
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Концентрация технологических процессов, как направление автоматизации
Одну и ту же заготовку можно обработать технологическими процессами с разным количеством и содержанием операций. Если процесс раздроблен на простейшие операции, состоящие из одних проходов и переходов, то такой процесс называется дифференцируемым. Дифференциация процесса делает операции более простыми и надежными и менее дорогими. Однако дифференцируемый процесс имеет низкую производительность труда, требует очень большого количества оборудования, рабочих и больших производственных площадей. Одним из способов повышения производительности труда является построение технологических процессов механообработки по принципу концентрации простейших операций, когда на одном рабочем месте совмещаются проходы, переходы или позиции. В дальнейшем будем называть этот принцип концентрацией технологических процессов. Концентрация ТП представляет собой совмещение на одном рабочем месте достаточного количества проходов, переходов и позиций. В машиностроительном производстве применяют различные формы параллельную, последовательную и смешанную формы концентрации технологических процессов. Параллельная форма концентрации имеет место, когда поверхность заготовки обрабатывается параллельно несколькими инструментами или комбинированным инструментом. На рисунке 1.9 показан пример параллельной формы концентрации при токарной обработке валика, где поверхности 1, 2, 3, 4, 5, 6 одновременно обрабатываются четырьмя инструментами, установленными на продольном SI и поперечном SII суппортах. В этом случае производительность труда повышается за счет сокращения основного времени, станкоёмкости и вспомогательного времени.
Рисунок 1.9. Параллельная форма концентрации операций (проходов) при токарной обработке
При последовательной форме концентрации одна поверхность последовательно обрабатывается разными инструментами или разные поверхности последовательно обрабатываются одним инструментом. Последовательная форма концентрации широко применяется на станках с ЧПУ, револьверных или копировальных станках. На рисунке 1.10 показана схема токарной обработки заготовки конической шестерни на станке с ЧПУ, где девять поверхностей заготовки последовательно обрабатываются одним инструментом. В этом случае производительность труда повышается только за счет сокращения вспомогательного времени.
Рис. 1.11 Смешанная форма концентрации операций при зацентровке и подрезке торца вала комбинированным инструментом
Анализ различных форм концентрации показывает, что повышение производительности при параллельной форме происходит в основном за счет снижения станкоемкости, то есть за счет времени рабочих ходов Представим этот технологический процесс с различной степенью концентрации простейших операций.
Рис. 1.13 Первая ступень концентрации операций
Для первой ступени концентрации характерна однопозиционная обработка различными инструментами. Если процесс выполняется на С многопозиционных станках и на каждой позиции ведется обработка несколькими инструментами, то будет иметь место вторая степень концентрации (рис. 1.14).
Рис.1.14 Обработка на многопозиционных станках
Допустим, что на каждом станке имеются по n-рабочих позиций и на каждой позиции работают по m-инструментов. Тогда станкоемкость уменьшится еще в m раз.
Возможна и третья степень концентрации, если С многопозиционных станков или участков автоматической линии с жесткой связью объединить в одну линию. Тогда станкоемкость принимает минимальное значение:
Если в этом случае все простейшие операции выполняются синхронно, параллельно, имеют одинаковую продолжительность, то станкоемкость приближается к средней станкоемкости, количество оборудования приближается к 1. Т.е. Концентрация ТП приводит к следующим положительным результатам: · Повышается производительность процесса, т.к. сокращается станкоемкость и время холостых ходов. · Сокращается количество оборудования, а следовательно и число рабочих. В результате повышается производительность труда на данном процессе. · Уменьшается потребность в производственных площадях. · Создаются благоприятные условия для автоматизации технологических процессов. Вместе с тем концентрация сопровождается отрицательными факторами, которые ограничивают её применение: · Оборудование становится более сложным и дорогостоящим. Возрастают простои оборудования на смену инструмента, наладку в связи с обслуживанием и ремонтом. · Увеличиваются затраты на обслуживание оборудования, так как требуется более высокая квалификация наладчиков ВЫВОД : В каждом отдельном случае применение концентрации необходимо осуществлять выбор ее варианта обоснованно (путем технико-экономического анализа).
1.7 Выбор оптимального варианта концентрации операций
Выбор оптимального ТП выполняют по трем критериям: · Фактическая станкоемкость процесса обработки; · Технологическая себестоимость; · Приведенные капитальные затраты и срок окупаемости. Фактическая станкоемкость в отличие от технологической станкоемкости ТД определяется с учетом двух ограничений: простоев на смену инструментов
(Прим. «Черточка» означает, что все простои отнесены к одной детали ). Технологическая станкоемкость зависит от степени концентрации процесса. Эту зависимость можно представить в виде:
С увеличением концентрации технологическая станкоемкость уменьшается, а простои по техническим причинам возрастают Рис.1.15 Взаимосвязи трудоемкости, себестоимости и затрат со степенью концентрации операций.
