qр= где Nц-Nр= Таким образом, расчетная производительность определяется временем простоев линии, приведенных к одному циклу. Общая производительность Qo учитывает все виды потерь рабочего времени, включая простои по организационным причинам. По аналогии с Qр имеем
где Nд – действительный выпуск изделий на линии в течение года.
При проектировании и эксплуатации автоматических линий для анализа и оценки потерь рабочего времени применяются следующие параметры линий, характеризующие их работу с различных сторон: 1. Коэффициент производительности - 2. Коэффициент технического использования - 3. Коэффициент общего использования - 4. Коэффициент готовности - 5. Коэффициент загрузки - - Коэффициент производительности характеризует непрерывность протекания технологического процесса и потери времени на холостые хода. Он определяется как отношение цикловой и технологической производительности:
Например, если - Коэффициент технического использования является показателем основного вида потерь рабочего времени на линии - простоев по техническим причинам. Этот параметр характеризует техническое состояние и обслуживание линии, ее надежность и эффективность использования и представляет собой соотношение расчетной и цикловой производительностей:
где Например, при Вт = 0, 027 мин/мин на каждую 1000 минут работы линии в среднем приходится 27 минут простоев по техническим причинам. Критерий Вт позволяет более просто и объективно оценивать простои по техническим причинам и определять коэффициент технического использования. Например, при hт.и. =0, 87 линия 13% рабочего времени простаивает в обслуживании и ремонте.
- Коэффициент общего использования является показателем всех видов потерь рабочего времени на линии, характеризующих уровень эксплуатации и организации линии. Он характеризует техническое состояние и обслуживание линии, ее надежность и эффективность использования. Данный показатель представляет собой соотношение цикловой и общей производительностей:
где Например, при hо =0, 82 рабочий фонд времени используется на 82%. Остальное время расходуется на внецикловые потери. Соотношение и взаимосвязь между рассмотренными видами производительности и параметрами линий наглядно можно представить графиком на рисунке 2.12, где каждому виду производительности соответствует своя площадь геометрической фигуры. - Коэффициент готовности является показателем надежности линий, так как учитывает только регламентированные простои линии по техническим причинам, связанным с отказами. Данный показатель подробно рассматривается в следующем параграфе.
  

