
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Технологичность конструкций изделий как направление автоматизации
Автоматизация на любой ступени должна быть экономически выгодной. Большое влияние на экономическую эффективность применения автоматизации оказывает технологичность конструкции машин. Опыт показывает, что 75% себестоимости изделий машиностроения обусловлено их конструкцией. Если говорить о стоимости автоматической сборки, то эта зависимость доходит до 90%. Под технологичностью конструкций машин понимают свойство изделия отвечать требованиям производства изделий требуемого качества с минимальными затратами средств и времени. Основным показателем технологичности конструкции является стоимость её изготовления. Различают технологичность отдельных деталей, соединений и сборочных единиц. Технологичность деталей рассматривают с двух позиций: - механообработки; - сборки.
С точки зрения механообработки определяющими критериями технологичности детали являются: - материал; - вес и габариты; - технические требования; - способ получения заготовки; - конфигурация детали; - наличие труднообрабатываемых поверхностей детали. С точки зрения сборки критерии технологичности детали совершенно другие. Автоматическая сборка состоит из следующих основных этапов: - подача детали в зону сборки; - ориентация детали; - взаимоориентация деталей; - соединение; - контроль. В автоматизации принято выделять следующие классы деталей: тела вращения, не тела вращения и плоские детали. Такое деление обусловлено особенностями ориентации деталей. Способность детали к автоматической ориентации оценивается критериями: - коэффициент симметричности; - коэффициент устойчивости; - коэффициент сцепляемости; - коэффициент сложности ориентации.
Коэффициент симметричности реализует влияние конфигурации детали на ориентацию. Он зависит от числа ступеней ориентации: Нулевую ступень ориентации имеют детали, которые в ориентации не нуждаются (например: деталь типа «шар»). Одна ступень ориентации (
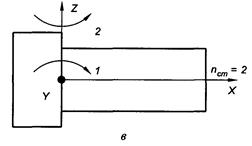
Рис. 1.4 Две ступени ориентации (
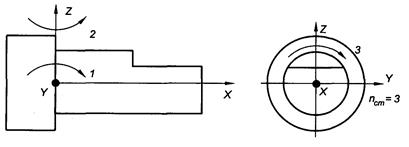
Рис. 1.5 Три ступени ориентации (
Рис.1.6 Для деталей с одной ступенью ориентации K см=1, со второй – K см=0, 5 и с третей – K см=0, 33. Практика показывает, что если K см< 0, 33, то для автоматической ориентации не существует готовых решений. Чем ближе K см к нулю, тем ориентация становиться более сложной. Технически сложней осуществлять ориентацию деталей, не являющихся телами вращения. Для этих деталей:
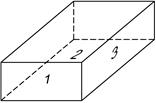
где N пол- число различимых положений, которые может принимать деталь при её ориентации; пр – число ребер детали, определяющих ее положение. Идеальным является случай, когда корпусная деталь имеет форму куба. Для такой детали:
Рис. 1.7 Определение коэффициента симметрии Что касается технологичности сборочных единиц и агрегатов машин при автоматической сборке, то опыт позволил сформулировать следующий ряд определяющих факторов: · Построение конструкции по блочному принципу позволяет существенно упросить конструкцию агрегата в целом и процесс его сборки т.к. блоки состоят из меньшего количества деталей и их можно собирать параллельно. · Число деталей в блоке не должно превышать 7-10. С увеличением числа деталей в блоке преимущества блочного принципа уменьшаются. · Число различимых направлений сборочных движений должно быть минимально. Идеальна сборка сверху вниз без перебазирований корпусной детали. · Возможность применения типовых соединений обеспечивает применение типового сборочного оборудования и снижает капитальные затраты и сроки его окупаемости. · Необходима полная взаимозаменяемость деталей и узлов конструкции, поступающих на сборку, а также отсутствие регулировок. Наличие регулировок делает автоматизацию сборки затруднительной. · Уровень связности изделия должен быть минимальным. Нетехнологичным является наличие связных размерных цепей. Взаимозаменяемость является технологической основой автоматизации производства. Когда детали агрегата изготавливаются независимо друг от друга, это позволяет организовать процесс сборки агрегатов непрерывным потоком без регулировок и сортировок. В качестве примера рассмотрим линию сборки узла переднего тормоза легкового автомобиля (рис. 1.8). Собираемое изделие состоит из двух блоков: первый блок, состоящий из поворотного кулака с подшипником, собирается на позициях 2 и 3. Загрузка спутников осуществляется рабочим вручную на позиции 1. Второй блок, состоящий из ступицы с тормозным диском, собирается параллельно на многопозиционном сборочном автомате с поворотным столом. На позиции 5 два блока собираются вместе. На позиции 6 производится установка шаровой опоры в сборе. Затем собранный узел поступает в накопитель, либо на устранение дефектов (в случае брака).
Рис.1.8 Планировка линии сборки механизма переднего тормоза легкового автомобиля Вторым критерием технологичности деталей является их устойчивость, характеризуемая соответствующим коэффициентом: где l и d – длина и диаметр детали соответственно. Граничное значение коэффициента устойчивости, при котором допускается его устойчивое транспортирование равно 0, 6. Третий коэффициент важен для достаточно узкой категории деталей (около 7%). Это коэффициент сцепляемости, определяемый формулой: где r=arctg fтр – угол трения между контактируемыми поверхностями деталей; q - угол расцепления, на который надо повернуть детали чтобы они вышли из взаимного западания. При значениях коэффициента сцепления меньше 0, 4 возможны отказы при загрузке деталей.
|
Последнее изменение этой страницы: 2019-04-19; Просмотров: 796; Нарушение авторского права страницы
 (1.4)
(1.4) =1) характерна для деталей, у которых имеется одна ось симметрии Х бесконечно большого порядка и две плоскости симметрии. Для ориентации таких деталей требуется только нахождение оси Х (рис. 1.4).
=1) характерна для деталей, у которых имеется одна ось симметрии Х бесконечно большого порядка и две плоскости симметрии. Для ориентации таких деталей требуется только нахождение оси Х (рис. 1.4).
 (1.5)
(1.5) N пол=1, пр =12 и
N пол=1, пр =12 и 


 (1.6)
(1.6) (1.7)
(1.7)