, поэтому зависимость концентрации будет иметь оптимальное значение на каком-то интервале xi .. Данный интервал определяет зону вариантов концентрации с наибольшей производительностью труда. Дальнейшее увеличение концентрации не приводит к снижению
Себестоимость как один из критериев выбора вариантов концентрации ТП процесса складывается из следующих составляющих: М - стоимости заготовки; З - заработной платы рабочих занятых обработкой детали; α - коэффициент амортизационных отчислений; А - стоимости оборудования и оснастки; И - стоимости инструмента; N – годовой выпуск деталей. Зависимость себестоимости имеет следующий вид: Критерий «приведенные капитальные затраты» К (характеризует единовременные капитальные затраты на одну изготовленную деталь с учетом ее себестоимости): Е – коэффициент эффективности капитальных затрат, определяемый сроком их окупаемости где Р- срок окупаемости капитальных затрат (годы).
При использовании этого критерия на основе данных по стоимости оборудования строится зависимость A = f ( x ), которая совмещается с зависимостью C = f ( x ) Вариант, при котором сумма ординат этих зависимостей наименьшая, имеет минимальный срок окупаемости и считается оптимальным по критерию «приведенные капитальные затраты». Практикой автоматизированного производства определены следующие рекомендации по применению критериев выбора варианта концентрации технологических процессов. Критерии
1.8 Методы выбора варианта концентрации На практике применяют два метода выбора концентрации ТП: · метод полного перебора; · метод направленного поиска. Метод полного перебора, при котором возможные варианты процессов сравниваются по одному, двум или трем критериям, рассмотренным выше. По результатам сравнения применяется тот или иной вариант. Метод относительно прост, однако при большом числе вариантов он становится трудоемким. Поэтому его рекомендуется применять, когда вариантов мало ( два - три) и варианты не требуют больших капитальных затрат. Применение метода оправдано, когда требуется быстро и грубо оценить вариант по фактической станкоемкости или по себестоимости. Если вариантов очень много и каждый из них требует больших капитальных затрат (планируется новое производство), то следует применять метод направленного поиска. Этот способ разработан на кафедре «Технология машиностроения» МАМИ. Сущность метода состоит в следующем (рис. 1.16).
Рис. 1.16 Метод направленного поиска
Возможные варианты технологических процессов с различной концентрацией операций последовательно располагают на схеме в порядке возрастания концентрации. Их разбивают на три группы. Из каждой группы выбираются представители, например, варианты с наибольшей концентрацией в группе – 5, 10, 14. Представители групп вариантов сравниваются между собой по приведенным капитальным затратам КI. Представитель с минимальными затратами определяет группу вариантов, среди которых находится оптимальный, то есть определяет группу поиска. Остальные две группы вариантов из дальнейшего рассмотрения исключаются. На этом заканчивается первый этап поиска. Допустим, что оптимальной оказалась II группа вариантов, чей представитель 10 показал наименьшие затраты КImin на первом этапе поиска. На втором этапе оптимальная группа разбивается на две подгруппы. Из каждой подгруппы назначаются представители, например, варианты 7 и 10, которые сравниваются между собой по приведенным капитальным затратам КII. В отличие от первого этапа на втором для каждого представителя разрабатываются схемы компоновок оборудования, учитывающие факторы не только его стоимости, но и надёжности работы. Поэтому капитальные затраты на втором этапе определяются по более сложными зависимостям и возрастают по сравнению с первым этапом, то есть КIImin > KImin. Допустим, оптимальной подгруппой оказалась I подгруппа вариантов. Это означает, что на третьем этапе поиск следует продолжить среди вариантов I подгруппы. Поскольку таких вариантов два (6 и 7), они сравниваются между собой по приведенным капитальным затратам КII. На третьем этапе поиска для конкурирующих вариантов стараются учесть как можно больше факторов, влияющих на затраты. В этом случае схемы компоновки и оборудования включают конструктивную проработку вариантов, а иногда дело доходит до рабочих проектов. Число факторов увеличивается, и затраты возрастают: КIIImin > KIImin. Допустим, оптимальным оказался вариант 6. Если окончательная стоимость варианта 6 в результате уточнений на этапе поиска возросла настолько, что превысила затраты вариантов 5 и 14 на первом этапе, то варианты 6, 5 и 14 для проверки сравниваются между собой по всем этапам. Это связано с тем, что степень прироста затрат у разных вариантов различна. На этом поиск заканчивается. Метод направленного поиска имеет низкую трудоёмкость и высокое качество, так как большая часть вариантов исключается из рассмотрения уже на первом этапе, и оптимальный вариант определяется с проработкой на уровне рабочего или эскизного проекта. В настоящее время метод реализован на ЭВМ. Раздел II |
Последнее изменение этой страницы: 2019-04-19; Просмотров: 1142; Нарушение авторского права страницы

 Рис. 1.10 Последовательная концентрация операций токарной обработки заготовки под коническую шестерню на станке с ЧПУ
Рис. 1.10 Последовательная концентрация операций токарной обработки заготовки под коническую шестерню на станке с ЧПУ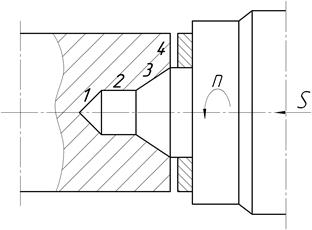 Смешанная форма концентрации показана на примере обработки торца вала комбинированным инструментом, в котором вначале последовательно обрабатываются поверхности 2 и 3, а затем параллельно поверхности 1, 2, 3 и 4 (рис.1.11).