Надежность линий Проблема надежности технологических машин всегда имеет место, когда решаются задачи автоматизации, т.е. автоматизация и надежность неразрывно связаны. Чем выше уровень автоматизации, тем более жесткими являются требования к надежности исполнительных механизмов. В ряде случаев автоматизация неэффективна из-за низкой надежности основного или вспомогательного оборудования. Под надежностью линий понимается их способность выпускать качественную продукцию с требуемой производительностью в течение длительного времени. Это понятие является комплексным и включает три характеристики: · безотказность · ремонтопригодность · долговечность Ремонтопригодность Ремонтопригодность – это приспособленность линии к предупреждению, обнаружению и устранению причин отказов путем техобслуживания и ремонтов. Устранение отказа, также как и его появление, является случайным событием, в результате которого линия из нерабочего состояния переходит в рабочее состояние. Событие называется восстановлением. Поэтому время восстановления tв единичного отказа, также как и tр, подчиняется показательному распределению. Параметр распределения обозначается через m и называется потоком (частотой) восстановлений в единицу времени. Произведение m´ Dt есть число восстановлений за время Dt. Например, m = 0, 02 мин-1 означает, что восстановление происходит за 50 минут в среднем в течение длительного времени работы. Таким образом, ремонтопригодность аналогично безотказности характеризуется функциями распределения. Первая функция называется функцией восстановления, которая представляет собой вероятность того, что tв меньше или равно t, т.е. F(t) = P(tв£ t), где t – текущее время, которое может принимать значения 0< t< ¥ (рис.2.21).
Рис. 2.20 График относительной частоты и плотности восстановлений по результатам наблюдений
Рис. 2.21 Графики функций восстановления и ремонта
Второй функцией является функция ремонта, которая есть вероятность того, что tв больше или равно t, т.е. R(t)= P(tв³ t).Эта функция показывает вероятность времени нахождения линии в ремонте в случае отказа. Например, точка «2» на графике R(t) = e-mt означает, что вероятность нахождения линии в ремонте 3, 5 и более часа равна 0, 2 или 20% отказов на линии устраняются за 3, 5 или более часа. В процессе эксплуатации линий ремонтопригодность оценивают также числовым показателем tв - средним временем восстановления работоспособности линии (среднее время единичного простоя). По аналогии с tр имеем: tв Так в нашем примере tв = 1/0.02= 50 мин за длительный период времени наблюдения за линией. На практике функции восстановления и ремонта определяются следующим образом. Допустим, ведется наблюдение за работой линии. Фиксируются все отказы на линии и время их устранения. Затем
Графический вид зависимости представлен на рис.2.20. Например, в первый интервал вошла группа восстановлений n(t1). Относительная частота этой группы
При достаточно большом N и Dt®0 зависимость Согласно свойству этой функции вероятность восстановления на j-ом интервале времени составит: F(0, tj) = Например, в первом интервале вероятность восстановления F(0, t1) = Например, 80% отказов устраняется около 3, 5 часа. Вероятность что отказы будут устраняться за 3, 5 часа и более составляет 20%.
Долговечность Долговечностью называют свойство линии сохранять работоспособность до предельного состояния при нормальных условиях эксплуатации и установленной системе обслуживания и ремонта. Предельным считают состояние, при котором дальнейшая эксплуатация линии в связи с ее физическим и моральным износом становится экономически нецелесообразной. При этом оборудование может быть в технически исправном состоянии. Функции распределения, показатели безотказности и ремонтопригодности характеризуют надежность линий на относительно коротком промежутке времени её работы, который составляет 20… 30% от срока эксплуатации. Долговечность показывает как показатели безотказности и ремонтопригодности изменяются в течение всего срока эксплуатации линии. Эти изменения происходят под влиянием факторов, причины которых накапливаются длительное время, развиваются монотонно и переходят в необратимые процессы. Такими факторами являются износ элементов линии, усталость и старение материала. На рис. 2.22 показана схема, которая наглядно иллюстрирует влияние долговечности на безотказность.
Рис. 2.22 Изменение безотказности за срок службы линии. Условные обозначения: l0 –поток отказов новой линии; l1 – поток отказов линии после первого планового ремонта; Т1, Т2 и Т3 – межремонтные периоды. Из схемы (рис. 2.22) следует, что под влиянием необратимых процессов линия после ремонтов не восстанавливается, безотказность ее снижается и межремонтные периоды становятся короче, т.е. l0< l1< l2< l3 и Т1> Т2> Т3. Снижение безотказности и ремонтопригодности в течение всего срока эксплуатации линии оказывают отрицательное влияние на производительность линии, которая постепенно снижается после каждого планового ремонта (рис. 2.23)
Рис. 2.23 Влияние долговечности на производительность линии
Основным показателем долговечности является технический ресурс R, который складывается из межремонтных периодов, иногда его называют сроком эксплуатации: Rтех где Тi – межремонтные интервала времени, годы.
Выбор количества участков Деление линии на участки позволяет повысить надежность, а следовательно и производительность линии. Вместе с тем линия становится более сложной и дорогой, так как требуется установка дополнительных устройств (накопителей, кантователей и т.д.), увеличивается число наладчиков и возрастают расходы на обслуживание и ремонт линии, для компоновки линии требуется больше производственных площадей. Поэтому выбор количества участков является важной технико-экономической задачей проектирования линий. В технической литературе приводятся формулы для определения количества участков. Эти формулы получены эмпирическим путем и учитывают различные технико-экономические факторы, такие как надежность линии, стоимость оборудования и накопителей, затраты на обслуживание линии и зарплату наладчиков. Одна из этих формул имеет следующий вид:
m = где Вi - удельная длительность восстановления (надежность) i- ой позиции; К – отношение стоимости оборудования к затратам на зарплату наладчиков; R – срок линии в годах; М – отношение затрат на обслуживание и ремонт к зарплате наладчиков; a - отношение средней стоимости накопителя к средней стоимости оборудования; Z1 – количество оборудования на одного наладчика; Z2 - количество накопителей на одного наладчика. Вместе с тем практика проектирования и эксплуатации линий выработала ряд показателей эффективности деления линий на участки, которые позволили сформулировать основные положения (рекомендации) по выбору количества участков. Первым таким показателем является коэффициент повышения производительности:
Этот коэффициент характеризует относительное повышение производительности линии при ее делении на «m» участков.
На рисунке 2.32 представлены графики зависимости j = f(m) для двух линий с различной первоначальной надежностью и различным числом позиций. Из анализа этих графиков следует: 1. С увеличением «m» для всех линий наблюдается рост производительности; 2. Более высокие значения коэффициента «j» имеют линии с более низкой надежностью; 3. Каждой линии соответствует предельно допустимое количество участков m1 и m2, больше которого интенсивность повышения производительности резко снижается; 4. Чем выше надежность линии, тем допустимое количество участков меньше m2 < m1.
Рис. 2.32 Графики зависимости Рис. 2.33 Графики зависимости j = f(m) для линий с различной Dj = f(m) для линий с различной надежностью надежностью
Рис.2.34 Графики зависимости y = f (m) для линий с различной надежностью
Вторым показателем является шаговое приращение производительности - Выводы: Увеличение производительности в основном происходит при делении линии на 2-4 участка. Увеличение тем больше, чем больше позиций содержит линия. С уменьшением количества позиций эффективность деления на участке снижается.
Как отмечалось выше, с увеличением количества участков линия усложняется, стоимость ее повышается и для ее обслуживания требуется больше наладчиков, что отражается на трудоемкости. Поэтому при делении линии на участки следует рассматривать третий показатель - коэффициент повышения производительности труда - Поскольку где
П – производительность труда; Т – трудоемкость; f - количество обслуживающего персонала для линии с жесткой связью. Тогда получаем:
Формула (2.83) означает, что с увеличением количества участков растет производительность Qpm, но растет и число наладчиков fm. Поэтому в отличие от показателей j и Dj показатель y имеет оптимальное значение, которое зависит от первоначальной надежности линий. На рисунке 2.34 представлены графики y = f (m) для двух линий с различной первоначальной надежностью. Анализ этих графиков показывает следующее: 1. Чем ниже надежность линии, тем оптимальное значение показателя y (точка «к1») достигается при большем значении «m»; 2. Для линий с высокой надежностью деление на участки может давать отрицательный результат, когда m> к2. При m=к2 повышение производительности уравновешивается ростом трудоемкости. Теперь можно сформулировать общие рекомендации по выбору количества участков. Наиболее эффективно делить линию на участки с низкой надежностью и большим числом позиций. Количество участков на линии должно быть минимально возможным и должно выбираться на основе технико-экономических расчетов.
РАЗДЕЛ III Дисковые БЗУ Дисковые БЗУ являются наиболее распространенным видом БЗУ с механизмом захвата. Эти БЗУ обеспечивают автоматическую подачу и ориентацию мелких заготовок различной конфигурации с достаточно большой производительностью. Кроме этого, дисковые БЗУ имеют простую конфигурацию, надежны в работе и удобны в эксплуатации. Схема дискового БЗУ представлена на рисунке 3.6. Захватный орган в виде диска, по периферии которого равномерно выполнены пазы, карманы. Пазы могут иметь тангенциальное расположение, радиальное и располагаться по хорде. Чтобы организовать зону захвата бункер и диск устанавливают под углом
Расположение деталей на диске:
Перпендикулярно плоскости По радиусу диска По хорде диска
Рис. 3.6 Схема дискового БЗУ: 1 – Права часть МН; 2 – приемное окно.
Плюсы: высокое значение коэффициента захвата Расчет дискового БЗУ рассмотрим на примере, когда пазы на диске выполнены по хорде. В этом случае
Выполнение этого условия обеспечивает свободное западание в паз одной заготовки с габаритными размерами «l» и «d».Ширина паза принимается равной Н=(1, 2…1, 5)d, а глубина – В= (1, 1…1, 2)d (рис.3.6).
При расчете дисковых БЗУ обычно задается производительность и известным является параметр заготовки l/d. Расчет начинается с того, что принимается коэффициент вероятности захвата равным 0, 4…0, 6, диаметр диска D =(20…25)d. Угол наклона диска a должен быть больше угла трения r между заготовками и диском. Обычно a » (2…4)rmax, что соответствует a=25…40° и подтверждается практикой эксплуатации дисковых БЗУ (рис. 3.7).
Рис. 3.7 Экспериментальные зависимости для дисковых БЗУ с карманами по хорде.
Что касается диаметра диска D, то его увеличение оказывает положительное влияние на коэффициент h (уменьшается кривизна траектории движения пазов в зоне захвата). Однако при этом возрастает потребность во внешней энергии. Далее из формулы производительности
определяется частота вращения диска «n» и окружная скорость пазов:
где D – диаметр диска в мм. Количество пазов определяется по формуле
где L+DL – шаг расположения пазов; DL» d - толщина стенки между пазами. Полученная окружная скорость проверяется на vмах, так как должно v< vмах , где vмах максимально допустимая скорость при h=0 и Qр =0. Для этого рассматриваются схемы действия сил на заготовку и ее положение в момент выпадения через окно в днище бункера МН (рис. 3.6). Максимально допустимая скорость Vмах определяется из условия свободного выпадения заготовки из паза магазина-накопителя:
где t – время прохождения заготовки длиной «l» окна в днище бункера длиной В¢. Это время определяется через ускорение заготовки в момент ее выпадения из окна диска:
где S – монтажный зазор между диском и днищем бункера. Ускорение заготовки в момент ее выпадения определяется из уравнения равновесия заготовки. В момент выпадения на заготовку действуют: - сила веса mg - сила трения F тр = fN - сила инерции mj Уравнение равновесия имеет вид: Учитывая, что получим
где N - нормальная реактивная сила от составляющей силы веса заготовки.
3.3 Способы вторичной ориентации в БЗУ
Вторичная ориентация выполняется в захватном органе вне зоны захвата или в магазине-накопителе. Во всех случаях выполнения вторичной ориентации используются конструктивные элементы детали (ключи ориентации). Один из способов вторичной ориентации на захватном органе рассмотрим на примере дискового БЗУ (рис.3.8) для подачи детали «колпачок с глухим отверстием», у которой l/d ³ 3 и l1< l2, т.е. положение центра масс не совпадает с геометрическим центром. В момент захвата (западание детали в паз) детали получают первичную ориентацию по оси. Далее требуется выполнить вторичную ориентацию по положению торца детали. С этой целью пазы снабжаются перегородками, которые разделяют пазы на две равные части. Когда паз диска поднимается вверх, колпачок располагается на перегородках по длине паза. При этом происходит его ориентация под действием силы тяжести, и деталь занимает положение торцом вниз.
1 – Геометрический центр, 2 – Центр тяжести. Рис.3.8 Схема вторичной ориентации в дисковом БЗУ
На рисунке 3.9 представлен способ вторичной ориентации детали конической формы в магазине-накопителе. В этом случае для вторичной ориентации используется разность диаметров торцов детали D> d. Лоток магазина-накопителя разделяется на две части. Между ними устанавливается полочка 3, которая имеет внутренний паз. Ширина паза выбирается такой, чтобы в него свободно западала деталь малым торцом «d» и не западала большим торцом «D». Таким образом, если деталь поступает из лотка 1 на торце D, то она сохраняет свою ориентацию при переходе в лоток. Если деталь поступает на торце «d», то она входит в паз полочки, где под действием питателя натыкается на порожек и изменяет свою ориентацию, т.е. перемещается по лотку торцом D. Глубина паза выбирается такой, чтобы питатель располагался выше порожка. Обычно глубина паза принимается равной половине высоты конуса l/2.
Рис.3.9 Схема способа вторичной ориентации детали конической формы.
Вибрационные БЗУ
Вибрационные БЗУ обеспечивают непрерывную подачу деталей в ориентированном положении. Отличаются очень высокой производительностью. Наиболее широко применяются на сборочных автоматах и линиях для автоматической подачи с большой производительностью мелких деталей простой формы (гайки, пробки, заглушки), обладающих свойством устойчивой ориентации в определенном положении. Обычно ВБЗУ обеспечивают равномерную подачу деталей с большим диапазоном изменения производительности. ВБЗУ обладают рядом достоинств, основными из которых являются: - отсутствие подвижных захватных органов; - равномерная подача деталей; - широкий диапазон, простота и плавность регулирования производительности; - возможность перемещения деталей хрупких и с высокими фрикционными свойствами. Работа вибрационных загрузочных и транспортных устройств основана на том, что лотку с находящимися на нем деталями сообщаются от вибратора гармонические колебания с определенной частотой. При этом внешняя сила прикладывается к лотку под углом α. В процессе колебания лотка происходит взаимодействие силы инерции и силы трения детали о лоток, в результате чего создаются условия для перемещения детали по лотку. В качестве привода в виброустройствах применяются дисбалансные, пневматические и гидравлические вибраторы. В машиностроении наибольшее распространение получили виброустройства с электромагнитным приводом. Данный привод позволяет быстро и плавно регулировать скорость перемещения деталей по лотку. Различают ВБЗУ с прямым или спиральным лотком. Первые в основном используются как транспортное средство. На их примере рассмотрим принцип движения деталей по лотку (рис. 3.11). Лоток с помощью башмака закрепляется на пружинах, которые в свою очередь закрепляются через башмаки на основании устройства. Пружины располагаются под некоторым углом α. Башмаки выполняются из синтетических материалов и играют роль амортизаторов. Для обеспечения гармонических колебаний лотка к катушке электромагнита подаются периодически электрические импульсы, которые образуются при прохождении переменного тока через полупериодный выпрямитель (рис. 3.12). Под действием изменяющегося магнитного поля лоток получает гармонические колебания с частотой переменного тока 50 Гц. За период одного колебания лоток совершает движение вперед и движение назад. Движение лотка назад происходит, когда через катушку электромагнита проходит ток. Под действием магнитного поля якорь притягивается к сердечнику, преодолевая сопротивление пружин. Пружины изгибаются, накапливая энергию для движения лотка вперед, когда в катушке электромагнита тока нет.
а) б
Рис. 3.11 Фрагмент вибрационного устройства с прямым лотком. Условные обозначения: 1- лоток; 2 – вибратор; 3 – пружины; 4 – опоры пружин (башмаки); 5 – основание.
Рис. 3.12 Схема преобразования переменного тока в полупериодном выпрямителе ВБЗУ
Для этого условимся обозначать движение лотка вперед знаком (+), а движение лотка назад - зна-ком (-).
Рис. 3.13 Графики взаимодействия сил трения F и инерции mjCosα при движении лотка а) вперед (+); б) назад (-). На деталь, находящуюся на вибрирующем лотке, действуют следующие силы: 1) Сила веса детали 2) F= fN сила трения, являющаяся силой сопротивления движению детали по лотку и действующая вдоль лотка; f - коэффициент трения, N - нормальная реакция со стороны лотка на деталь; 3) 4) N - нормальная реакция со стороны лотка, обусловленная силой веса детали. Направления действия сил инерции и трения за период колебания меняются на противоположные. Все силы условно прикладываются в центре тяжести детали. Из схемы действия сил следует, что деталь перемещается по лотку, если выполняется условие:
Неравенство (3.30) - условие движения лотка вперед. В этом уравнении:
Ускорение, при котором mjCosα = F, называется критическим. Критическое ускорение при движении лотка вперед обозначается через j+1 и определяется из условия: откуда
При движении лотка назад, силы инерции и силы трения меняют направления действия на противоположные: В этом случае критическое ускорение обозначается через j -1 и равно:
На рис.3.13 показаны графики зависимостей силы трения и силы инерции от ускорения при движении лотка вперед и назад. Совместное рассмотрение этих графиков позволяет выделить 3 зоны движения: I. Имеет место, когда ускорение меньше чем j +1, т.е. II Зона называется зоной относительного движения, когда Наиболее интересна III зона ( Наиболее удобным критерием оценки зоны движения заготовки по вибрирующим лоткам является амплитуда колебания «А». В данном случае речь идет об амплитуде в горизонтальной плоскости.
Как следует из уравнения (3.36) с увеличением ускорения j возможен случай, когда нормальная реакция будет равна нулю. При этом появляются условия для отрыва детали от лотка. Деталь при этом будет совершать микрополеты. В результате уменьшается сопротивление движению детали по лотку, а следовательно и скорость движения. Критическое ускорение j, при котором N=0, определяется из условия:
откуда Таким образом, в зависимости от ускорения детали по лотку могут перемещаться в двух режимах: с проскальзыванием и с отрывом от лотка. Режим проскальзывания соответствует второй зоне работы ВБЗУ и применяется для деталей не допускающих соударений, ответственных, тяжелых, когда требуется обеспечить плавное и равномерное перемещение со скоростью 5-10 м/мин. При этом режиме пружины устанавливаются под углом 20-30°. Режим с микрополетом соответствует третьей зоне работы ВБЗУ и применяется для деталей менее ответственных, с высокими фрикционными свойствами и когда требуется обеспечить более высокую производительность устройства. При этом режиме скорость деталей может достигать 20 м/мин, а пружины устанавливаются под углом не более 10°. В машиностроении в качестве вибрационных загрузочных устройств в основном применяются устройства со спиральными (наклонными) лотками. Такие ВБЗУ применяются для широкого круга плоских и цилиндрических деталей крупных, средних и мелких размеров (от колец подшипников до шестеренок ручных часов). На рис. 3.14 показана схема ВБЗУ со спиральным лотком для подачи мелких деталей в сборочный автомат. Бункер состоит из цилиндрической чаши 1 и днища 2. Внутри чаши выполнен спиральный лоток 3. Днище бункера закрепляется на трех наклонных стержневых пружинах 4. Привод выполнен в виде электромагнита 5, установленного по оси симметрии бункера. Якорь электромагнита жестко закреплен на днище бункера. Для виброизоляции БЗУ пружины крепятся на массивной плите 6, которая устанавливается на основании 8 с помощью амортизаторов 7. Вал 9 жестко связан с основанием 8 и позволяет амортизационной системе перемещаться только вертикально и поворачиваться вокруг оси. Во время работы ВБЗУ якорь электромагнита получает колебательные движения в вертикальном направлении, которые тремя наклонными пружинными стержнями преобразуются в колебания чаши бункера по спирали. Загруженные в бункер детали сползают по конусному основанию к лотку, поднимаются под действием вибраций вверх и попадают в приемную часть магазина-накопителя. Для обеспечения безопасности работы и снижения шума БЗУ монтируется в корпус 11. Для деталей больше 10 мм рабочая поверхность лотка наклонена в сторону стенки чаши под углом 3°…4°. Для подачи мелких деталей (d=10 мм) рабочая поверхность лотка наклонена под углом 20° внутрь чаши и выполняется с буртиком. Буртиком удерживается на лотке только нижняя деталь. Остальные соскальзывают и падают в бункер. На рис.3.15 б показана схема действия сил на деталь при ее подъеме по лотку. Очевидно, что условием подъема является условие: где β - угол подъема спирального лотка; F- суммарная сила трения, действующая на деталь во время движения по спиральному лотку. Суммарная сила складывается из силы трения по лотку и силы трения детали о чашу бункера F 1 = Nf 1=f 1 ( и силы трения детали о поверхность чаши бункера. Последняя возникает от центробежной силы, которая действует на деталь. Она определяется из соотношения:
где N- нормальная реакция на деталь со стороны лотка; f1- коэффициент трения детали о лоток; ω =2π f - круговая частота колебания чаши; f - частота тока 50Гц; f1 – коэффициент трения детали о лоток; f2- коэффициент трения детали о чашу бункера. Рассмотрим некоторые рекомендации по проектированию и расчету ВБЗУ со спиральным лотком. Производительность устройства определяется по формуле:
При проектировании вибробункера скорость движения заготовки по лотку определяется сходя из заданной производительности: где v- скорость движения детали по лотку; l – размер заготовки в направлении ее движения по лотку; Скорость движения детали по лотку зависит от круговой частоты и амплитуды колебаний чаши «А» с учетом коэффициента скорости Кс :
Vср= Амплитуда колебаний определяется по формуле:
в которой ускорение j обеспечивается изменением силы тока в цепи питания электромагнита. Угол подъема лотка должен быть меньше угла установки пружин, т.е. β < α. Как показали исследования наиболее высокие значения коэффициента заполнения η и скорости Кс достигаются при углах подъема лотка 2°…4°. Дальнейшее увеличение угла подъема приводит к снижению этих коэффициентов. Коэффициент заполнения лотка зависит от геометрической формы деталb, состояния ее поверхностей и формы лотка и находится в пределах 0, 4…0, 9. Коэффициент скорости зависит от режимов работы загрузочного устройства и коэффициентов трения f1 и f2. При оптимальных значениях углов α и β коэффициент скорости находится в пределах Кс =0, 6…0, 7 Диаметр чаши бункера с одной стороны определяется исходя из шага t и угла подъема спирали β: D = t= 1, 5h + δ (3.52) где h –высота детали; δ – толщина лотка.
С другой стороны для обеспечения высоких значений коэффициента η диаметр чаши должен быть связан с габаритами детали: D = (6…12)l (3.53) где l – наибольший габаритный размер детали. Высота чаши Н= (0, 2…0, 4)D. Чем больше «l», тем меньше можно допускать соотношение D/l, так как более крупные детали легче преодолевают боковое трение f2 , связанное с кривизной чаши. Для работы ВБЗУ очень важно обеспечить высокую точность установки пружинных стержней как по углу так и по окружности. При недостаточной точности установки стержней возникает сброс деталей с лотка. Желательно лоток изготавливать жестко связанным с бункером, чтобы избежать его собственных колебаний. Стенки чаши должны быть жесткими, чтобы не возникали поперечные колебания, которые приводят к блуждающему движению заготовок по лотку. Важным условием надежной работы вибробункера является отсутствие зазоров в соединениях и точность установки пружин по окружности. Точностью расположения пружин является (
Рис. 3.14 Схема вибро БЗУ со Рис. 3.15 Схема действия сил на деталь спиральным лотком во время работы вибро БЗУ со спиральным лотком
Рис 3.16 БЗУ крючкового типа Рис.3.17 Схема крючкового БЗУ Предназначен для автоматической подачи заготовок типа колпачков трубок. Заготовки загружаются в предбункер 1, откуда в необходимом количестве подаются в бункер 2 с помощью заслонки 3. На диске 4 по периферии установлены крючки 5. При вращении диска крючки проходят через массу заготовок и, захватив по одной заготовке, переносят их в ориентированном положении в отводной лоток 6. Для увеличения вероятности захвата в зоне захвата выполнена канавка, обеспечивающая установку заготовок в требуемом положении перед захватом их крючками. Расстояние между крючками «m» следует принимать где l и d- длина и диаметр заготовки. Количество крючков на диске обычно принимают z= 8…12 шт. Производительность бункера определяется по формула где V- окружная скорость движения захватов, м/сек; z- количество крючков; D- диаметр по захватам, м; Q- 120…150 шт/мин
или
Скорость V принимается с учетом двух условий. Она должна иметь определенное значение, чтобы крючки могли захватить заготовку, а заготовка имела возможность сбрасываться в необходимом месте.
где
Угол оборотов диска
Из формулы (3.51) следует, что с увеличением диаметра D производительность должна уменьшаться. Однако чем больше D, тем можно расположить большее количество захватных органов z и, следовательно, при заданной окружной скорости потребуется меньшее число оборотов диска ( в минуту) с крючками. Это повышает коэффициент захвата Минимальный радиус R захватов следует брать из условия хорошей проходимости заготовок длиной Рекомендуется В устройствах подобного типа осуществляется одновременно захват и двойная или первичная ориентация заготовок в зависимости от их конструкции. первичная двойная Рис. 3.18 Для различных конструкций заготовок будут различными
Трубчатые БЗУ Трубчатые БЗУ по производительности и универсальности применения уступают дисковым БЗУ. Однако обладают рядом достоинств. Трубчатые БЗУ компактны, отличаются простотой конструкции и надёжностью в работе, легко переналаживаются на другой размер заготовок. Трубчатые БЗУ различаются по тому, какой элемент конструкции устройства совершает движение, которое создаёт условия для западания заготовок в трубку. Наибольшее применение получили БЗУ с вращающейся насадкой и двумя половинами трубок, движущимися возвратно- поступательно. Подробнее рассмотрим первую конструкцию. На рисунке 3.21 показана схема трубчатого БЗУ с вращающейся насадкой и неподвижной трубкой. Бункер устройства состоит из кожуха 1 конической формы, который крепится к днищу 2. Захватно - ориентирующий орган выполняется в виде вращающейся насадке 3. Внутри насадки располагается неподвижная трубка 4, приёмная часть которой является продолжением конуса насадки. Для перемешивания засыпанных бункер заготовок, к насадке крепится ворошитель 5. Насадка получает вращение через червячный редуктор от электродвигателя. Рассмотренная конструкция трубчатого БЗУ применяется для автоматической подачи ориентации цилиндрических заготовок с отношениями l/d=1…6.
Рисунок 3.21. Схема трубчатого БЗУ с неподвижной трубкой
Рис. 3.22 график зависимости коэффициента заполнения
Переналадка бункера на различные размеры заготовок заключатся в смене насадки трубки. Особенностей трубчатых БЗУ является то, что они работают по принципу ориентации заготовок западанием в трубку, которая происходит в одной позиции. Через эту позицию должны пройти все заготовки одна за другой. Этот принцип работы бункера предъявляет жесткие требования к выбору его конструктивных параметров, которые оказывают влияния на создание условий западания заготовок в трубку. К таким конструктивным параметрам относятся: - угол конуса**** бункера - угол конуса днища -угол конуса насадки °- интенсивность перемешивания заготовок. Поэтому основной задачей при проектировании трубных БЗУ является определение оптимальных значений этих параметров. Угол
где Угол
При меньших значениях угла
Рис. 3.23 К вопросу о выборе угла конуса насадки
Диаметр трубки выбирается из условия свободного падения заготовок в трубке без заклинивания и потери ориентации (см. дисковые БЗУ). Соотношение параметра заготовок Из схемы следует, что западание заготовки в трубку зависит от величины плеча «х», на котором создается момент поворота заготовки от силы ее веса G. Очевидно, условием западания в общем виде является неравенство где М – суммарный момент трения от сил трения F1 и F2; F1 – сила трения между заготовкой и конусом насадки; F2 - сила трения между заготовкой и трубкой. Величина плеча «х» при определенном диаметре трубки зависит от параметра Для заготовок с параметром
Щелевые БЗУ Щелевые БЗУ применяются для автоматической подачи и ориентации заготовок типа винтов, которые требуют двойной ориентации: ориентации относительно оси вращения и ориентации по расположению головки. Как показывает опыт, ориентация заготовок, имеющих головку, как правило осуществляется путем западения их стержней в ориентирующую щель. Ширина щели меньше диаметра головки, благодаря чему запавшие заготовки зависают на головках, приобретая требуемую ориентацию.
Рисунок 3.24 Основные виды заготовок типа винтов. Очевидно, что западание заготовок типа винтов в щель возможно только при расположении центра тяжести в стержне, т.е. при наличии координаты x c. Применяются различны виды щелевых БЗУ. В качестве примера рассмотрим основы проектирования щелевого БЗУ с круговой ориентирующей щелью (рисунок 3.25). Такие БЗУ обеспечивают равномерную подачу заготовок, обладают высокой производительностью и характеризуются плавной работой. Они универсальны с точки зрения размеров заготовок. Наиболее эффективно их применение для заготовок, у которых x c =(1…2)dc. Переналадка БЗУ заключается в замене диска и лотка. ***состоит из бункера 1 и неподвижного корпуса 2, вращающегося диска 3 с собачками 4 и привода 6. Загружаемые в бункер 1 заготовки при вращении диска 3 западают в щель, которая образуется между неподвижным корпусом 2 и диском 3. Поскольку ширина щели меньше головки заготовок, то последние зависают на головках. В пазу диска 3 установлены на осях собачки 4, которые при вращении диска захватывают запавшие в щель заготовки и транспортируют их к лотку выдачи 5. Лоток 5 конструктивно выполнен так, что образует щель, равную по ширине щели бункера. При вращении диска запавшие в щель заготовки выталкиваются собачками в лоток. В случае переполнения приемного лотка заготовками дальнейшее поступление их прекращается, собачки отжимаются в паз диска 3 и скользят по неподвижным заготовкам, находящимся в щели бункера. Загрузочное устройство при эксплуатации устанавливается наклонно для того, чтобы основная масса заготовок концентрировалась в нижней части бункера, поскольку в верхней находится приемный лоток. Угол наклона составляет 25° …30°.
Рисунок 3.25 Схема щелевого БЗУ с круговой ориентирующей щелью. Производительность щелевого БЗУ может быть определена по формуле: Q= где V g - окружная скорость диска в м/мм; D- диаметр головки заготовки; К- коэффициент заполнения щели (0, 35-0, 5).
Допустимая окружная скорость диска V g max определяется из условия, при котором заготовка, зависнув на головке в щели, не будет выбита из нее в исходное положение. Согласно этому условию допустимая окружная скорость определяется следующей зависимостью: V g max = l где l з – длина заготовки; Хс- расстояние от центра тяжести заготовки до головки; m - масса заготовки; g - ускорение свободного падения; b - расстояние от оси заготовки в начальном положении при западании до середины рабочей плоскости собачки (b=D/2+ Хс); I - момент инерции заготовки относительно оси ее поворота при западании в щель. Момент инерции J определяется по формуле: где mc – масса стержня заготовки; mг - масса головки заготовки; l c - длина стержня заготовки; Н- высота головки. Конструктивные параметры щелевого БЗУ определяются следующим образом. Средний диаметр щелевого кольца определяется по формуле: С уменьшением среднего диаметра щелевого кольца зазор между стержнем заготовки и поверхностью конического кольца и диска, образующих щель, будет уменьшаться, что снизит диапазон положений заготовки, благоприятствующий западанию, т.е. снизит коэффициент заполнения щели, а следовательно и производительность. Ширина ориентирующей щели «В» определяется по формуле: В= где Высота скоса диска h выбирается из условия h = 0, 9dc. Высота диска выбирается исходя из конструктивных соображений и условий прочности. Мощность электромотора привода определяется согласно выражению: где Мкр- крутящий момент; n – частота вращения диска;