Смешанная форма концентрации показана на примере обработки торца вала комбинированным инструментом, в котором вначале последовательно обрабатываются поверхности 2 и 3, а затем параллельно поверхности 1, 2, 3 и 4 (рис.1.11). . При последовательной форме концентрации производительность повышается за счет сокращения холостых ходов
. При последовательной форме концентрации производительность повышается за счет сокращения холостых ходов  . Эффективность применения параллельной формы зависит от степени концентрации операций. Допустим, что ТП состоит из k простейших операций, каждая из которых выполняется на отдельном станке. Тогда станкоемкость процесса будет складываться из станкоемкостей простейших операций (переходов):
. Эффективность применения параллельной формы зависит от степени концентрации операций. Допустим, что ТП состоит из k простейших операций, каждая из которых выполняется на отдельном станке. Тогда станкоемкость процесса будет складываться из станкоемкостей простейших операций (переходов):  или
или  (1.8)
(1.8) - средняя станкоемкость простейшей операции (перехода). Очевидно, что количество станков в таком процессе будет также равно «к» (рис.1.12).
- средняя станкоемкость простейшей операции (перехода). Очевидно, что количество станков в таком процессе будет также равно «к» (рис.1.12). Если на каждом рабочем месте объединить обработку двумя или несколькими инструментами, то будет иметь место первая степень концентрации (рис. 1.12). Рис. 1.12
Если на каждом рабочем месте объединить обработку двумя или несколькими инструментами, то будет иметь место первая степень концентрации (рис. 1.12). Рис. 1.12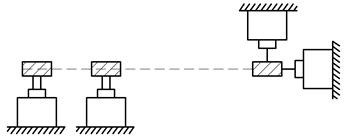 Для простоты рассуждений допустим, что на каждом рабочем месте параллельно работают по n – инструментов, тогда станкоемкость сократиться в n раз и количество оборудования тоже сократиться в m раз.
Для простоты рассуждений допустим, что на каждом рабочем месте параллельно работают по n – инструментов, тогда станкоемкость сократиться в n раз и количество оборудования тоже сократиться в m раз. ;
; 

 ;
; 
 ;
; 
 .
. и простоев на устранение отказов оборудования
и простоев на устранение отказов оборудования  , отнесенных к одной детали. Знак суммы означает, что суммируются все простои по техническим причинам за год:
, отнесенных к одной детали. Знак суммы означает, что суммируются все простои по техническим причинам за год:  (1.9)
(1.9) (1.10)
(1.10) (1.11)
(1.11) где Тд - станкоемкость обработки детали при концентрации процесса х, k – число простейших операций, на которые можно разбить данный процесс (х = m для однопозиционного станка с m инструментами (переходами);
где Тд - станкоемкость обработки детали при концентрации процесса х, k – число простейших операций, на которые можно разбить данный процесс (х = m для однопозиционного станка с m инструментами (переходами);  – для многопозиционного станка с n позициями и в среднем с m инструментами на каждой позиции;
– для многопозиционного станка с n позициями и в среднем с m инструментами на каждой позиции;  - для автоматической линии с «жесткой» связью; tcp – средняя продолжительность простейшей операции (перехода).
- для автоматической линии с «жесткой» связью; tcp – средняя продолжительность простейшей операции (перехода). . Напротив, в этом случае простои оборудования и инструментов становятся более значительными и фактическая станкоемкость возрастает (Рис. 1.15).
. Напротив, в этом случае простои оборудования и инструментов становятся более значительными и фактическая станкоемкость возрастает (Рис. 1.15). (1.12)
(1.12) (1.13)
(1.13) ;
; 