Автоматизация транспорта Автоматизация транспорта позволяет сокращать время рабочего цикла примерно на 30…40%. Автоматизация транспорта представляет собой автоматизацию передвижения деталей, заготовок, агрегатов по технологическому оборудованию в ориентированном состоянии. Помимо основной транспортной функции, транспорт является базой для компоновки линий. Может включать вспомогательные элементы, подъемники, поворотные устройства, опрокидыватели, мойку и т.п. решение задач по автоматизации транспорта во многом зависит от способа перемещений заготовок по линиям. В машиностроении применяют три способа перемещений заготовок по линиям: - самотечный - полусамотечный - принудительный Самотечным способом называется способ транспортирования заготовок под действием силы собственного веса заготовок. Его иногда называют гравитационным способом. Способ реализуется в различных лотках, в которых заготовки перемешаются сверху вниз скольжением, качением или падением. Таким образом, самотечный способ, по сути, представляет собой наклонные или вертикальные спуски. Наклонные спуски реализуются в лотках с различной траекторией движения и с различной формой поперечного сечения. Наибольшее распространение получили следующие формы наклонных лотков:
1- угловые 2- коробчатые открытые 3- коробчатые полузакрытые 4- Т-образные 5- полочки 6- Трубчатые. Угол наклонна
Допустим заготовка начинает движение по лотку с углом
Рис. 3.27 Схема действия сил на деталь во время ее перемещения по наклонному лотку
V – скорость заготовки в конце пути лотка длиною l. Заготовка по наклонному лотку перемещается под действием силы веса где h – начальная высота лотка. Если реальные условия не позволяют обеспечить необходимую высоту лотка, то лоток выполняют по винтовой линии. Для уменьшения трения между деталью и лотком, лоток снабжается не приводными роликами. Ролики монтируются на раме, которая компонуется секциями по 2-3м длиной. Таким образом, получается роликовый конвейер (рис.3.28).
Рис 3.28 Схема наклонного спуска с непрерывными роликами Шаг между роликами l – рабочая длина заготовки. Угол i – количество роликов G р – вес роликов D – диаметр роликов. Угол наклона обязательно проверяется на допустимую скорость соударения заготовок Вертикальные спуски реализуются в змейковых, каскадных, зигзагообразных и винтовых лотках:
Змейковый лоток образуется волнистыми стенами под действием которых, заготовка, переходя от одной стенки к другой, меняет направление движения на угол
Если
Рис.3.29 Схема змейкового вертикального спуска
Рис. 3.31(б) схема винтового спуска
Каскадные лотки . (рис.3.3) Они образуются установкой на противоположных стенках лотка наклонных стенок На рис.3.31 представлена схема лотка с винтовым спуском. Это наиболее универсальные лотки, как по применяемым деталям, так и по скорости их движения. Винтовые лотки могут быть закрытыми, полузакрытыми, скольжения, качения. Корпус лотка выполняется из листовой стали с многочисленными отверстиями. Имеет форму цилиндра с диаметром D. Лоток монтируется на корпусе. На рис.3.31б. показана расчетная схема лотка. Диаметр D должен быть таким, что бы отношение радиусов было не меньше 0, 9 и как можно ближе к 1. т.е.:
Для обеспечения устойчивого, равномерного движения детали по лотку. При проектировании винтовых спусков, часто исходным параметром является ширина лотка В.
Отсюда следует, что искомая величина: При движении достаточно тяжелых деталей, когда G = 0, 5…1, 0, то расчет ведется по среднему радиусу и в этом случае учитывается силы трения детали о боковые направляющие от центробежной силы Q. В этом случае уравнение равновесия детали во время движения по винтовому лотку имеет вид: f 1– трение скольжения о лоток/ Rc =? V = conste
Роликоцепные конвейеры
Рис.3.40 Схема роликоцепного конвейера со свободно вращающимся роликом
На рис.3.40 показана схема такого конвейера. Рабочие ролики 5 свободно вращаются на оси 1, жестко закреплены в наружных платинах цепи2. Внутренние пластины монтируются на втулке 3, которая является опорой для транспортных роликов 4. Во время работы конвейера ролики 4 катятся по направляющей 6 и линейное перемещение цепи передается рабочим роликом 5, которые, вращаясь на оси, перемещают заготовки за счет трения с заготовкой. Такие конвейеры применяются для транспортировки заготовок с развитой плоской базой, когда отношение L / h > 1. При этом шаг t установки ролика принимается
IV раздел Виды активного контроля В процессах механообработки активный контроль может иметь измерения до процесса, в процессе и после процесса обработки. В зависимости от этого устройства активного контроля (УАК) выполняют различные функции. Если измерения осуществляются до процесса, то УАК выполняют защитные функции. Такие устройства не допускают попадания на обработку заготовок с припусками, превышающими допустимые пределы, или по каким-либо другим параметрам. Они могут давать команду на останов станка (линии) или на удаление бракованной заготовки из потока. На рисунке 4.1 показана схема защитного устройства перед токарной обработкой заготовок валиков. При попадании на измерительную позицию линии 1 бракованной заготовки через измерительное устройство 2, преобразователь 3 и командно-сигнальный пункт 4 подается команда-сигнал на сортировочный механизм 5, который сбрасывает ее в сборник брака 6. Годные заготовки поступают на обработку без сигнала.
Рис. 4.1 Схема защитного устройства перед обработкой заготовок валиков
На рисунке 4.2 показана схема активного контроля с защитными функциями, который применяется на автоматических линиях механообработки колец подшипников. Перед шлифованием жолоба кольцо подшипника поступает на измерительную позицию, где устанавливается на платформе 1. При каждом измерении рычаг 2 от гидроцилиндра 3 через реечную передачу 4 получает одинаковое перемещение. Если припуск на обработку больше нормы, кольцо опустится ниже положения «годен» и замкнется контакт 5. В этом случае подается команда исполнительному механизму на отбраковку кольца. При многократном повторении отбраковки подается команда на остановку линии, которая сопровождается световым и звуковым сигналом. Цикл перемещений измерительному рычагу 2 задается копиром 9, который через ролик воздействует на кран 10. Рычаг-ограничитель 7 срабатывает при включении устройства без кольца подшипника. Наибольшее перемещение платформы ограничивается упором 8. В исходном положении платформа фиксируется упором 6.
Рис. 4.2 Схема защитного устройства перед шлифованием желоба кольца подшипника
В ряде случаев защитные устройства устанавливаются на автоматических линиях для контроля за состоянием обрабатывающего инструмента. На рисунке 4.3 показана схема такого устройства для контроля отверстий после сверления. При каждом измерении корпус устройства получает от привода медленное возвратно-поступательное перемещение. Внутри корпуса монтируется скалка, на которой располагаются щупы. Размеры щупов, их расположение соответствует обработанным отверстиям заготовки. Если в каком-либо отверстии остался обломок сверла или оно недосверлено, при перемещении корпуса вперед скалка, сжимая пружину, останавливается и на нее наезжает конечный выключатель КВ, от которого дается команда на остановку линии и на звуковой и световой сигнал наладчику. Если все в порядке скалка во время контроля не изменяет своего положения относительно корпуса.
Рис. 4.3 Схема контроля за состоянием инструментов после сверления отверстий в заготовке
УАК с измерениями в процессе обработки могут подавать команды на переключение режимов обработки (изменение оборотов шпинделя, изменение подачи инструментов и т.д.), смену инструментов, изменение траектории движения инструментов и остановку процесса (автостопы). В качестве примера на рисунке 4.4 представлена схема УАК с измерением диаметра отверстия в процессе внутреннего шлифования. Устройство называется с механическим суммированием перемещений измерительных рычагов.
Рис. 4.4 Схема устройства активного контроля в процессе внутреннего шлифования отверстия
В процессе шлифования верхний измерительный рычаг 2 передает перемещения пневмокамере 4 с измерительным соплом 3. Нижний измерительный рычаг 1 передает перемещения пятки 5. Между пяткой и измерительным соплом имеется зазор S. Пневмокамера устанавливается в корпусе устройства с помощью пружин 7. В пневмокамеру подается сжатый воздух постоянного давления P=Const. Давление внутри пневмокамеры является переменным в зависимости от величины зазора S, т.е. в зависимости от отклонений диаметра обрабатываемого отверстия. Особенностью схемы является то, что при каждом измерении величина зазора S равна сумме перемещений измерительных рычагов 1 и 2, т.к. перемещения измерительного сопла и пятки происходят в одном направлении и суммируются. Это позволяет исключить погрешность измерения, связанную с относительным смещением ∆ оси прибора и оси отверстия заготовки в направлении линии измерения У-У, т.е. величина зазора S не зависит от смещения ∆. Данное устройство применяется при контроле отверстий диаметром 200-250 мм. Точность измерения 2.5 мкм. Как только давление в пневмокамере принимает значение, соответствующее требуемой точности обработки, срабатывает преобразователь и через исполнительный механизм подается команда на остановку процесса.
Рис.4.5 Схема определения настроения размеров Sн1 и Sн2 для подналадочного устройства на плоскошлифовальном станке
Рис.4.6 Схема формирования подналадочного импульса на плоскошлифовальном станке
УАК с измерениями после процесса обработки обычно выполняют подналадочные функции (автоподналадчики), а также используются для сортировки и отбраковки обработанных деталей. При многократном повторении появления бракованных деталей могут подавать команду на оставку процесса или линии. Необходимость применения автоматической подналадки возникает, когда размерный износ инструмента за время его работы Т значительно ( в несколько раз) превышает величину допуска на обработку. Наиболее часто это бывает на шлифовании, когда имеет место с одной стороны интенсивный износ круга, а с другой – высокие требования по точности обработки. В качестве примера на рисунке 4.6 показана схема подналадочного устройства на плоскошлифовальном станке. По мере износа шлифовального круга среднестатистическое значение (центр группирования) размера S деталей возрастает и постепенно приближается к верхней границе поля допуска (рисунок 5.5).Для того чтобы исключить появление брака и полностью использовать возможности инструмента, через время t0-t1 необходимо вернуть шлифовальный круг в исходное положение, т.е. сообщить шлифовальному кругу подналадочный импульс Z. Величина подналадочного импульса определяется выбором настроечных размеров
Z=SH1-SH2 (4.1)
Чтобы гарантировать точность обработки настроечные размеры всегда располагаются внутри поля допуска TS и назначаются с учетом погрешности обработки 3σ и погрешности подналадки (измерения) 3σ п:
SH1=Sнаиб. - 3σ - 3σ п и SH2=Sнаим. + 3σ + 3σ п
где Sнаиб и Sнаим предельно-допустимые размеры детали. Помимо настроечных размеров и подналадочного импульса, подналадка характеризуется периодом подналадки tП и временем наладки tН. Подналадочный импульс формируется следующим образом. После обработки детали поступают на измерительную позицию 1. При получении от трех деталей к ряду размера равного SH1 сигнал от преобразователя 2 проходит усилитель 3 поступает на исполнительный механизм 4 (электродвигатель), который через редуктор 5 и зубчатую передачу 6 передает вращение микровинту 7 шлифовальной бабки 8. Время вращения винта задается с помощью реле времени. Скорость перемещения шлифовальной бабки измеряется в пределах 0, 05…0, 2 мм/мин. Наиболее совершенными являются устройства комбинированного активного контроля. Такие устройства впервые были разработаны на кафедре «Технология машиностроения» доцентом, к.т.н. Полянским П.М. Они состоят из двухступенчатого контроля с измерениями в процессе и после обработки (рисунок 4.7). По результатам измерений в процессе обработки преобразователь первой ступени П1 подает команды исполнительному механизму этой ступени И1 на переключение режимов обработки и остановку цикла. Преобразователь П1 работает в тяжелых условиях. Вибрации, удары абразивных частиц, износ измерительных наконечников и т.п. приводят к нарушению настройки преобразователя П1, что проявляется в смещении среднего размера заготовки.
Рис.4.7 Схема комбинированного активного контроля
Смещение среднего размера заготовки фиксируется преобразователем П2 второй ступени, который дает две команды. Первая команда поступает на поднастройку преобразователя первой ступени, вторая – исполнительному механизму И2 сортировки заготовок на годные и брак, если он случайно появится. Таким образом, устройство второй ступени управляет устройством первой ступени, осуществляя обратную связь. Устройство первой ступени в свою очередь управляет непосредственно станком. Такие системы активного контроля превращают станок в автомат, полностью самонастраивающийся по контролируемому параметру.
Методы измерений в УАК При любом виде контроля измерения могут носить прямой или косвенный характер. При прямом измерении контролируемый параметр определяется непосредственно на объекте производства и в натуральную величину (примеры смотри ниже). Отсюда следует, что прямое измерение дает более объективную информацию о контролируемом параметре. Косвенное измерение применяется, когда по условиям обработки, конструкции и габаритов изделия не удается осуществить прямое измерение. При косвенном измерении информацию о контролируемом параметре получают через какой-то элемент наладки или обрабатываемой поверхности, который связан определенным образом с контролируемым параметром. Наиболее часто элементом наладки, который используется при косвенном измерении, является инструмент. На рисунке 4.8 показана схема косвенного измерения диаметра отверстия DTD детали по положению режущей кромки шлифовального круга. Такую схему рекомендуется применять при обработке отверстий деталей небольшими партиями с широким диапазоном размеров или отверстий с прерывистой поверхностью .
Рис. 4.8 Схема устройства активного контроля с косвенным методом измерения по положению инструмента
После начала процесса шлифования отверстия измерительная пневмоголовка 1 с помощью гидроцилиндра подводится в положение «измерение» и фиксируется на регулируемом упоре 10. При ходе шлифовального круга вниз он входит примерно наполовину своей длины из отверстия. Связанный со шпинделем 6 валик 7 поворачивает рычаг 8 и блокирующее сопло 2 открывается. В результате давление воздуха в правой полости клапана 3 резко падает, мембрана 4 прогибается вправо и воздух из измерительной головки проходит к преобразователю через сопло 5. Происходит передача информации о величине диаметра отверстия. При ходе шлифовального круга вверх валик освобождает рычаг, который под действием пружины 9 закрывает блокирующее сопло. Давление в правой полости клапана 3 возрастает, мембрана прогибается влево, закрывая сопло 5. Измерительный сигнал, несмотря на постоянную подачу воздуха в измерительную головку, не поступает в преобразователь. Цикл измерения повторяется при каждом двойном ходе шлифовального круга, пока зазор S не достигнет величины, при которой от преобразователя дается команда на прекращение процесса шлифования.
Рис. 4.9 Схема применения « наездника» при косвенном изменении диаметра вала
Рис. 4.10 Схема измерения диаметра вала с помощью « наездника»
При обработке валов больших диаметров, а также когда обработка ведется в люнетах, УАК устанавливаются в призмах 3, которые в этих случаях называются «наездниками» (рисунок 4.9). «Наездники» обеспечивают центрирование измерительного стержня У относительно оси вала и базируется на хорде «а-б» вала, которая определенным образом связана с диаметром вала. В этом случае перемещение измерительного стержня ∆ S связно с диаметром передаточным отношением Кd, т.е. ∆ S=Kd∙ TD. «Наездники» подвешиваются на стенке с помощью системы рычагов 2. Для определения Kd рассмотрим схему измерения диаметра вала с помощью «наездника» с углом α (рисунок 4.10). Допустим, диаметр вала изменяется от d1 до d2 так, что d1 – d2=Td. При диаметре d1 измерительный стержень АС займет положение А1С1, а при диаметре d2–A2C2. Тогда перемещение измерительного стержня состоит ∆ S=A1C1 – A2C2 (4.2), где A1C1=A1O – d1/2 и A2C2=A2O – d2/2 Подставив значения А1С1 и А2С2 в уравнение (1) получим
или
Отсюда следует,
Рис. 4.11 Схема измерения отверстия каленвала комбинированной измерительной головкой
На рисунке 4.11 показана схема измерения на контрольной позиции автоматической линии механообработки коленчатого вала двигателя КАМАЗ. На позиции контролируется цилиндрическое отверстие в торце коленвала после токарной обработки. Контроль осуществляется с помощью автомата фирмы «Marposs» и измерительной комбинированной головки 1 фирмы «Etamie» (Франция), сочетающей в себе прямой и косвенный методы измерения. Вал базируется в призмах и по торцу А. Диаметр отверстия D контролируется методом прямого измерения через пневматический преобразователь, а положение торца Б (глубина отверстия Н) – методом косвенного измерения при помощи рычажной системы индуктивного преобразователя 2. Погрешность измерения по диаметру ±2 мкм. Особенностью данной схемы является то, что ось измерительной пневмоголовки должна совпадать с осью контролируемого отверстия. В противном случае появляется погрешность базирования, связанная с нелинейностью расходной характеристики измерительных сопел (рисунок 4.12).
Рис. 4.12 Расходная характеристика G= f(S) измерительных пневматических сопел
Рис. 4.13 Расходные характеристики G= f(S) измерительных пневматических сопел для диаметра сопел d= 2мм и различных давлений воздуха
Допустим, что при измерении диаметра расточки перед каждым соплом зазоры S1 и S2 равны между собой, т.е. S1=S2=S. Тогда расход воздуха G будет равен удвоенной ординате в т. С. Если положение головки таково, что один зазор увеличится на ∆ S, а другой уменьшится на ∆ S (например, S2=S+∆ S и S1=S - ∆ S), то суммарный расход воздуха будет равен сумме ординат в точках А и Б и, следовательно, удвоенной ординате в т. С′. Таким образом, расход уменьшится на величину 2СС′, что вызовет изменение измерительного давления и приведет к погрешности измерения. Головка покажет диаметр расточки D меньше действительного значения. Для исключения погрешностей измерения необходимо: - обеспечивать соосность измерительной головки и контролируемого отверстия; - чтобы измерительные зазоры находились на прямолинейных участках расходной характеристики.(рисунок 4.13)
Индуктивные преобразователи Работа индуктивных преобразователей основана на явлении электромагнитной индукции. Согласно этому явлению, если катушку питать переменным током, в катушке индуцируется ЭДС самоиндукции. ЭДС самоиндукции создает дополнительное индуктивное сопротивление катушки, которое пропорционально произведению L∙ ω. Тогда полное сопротивление катушки складывается из омического сопротивления R и индуктивного сопротивления Z=√ R2+(L∙ ω )2, где L – индуктивность катушки, параметр любого электромагнита, связывающий магнитный поток и силу тока; ω – угловая частота переменного тока питания катушки, ω =2π f=2π ∙ 50 Гц. Свойство катушки электромагнита – изменять свое полное сопротивление при изменении индуктивности, используется в индуктивных преобразователях. На рисунке 4.18 показана схема простого индуктивного преобразователя с изменяющимся зазором. Такой преобразователь представляет собой электромагнит, у которого катушка 1 питается переменным током постоянного напряжения. Магнитопровод выполнен из ферромагнитного материала (железо) и состоит из двух частей: неподвижной (сердечника 2) и подвижной (якоря 3). Между сердечником и якорем устанавливается воздушный зазор S.
Рис. 4.18 Схема простого индуктивного Рис 4.19 Характеристика преобразователя индуктивного преобразователя Измерительный стержень 4 перемещается в направляющих 7 и жестко связан с якорем электромагнита. Измерительное усилие создается пружиной 5.Все элементы преобразователя компануются в корпусе 6. Величина воздушного зазора S с одной стороны зависит от контролируемого параметра Нтн, а с другой, оказывает влияние на индуктивность катушки L. Следовательно, для пользования индуктивным преобразователем необходимо знать зависимость L=f(S), которая называется характеристикой преобразователя. Для данной схемы эта зависимость имеет следующий вид: (Генри)
n – количество витков катушки; ℓ - длина электропровода катушки; S и F – величина и площадь воздушного зазора; S1 и F1 – длина магнитных линий и площадь сечения магнитопровода; μ и μ 1 – магнитная проницаемость воздуха и материала магнитопровода. При измерениях переменными величинами являются S и S1. Однако эти переменные взаимозависимы. Поэтому формула (4.2) позволяет для каждого преобразователя построить зависимость L=f(S). На рисунке 4.19 в качестве примера представлена характеристика индуктивного преобразователя. Характеристика индуктивного преобразователя позволяет получить высокую точность измерения. С другой стороны, она является нелинейной, что ограничивает возможности применения этих преобразователей. Для работы выбирают участок характеристики ∆ S с наименьшей нелинейностью, т.е. участок с примерно равной чувствительностью (передаточным отношением dS/dL= Const). Этот участок определяет диапазон и пределы измерений преобразователя Q. Относительная величина ∆ S/So является параметром характеристики: ∆ S = Smax – Smin,
где ∆ S – диапазон измерений; Smax и Smin – допустимые зазоры, пределы измерений; S0 = (Smax +Smin)/2 – средняя величина зазора. Для индуктивных преобразователей с простой схемой измерение относительный диапазон составляет ∆ S/So нелинейность весьма большая ≈ 10%. На практике это приводит к уменьшению диапазона измерений или к погрешностям измерений.
Рис.4.20 Схема дифференциального преобразователя
С целью получения более линейной характеристики применяют преобразователи с дифференциальной схемой измерения. Дифференциальные преобразователи имеют две магнитные цепи (рисунок 4.20) с общим якорем. Под влиянием контролируемого параметра dTd величина зазоров S1 и S2 изменяется одинаково, но с различным знаком:
S1 = S + ∆ S S2 = S - ∆ S.
При этом сопротивление в катушках первой и второй магнитной цепи составят: ______________ Z1 = √ ω 2 ( L - ∆ L )2 + R 2 _ Z2 = √ ω 2(L + ∆ L)2 + R2
Не линейность характеристики дифференциальных преобразователей порядка 1% … 2%. Кроме того, такие преобразователи имеют более высокую точность измерения (≈ в 2 раза выше точности измерения простыми преобразователями), меньше чувствительны к окружающей среде и измерениям питающего напряжения. Включение дифференциального преобразователя в измерительную схему осуществляется по мостовой схеме. Катушки Z1 и Z2 преобразователя и сопротивления Z3 и Z4 с блоком питания в 10 кГц образуют индуктивный мост. Для получения большей отдачи мощности от преобразователя сопротивления Z3 и Z4 делают первичной обмоткой трансформатора. Выходное переменное напряжение в точках “а” и “б” диагонали моста через трансформатор, а затем усилитель и выпрямитель, передается на исполнительный механизм и показывающий прибор. К достоинствам индуктивных преобразователей относятся: - непрерывность и дистанционность измерения; - отсутствие электромеханических контактов, что повышает надежность преобразователей; - один источник энергии; - компактность; - высокая точность измерения (±0, 5 мкм) Применение индуктивных преобразователей ограничивается следующими факторами: - сравнительная сложность электрических элементов; - квалифицированное обслуживание в процессе эксплуатации; - необходимость надежной герметизации преобразователя; - требуется жесткая стабилизация напряжения источников питания, а также внешних температурных факторов; - вследствие нелинейности характеристики имеют сравнительно небольшой диапазон измерений (∆ S ≈ 0, 6 мм) и небольшой ход измерительного стержня (1…1, 6мм). Типовой индуктивный преобразователь с дифференциальной схемой измерения имеет следующие показатели: - рабочий участок характеристики ∆ S ±0, 3мм; - ход измерительного стержня ±0, 5…±0, 8мм; - чувствительность на рабочем участке 0, 1мВ/мкм - нелинейность на рабочем участке 2% - погрешность измерения ±0, 5мкм - измерительное усилие ±2Н - напряжение питания 10…30В - частота питающего тока 50кГц В качестве материала магнитопровода рекомендуется применять листовую кремневую сталь (марки Э21, Э31). Сердечник выполняется виде Ш – и П – образных магнитопроводов.
Рис. 4.21 Схема индуктивного преобразователя с переменной площадью
Наряду с преобразователями с изменяющейся величиной воздушного зазора S применяются индуктивные преобразователи с переменной площадью F воздушного зазора (рисунок 4.21), которые имеют линейную характеристику L = f(F). Однако точность измерения этих преобразователей невысока (~ в 10 раз ниже). Их используют для измерений больших перемещений и в труднодоступных местах. Они очень удобны в эксплуатации вследствие своей компактности.
Принцип действия Работа пневматических датчиков для линейных измерений основана на зависимости между весовым расходом сжатого воздуха и проходной площадью канала истечения. Представим простейшую схему бесконтактного измерения линейного параметра ТН с помощью измерительного пневмосопла (рисунок 4.22).
Рис. 4.22 Схема изменения линейного размера Н с помощью пневмосопла
На схем обозначены: 1 – измерительное сопло диаметром проходного сечения d; 2 – корпус-кронштейн для установки измерительного сопла; 3 – контролируемая деталь. Р – давление воздуха в пневмосети; f – площадь кольцевого зазора истечения
f = π d∙ S, где
где S – линейный зазор между измерительным соплом и контролируемой поверхностью детали. Тогда при P = Const и π d∙ S< π d2/4 расход воздуха “G” во время измерений будет определяться площадью кольцевого зазора “f”, т.е.
G = φ (f) (4.3)
Учитывая, что диаметр сопла постоянный, уравнение (4.3) представляет собой зависимость расхода воздуха от линейного зазора S и, следовательно, от контролируемого параметра ТН, т.е.
G = φ 1(S) = φ 1(TH) (4.4)
Примечание. 1)Если условие π d∙ S< π d2/4 не выполняется, то зависимость 1 и 2 не будет 2)Это условие устанавливает взаимосвязь d и S. Из него следует, что Smax = 0, 25d; dmin = 4S Раздел V Применение ПР В машиностроении исторически сложилось три области применения ПР. Первая область – в производствах опасных для жизни и здоровья человека (сварка, окраска, покрытия, термообработка). Вторая область – в производствах с тяжелым физическим трудом (кузнечно-прессовое и литейное, складирование и др.). Третья область – выполнение легких, но однообразных и утомительных циклических движений (загрузка оборудования, механообработка, контроль, транспортировка сборка и др.). В третьей области применение роботов может быть автономным, встроенным в оборудование и групповым. Встроенные роботы составляют с оборудованием автоматизированный технологический комплекс, который называю технологическим модулем. Такие модули обеспечивают автоматизацию установки, обработки контроля и связи с транспортными потоками производства (см. главу I «Современные черты автоматизации»).
Рисунок 5.11 Схема РТК для механообработки вала – шестерни На схеме обозначены: 1 – подводящий конвейер; 2 – отводящий конвейер; 3 – магазин-накопитель; 4 – роботы; 5 – стол; 6 – фрезерный станок; 7 и 8 – токарные станки; 9 – зацентровочный станок; 10 – агрегатный станок; 11 – контрольная станция; 12 – зубообрабатывающий станок
На рисунке 5.12 в качестве примера показано групповое применение ПР. Такое применение позволяет формировать роботизированные технологические комплексы (РТК), в которых ПР осуществляют межстаночное обслуживание и транспортирование заготовок. При этом число оборудования превышает количество роботов. В отечественном машиностроении ПР стали применяться в начале 60х годов прошлого столетия. Массовое применение ПР в машиностроении относится к началу 80х годов. В автомобилестроении ПР получают применение в сварке кузовов, в кузнечно-прессовом и сборочном производстве. В эти годы парк отечественных ПР насчитывает более двух десятков наименований, среди которых наибольшее применение получили “Универсал”, “Циклон”, “Бриг”, МП – 11. Однако в дальнейшем применение ПР становится более прагматичным, особенно с точки зрения их надежности. В настоящее время в автомобилестроении в основном применяются ПР зарубежных фирм. ПР шведской фирмы “ASEA” и итальянской фирмы “FIAT” применяются для сборки двигателей, зачистки заусенцев после литья картера редуктора, для установки дверей на кузове автомобиля. Роботы “KUKA” (Германия) обладают высокой маневренностью m=9…12, грузоподъемностью G=10…60…160 кг, точностью позиционирования δ =±0, 5мм. Применяются на сборке автомобилей (установка колес), на сварке кузовов и на линии механообработки корпусных деталей. Роботы “Coman” (Италия), “Minimater” (Англия), “Пирин” (Болгария) широко применяются при сборке элементов электрооборудования и топливной аппаратуры, для окраски кузовов и загрузки оборудования. Наибольшего совершенства достигли японские роботы “Toyota”, “Mitsubishi” и “Fanuk”. Точность позиционирования этих роботов составляет δ =±0, 2мм. Они применяются на сборке агрегатов автомобилей (за 15 сек. выполняют 21 сборочную операцию, скорость перемещения схвата 5 м/сек), для окраски кузовов (скорость перемещения пистолета 1, 2 м/сек, за 1 сек покрывается площадь 2, 4 м2 , смена краски в течении 10 сек). Многолетняя практика автоматизации технологических процессов в машиностроении позволила сформулировать следующие рекомендации в части применения ПР: 1. Роботы в производственных условиях должны непросто заменять труд человека, они должны выполнять технологические движения лучше и быстрее человека. 2. Экономическую эффективность применения ПР следует оценивать по качеству и себестоимости выпускаемых моделей и рассматривать ее в комплексе с оборудованием и другими средствами автоматизации. 3. Роботизированное производство является одним из звеньев комплексной автоматизации в машиностроении. Поэтому развитие ПР нельзя отрывать от развития других средств автоматизации.
Раздел I Основные понятия и определения Роль и значение автоматизации в машиностроении Автоматизация производственных процессов в машиностроении является одним из основных средств обеспечения эффективности производства. Эффективность машиностроительного производства характеризуется тремя показателями: 1. Производительность труда (трудоемкость); 2. Себестоимость изготовления; 3. Качество выпускаемых изделий. К каждому из этих показателей автоматизация имеет прямое отношение: Производительность труда представляет собой выпуск годных изделий в единицу времени: (год, квартал, месяц, сутки, час.), который приходится на одного рабочего. Q – производительность (количество изделий в единицу времени); f – количество работающих, занятых выпуском продукции. Производительность может характеризовать как производственный, так и технологический процесс. Выпуск изделий в серийном и массовом производстве в основном носит циклический характер, когда выпуск одного изделия происходит в течении времени рабочего цикла где F – фонд рабочего времени;
В автоматизированном производстве производительность труда повышается за счет двух факторов: 1. За счет сокращения количества рабочих 2. За счет сокращения времени цикла, т.к. машины быстрее человека выполняют элементы цикла. Таким образом, основное значение автоматизации состоит в повышении производительности труда. Связь между себестоимостью и автоматизацией не является однозначной. С одной стороны сокращение числа работающих при автоматизации приводит к снижению себестоимости за счет экономии на зарплате, с другой стороны всякая автоматизация требует значительных материальных затрат, которые переносятся на себестоимость изделия. Объем материальных затрат зависит от уровня автоматизации, а срок их окупаемости - от программы выпуска. Программа выпуска должна быть достаточной, чтобы срок окупаемости не превышал 5 лет. При этом условии автоматизация оказывается обычно рентабельной, т.е. экономически эффективной. В каждом конкретном случае внедрение автоматизации требует экономического обоснования. Автоматизация предъявляет более жесткие требования к каждому этапу производственного процесса. Например, автоматизация сборки предъявляет высокие требования к качеству механообработки, которая в свою очередь подтягивает заготовительное производство, а следовательно повышается технологический и организационный уровень производства. Стабилизируется качество производства и повышается ритмичность выпуска изделий. Кроме этого, автоматизация коренным образом изменяет условия труда в направлении стирания граней, между умственным и физическим трудом, предъявляет более высокие требования к квалификации рабочих, делает их труд комфортным и безопасным.
|
Последнее изменение этой страницы: 2019-04-19; Просмотров: 624; Нарушение авторского права страницы
 , (1.3)
, (1.3) - время рабочих ходов (время резания, сборки и т.д.);
- время рабочих ходов (время резания, сборки и т.д.);  - время холостых ходов (подвода и отвода инструмента; установки и снятия объекта производства; контроля, смены и наладки инструмента; устранения отходов).
- время холостых ходов (подвода и отвода инструмента; установки и снятия объекта производства; контроля, смены и наладки инструмента; устранения отходов).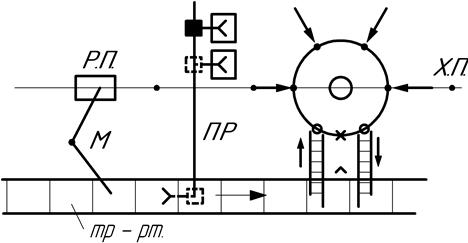




 ;
;  (2.1)
(2.1) – угол между соседними инструментальными блоками (рад).
– угол между соседними инструментальными блоками (рад). на каждом роторе будет постоянным, то на роторных линиях с «жесткой» связью с непрерывным перемещением объектов производства можно объединять операции с различной продолжительностью. Тогда, чем больше время операции, тем больше габариты ротора и больше инструментальных блоков на нем. Необходимая производительность ротора обеспечивается увеличением количества инструментальных блоков, т.е. уменьшением угла a.
на каждом роторе будет постоянным, то на роторных линиях с «жесткой» связью с непрерывным перемещением объектов производства можно объединять операции с различной продолжительностью. Тогда, чем больше время операции, тем больше габариты ротора и больше инструментальных блоков на нем. Необходимая производительность ротора обеспечивается увеличением количества инструментальных блоков, т.е. уменьшением угла a.

 , шт/год (2.2)
, шт/год (2.2)
 (2.3)
(2.3) (2.4)
(2.4) (2.5)
(2.5) 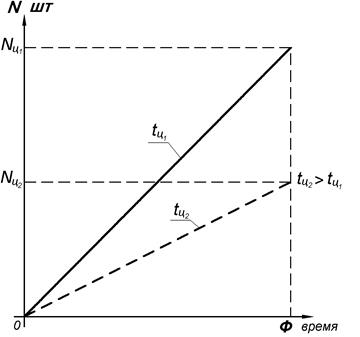 Цикловую производительность можно определить соотношением:
Цикловую производительность можно определить соотношением:  (2.6)
(2.6) (2.7)
(2.7)
 (2.8)
(2.8) ;
;  (2.9)
(2.9) (2.10)
(2.10) , имеем:
, имеем:  (2.11),
(2.11),  - суммарное время простоев по техническим причинам, отнесенное (приведенное) к одному изделию (одному циклу). Уравнение (2.11) означает, что график «2» соответствует бесперебойной работе линии в течение времени Ф с циклом (
- суммарное время простоев по техническим причинам, отнесенное (приведенное) к одному изделию (одному циклу). Уравнение (2.11) означает, что график «2» соответствует бесперебойной работе линии в течение времени Ф с циклом (  ). Вследствие простоев линии выпуск изделий уменьшается на величину
). Вследствие простоев линии выпуск изделий уменьшается на величину =
=  (
(  +
+  -
-  ) =
) =  (2.12)
(2.12) (2.13),
(2.13),  ;
;  ;
;  ;
;  ;
;  .
. (2.14)
(2.14) , то 80% занимают рабочие хода. Чем меньше время цикла, тем значение этого коэффициента выше. Из формулы (2.14) следует, что влияние автоматизации на цикловую производительность тем эффективнее, чем меньше время цикла и больше время холостых ходов.
, то 80% занимают рабочие хода. Чем меньше время цикла, тем значение этого коэффициента выше. Из формулы (2.14) следует, что влияние автоматизации на цикловую производительность тем эффективнее, чем меньше время цикла и больше время холостых ходов. (2.15),
(2.15),  - удельная длительность простоев по техническим причинам.
- удельная длительность простоев по техническим причинам. (2.16),
(2.16),  - удельная длительность простоев по организационным причинам. Величина Во табулирована и представлена в справочной литературе.
- удельная длительность простоев по организационным причинам. Величина Во табулирована и представлена в справочной литературе.

 (2.48)
(2.48) делится на интервалы величиной
делится на интервалы величиной  час и все отказы N группируются по интервалам в зависимости от времени их устранения. В результате получается зависимость относительной частоты групп восстановлений от времени:
час и все отказы N группируются по интервалам в зависимости от времени их устранения. В результате получается зависимость относительной частоты групп восстановлений от времени:  (2.49)
(2.49) =0, 15. В j –ый интервал вошла группа восстановлений
=0, 15. В j –ый интервал вошла группа восстановлений  продолжительностью tj-1 …tj с относительной частотой
продолжительностью tj-1 …tj с относительной частотой  = 1 (2.50)
= 1 (2.50) f (t)Dt »
f (t)Dt »  f(t) (2.51)
f(t) (2.51) f¯ (t1)= 0, 2, во втором – F(0, t2) =
f¯ (t1)= 0, 2, во втором – F(0, t2) = 

 (2.52)
(2.52) (2.79),
(2.79),  (2.80)
(2.80)


 . Этот показатель характеризует относительное увеличение производительности при увеличении количества участков. На рис.2.33 показаны графики зависимости
. Этот показатель характеризует относительное увеличение производительности при увеличении количества участков. На рис.2.33 показаны графики зависимости  далее
далее  …
… 
 . При делении второй линии из 10 позиций мы имеем
. При делении второй линии из 10 позиций мы имеем  .
. . Этот коэффициент помимо относительного увеличения производительности, учитывает так же и относительное увеличение трудоемкости.
. Этот коэффициент помимо относительного увеличения производительности, учитывает так же и относительное увеличение трудоемкости. (2.81),
(2.81),  (2.82)
(2.82) (2.83)
(2.83) , таким образом, основная масса деталей собирается в зоне захвата и поштучно выноситься пазами под верхнее положение. В верхнем положении детали через окно в днище выпадают в магазин.
, таким образом, основная масса деталей собирается в зоне захвата и поштучно выноситься пазами под верхнее положение. В верхнем положении детали через окно в днище выпадают в магазин.

 диска.
диска. 



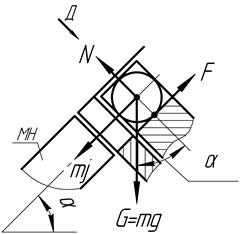
 , надежная работа, простая конструкция.
, надежная работа, простая конструкция. (3.6)
(3.6)


 (3.7)
(3.7) (3.8),
(3.8),  (3.9),
(3.9),  (3.10),
(3.10),  (3.11),
(3.11),  (3.12),
(3.12),  (3.13),
(3.13),  (3.14),
(3.14), 



 Для определения условий и режимов движения деталей по прямому лотку рассмотрим действие сил на деталь при движении лотка вперед и назад.
Для определения условий и режимов движения деталей по прямому лотку рассмотрим действие сил на деталь при движении лотка вперед и назад. . Эта сила стремится прижать деталь к лотку;
. Эта сила стремится прижать деталь к лотку;  - сила инерции от вибропривода, являющаяся движущей и действующей под углом
- сила инерции от вибропривода, являющаяся движущей и действующей под углом  . Она стремится сдвинуть деталь относительно лотка;
. Она стремится сдвинуть деталь относительно лотка;  (3.30)
(3.30) (3.31)
(3.31) (3.32)
(3.32) (3.34)
(3.34) (3.35)
(3.35) ….(3.36)
….(3.36) (3.37)
(3.37) , где j 1 определятся из условия, что
, где j 1 определятся из условия, что  , именно в этом случае
, именно в этом случае  . В этой зоне силы трения больше сил инерции как при движении лотка вперед, так и при движении лотка назад и деталь не перемещается относительно лотка.
. В этой зоне силы трения больше сил инерции как при движении лотка вперед, так и при движении лотка назад и деталь не перемещается относительно лотка. , при движении лотка вперед mjCosα < F тр, а при движении лотка назад mjCosα > F тр. Поэтому в этой зоне деталь перемещается по лотку только вперед.
, при движении лотка вперед mjCosα < F тр, а при движении лотка назад mjCosα > F тр. Поэтому в этой зоне деталь перемещается по лотку только вперед. ), в которой mjCosα > F тр как при движении лотка вперед, так и при движении лотка назад. Это означает, что деталь при движении лотка вперед перемещается вперед и при движении лотка назад перемещается назад. Однако вперед перемещается на большую величину, так как
), в которой mjCosα > F тр как при движении лотка вперед, так и при движении лотка назад. Это означает, что деталь при движении лотка вперед перемещается вперед и при движении лотка назад перемещается назад. Однако вперед перемещается на большую величину, так как  . Поэтому при большой амплитуде колебаний в этой зоне наблюдается движение детали по лотку вперед, но со скоростью меньшей, чем в зоне II.
. Поэтому при большой амплитуде колебаний в этой зоне наблюдается движение детали по лотку вперед, но со скоростью меньшей, чем в зоне II. (3.38)
(3.38) (3.39)
(3.39) (3.40),
(3.40),  ) (3.41)
) (3.41) , (3.42)
, (3.42) шт/мин (3.48),
шт/мин (3.48),  - коэффициент заполнения лотка (зависит от формы, размера заготовок, режима работы).
- коэффициент заполнения лотка (зависит от формы, размера заготовок, режима работы). (3.49)
(3.49) (3.50),
(3.50),  (3.51)
(3.51) 1°) добиваются совмещения центра вибрации с геометрической осью чаши, что обуславливает равенство скоростей перемещения заготовок на всех участках лотка. Применяют плоские и круглые пружины. Угол наклона пружин принимается в зависимости от режима работы бункера. Согласно рисунка 3.16 для режима с подбрасыванием угол α меньше, чем для режима с проскальзыванием.
1°) добиваются совмещения центра вибрации с геометрической осью чаши, что обуславливает равенство скоростей перемещения заготовок на всех участках лотка. Применяют плоские и круглые пружины. Угол наклона пружин принимается в зависимости от режима работы бункера. Согласно рисунка 3.16 для режима с подбрасыванием угол α меньше, чем для режима с проскальзыванием.




 ,
,  , …… ….(3.51),
, …… ….(3.51),  0, 5)
0, 5) , V –м/мин (3.52)
, V –м/мин (3.52) ,
,  угол начала спада заготовки с крючка
угол начала спада заготовки с крючка , об/мин (3.53)
, об/мин (3.53) в криволинейном лотке.
в криволинейном лотке. .
.
 .
.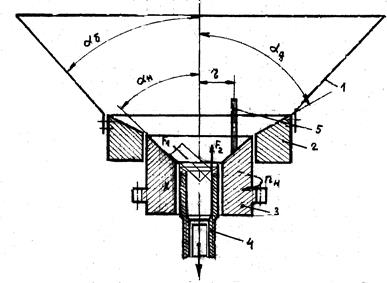
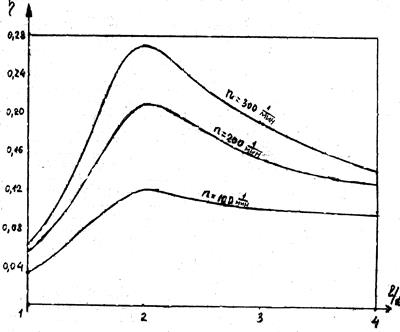
 ,
,  - угол трения скольжения заготовок по днищу, определяется из условия
- угол трения скольжения заготовок по днищу, определяется из условия  , где
, где  - коэффициент.
- коэффициент. °
° 
 .
.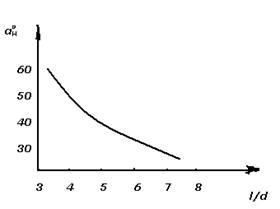
 и угла
и угла  , (3.60)
, (3.60)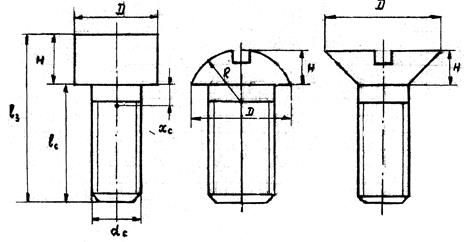

 , шт/мин (3.64),
, шт/мин (3.64),  , мм/мин (3.65),
, мм/мин (3.65),  , кг м2 (3.66),
, кг м2 (3.66),  (3.67)
(3.67) (3.68),
(3.68),  , кВт (3.69),
, кВт (3.69), 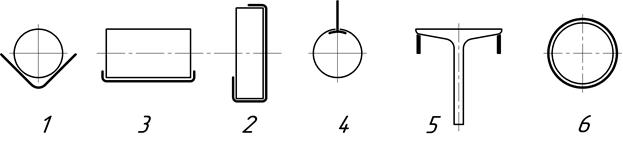 . Рис.3.26 Формы сечений наклонных лотков для намоточного способа перемещения заготовок на автоматических линиях
. Рис.3.26 Формы сечений наклонных лотков для намоточного способа перемещения заготовок на автоматических линиях . Обычно для плоских лотков при движении заготовок скольжения
. Обычно для плоских лотков при движении заготовок скольжения  . При этом скорость движения скольжения определяется из следующих условий:
. При этом скорость движения скольжения определяется из следующих условий: 
 . Тогда в конце лотка кинетическая энергия заготовки возрастает на величину:
. Тогда в конце лотка кинетическая энергия заготовки возрастает на величину: 
 , преодолевая сопротивления силы трения
, преодолевая сопротивления силы трения  . Очевидно, что работа этих сил на длине l и будет равна запасу кинетической энергии заготовки.
. Очевидно, что работа этих сил на длине l и будет равна запасу кинетической энергии заготовки. (3.72)
(3.72) (3.73),
(3.73), 
 .
. . Этот угол можно рассчитать:
. Этот угол можно рассчитать:  (3.74)
(3.74) м/с и зависит от веса заготовки, от её материала и от состояния поверхностей.
м/с и зависит от веса заготовки, от её материала и от состояния поверхностей.

 , то потери скорости примерно составляют 1, 5%V.
, то потери скорости примерно составляют 1, 5%V.

 Рис. 3.30 схема каскадного спуска Рис. 3.31(а) схема винтового спуска
Рис. 3.30 схема каскадного спуска Рис. 3.31(а) схема винтового спуска
 . Полки располагаются друг относительно друга на пол шага
. Полки располагаются друг относительно друга на пол шага  . Детали перемещаются по лотку сверху вниз. Под действием собственного веса переходят последовательно от одной полки к другой. При этом направление движения деталей изменяется на угол
. Детали перемещаются по лотку сверху вниз. Под действием собственного веса переходят последовательно от одной полки к другой. При этом направление движения деталей изменяется на угол 
 ;
;  ……… ……….(3.75)
……… ……….(3.75)
 …………… …… .(3.76)
…………… …… .(3.76) (3.77)
(3.77) (3.78)
(3.78)
 . Скорость перемещения заготовок по конвейеру определяется с учетом проскальзывания роликов относительно заготовок.
. Скорость перемещения заготовок по конвейеру определяется с учетом проскальзывания роликов относительно заготовок.
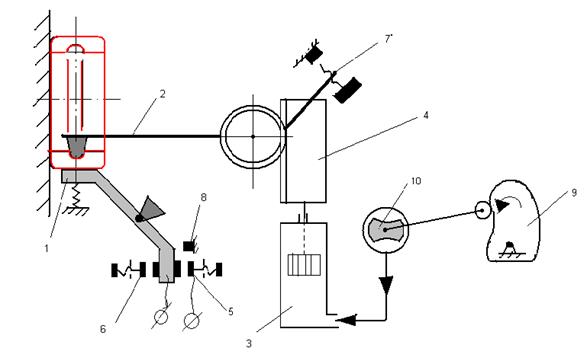

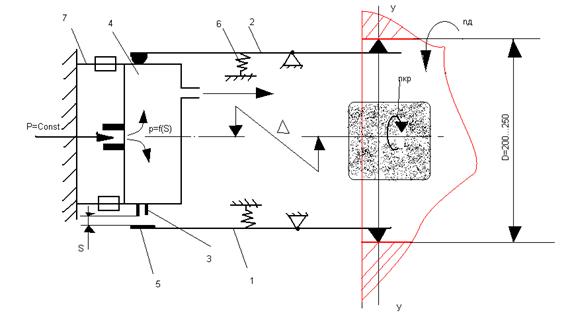



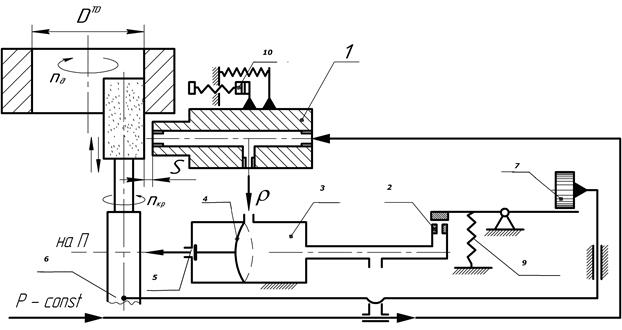

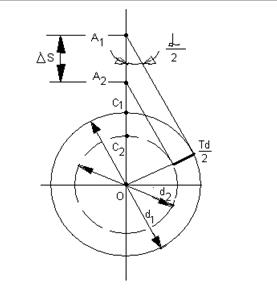
 ,
,  .
. .
.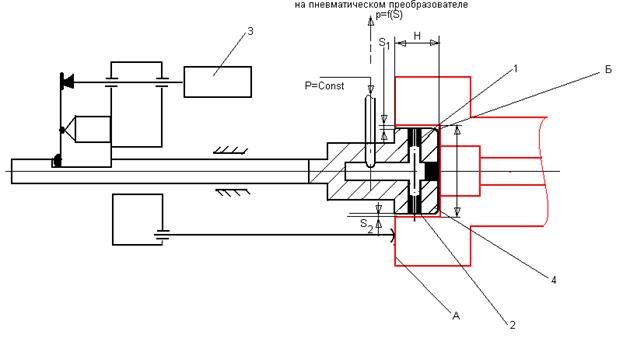




 (4.3),
(4.3), 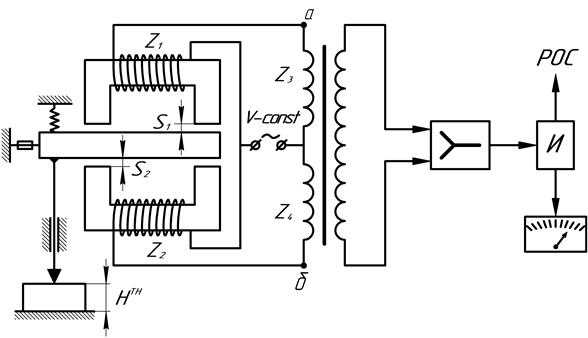


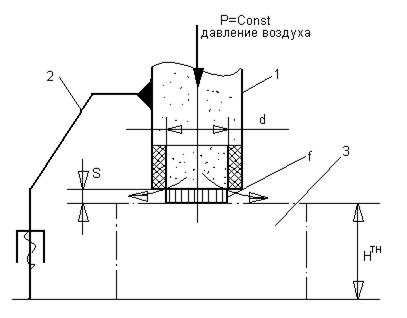

 … ……………………….(1.1)
… ……………………….(1.1) .В этом случае производительность определяется соотношением:
.В этом случае производительность определяется соотношением:  ( 1.2)
( 1.2) - время рабочего цикла;
- время рабочего цикла;  - коэффициент технического использования (учитывает все простои).
- коэффициент технического использования (учитывает все простои). , т.к. значительная часть функций рабочих, техников, инженеров выполняются машинами.
, т.к. значительная часть функций рабочих, техников, инженеров выполняются машинами.