
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Линии непрерывного действия
По принципу действия линии делят на две группы: линии циклического действия (ЛЦД) и непрерывного действия (ЛНД). Отличительным признаком ЛЦД является периодичность перемещения объема производства по линии и цикличность работы линии, когда все элементы цикла (установка, подвод инструмента, обработка, снятие детали, транспортировка) выполняются последовательно, не перекрываясь во времени. Причем если не наступил второй элемент, то и третий не наступит. Для ЛЦД характерны потери времени на холостые ходы. Однако эти линии имеют большие технологические возможности, т.к. позволяют обрабатывать самые разнообразные детали и собирать разные агрегаты машин. Поэтому основной парк автоматических линий в машиностроении – это линии циклического действия. ЛНД создаются на базе роторных линий. Их часто называют роторными линиями. Основу роторных линий составляют рабочие (технологические) роторы, которые связываются между собой транспортными роторами. Загрузка и разгрузка линии осуществляется с помощью одноименных роторов (рис. 2.6 б).
а)
б)
Рис.2.6 а - схема работы, б - кинематическая схема роторной линии
Рабочий ротор (рис. 2.6 б) представляет собой непрерывно вращающийся стол. По периферии стола устанавливаются объекты производства. Над столом в строгом соответствии с объектами производства располагаются инструментальные блоки. Инструментальные блоки вращаются синхронно со столом и в рабочей зоне под действием неподвижного копира получают технологические движения. В результате на рабочем роторе инструментальные блоки, следуя один за другим, последовательно выполняют одну и ту же операцию. При работе линий объект производства перемещается непрерывно, последовательно от одного технологического ротора к другому. Производительность рабочего ротора определяется промежутком времени между двумя объектами производства, сходящими с ротора:
Т – время между выходом смежных изделий с ротора; l- расстояние между смежными инструментальными блоками; V – скорость перемещения инструментальных блоков;
Роторные линии являются линиями с «жесткой» связью, на которых объект производства непрерывно перемещается от одного рабочего ротора к другому с постоянной окружной скоростью. Поскольку скорость перемещения объектов производства постоянна и если произведение Однако, основное достоинство роторных линий состоит в том, что они имеют высокую производительность. Она достигается за счет следующих факторов: 1. Инструментальные блоки совершают только простейшие возвратно-поступательные движения и поэтому могут выполнять только элементарные операции, станкоемкость которых мала; 2. На рабочих роторах можно устанавливать достаточно большое количество инструментальных блоков, которые работают с последовательной концентрацией элементарных операций; 3. Технологические операции выполняются с минимальными потерями времени на холостые хода, так как объект производства непрерывно перемещается по линии; 4. Жесткая связь между рабочими роторами обуславливает высокую степень концентрации элементарных операций на линии. Вместе с тем роторные линии имеют два существенных недостатка: Первый состоит в ограниченных технологических возможностях этих линий, что обусловлено возможностью выполнения только простейших операций. Второй недостаток связан с габаритами ротора, а также с тем, что на каждом роторе выполняется только одна операция. При большом числе операций роторные линии получаются очень громоздкими и требуют больших производственных площадей. Роторные линии нашли в основном применение в пищевой, оборонной, фармацевтической и электротехнической промышленности. Они применимы при производстве простых изделий без снятия стружки методами штамповки, выдавливания, пайки, дозирования материалов, для сборки и контроля, когда технологический процесс состоит из небольшого числа простых операций. В автомобильной промышленности эти линии применяются для нанесения защитных покрытий и проверки герметичности изделий.
2.1.4 Спутниковые линии
Стремление автоматизировать обработку заготовок сложной формы, неудобных для установки и транспортировки привело к созданию и применению спутниковых линий. На этих линиях заготовки устанавливаются в специальные приспособления – спутники. Спутник перемещается с заготовкой по всей линии, фиксируется и закрепляется вместе с заготовкой на рабочих позициях. При этом заготовка не меняет своего положения относительно спутника. Спутниковые линии, как правило, работают с жесткой связью, имеют сквозное расположение транспорта и циклический принцип действия. На спутниковых линиях удобно и эффективно применять агрегатное оборудование. Спутниковые линии в отличие от других линий имеют транспортер возврата спутников. Расположение транспортера возврата спутников относительно рабочего транспортера во многом определяет компоновку спутниковой линии. Наибольшее применение в спутниковых линиях получило боковое расположение транспортера возврата. Схема такой линии показана на рис. 2.7.
Рис 2.7Схема спутниковой линии из агрегатных станков с боковым расположением транспортера возврата спутников 1 - станок для обработки базовых поверхностей; 2 - загрузочная позиция; 3 - загрузочное устройство; 4 - горизонтальная головка; 5 - угловая головка; 6 - верхняя головка; 7 - поворотное устройство; 8 - рабочий транспортер; 9 - опрокидывающее устройство; 10 - мойка; 11 - транспортер возврата спутников; 12 - контрольная машина; 13 - пульт управления
Схема с боковым расположением транспортера возврата спутников не имеет ограничений для установки оборудования, что дает возможность вести обработку заготовок разными методами и с разных направлений. Компоновка удобна для обслуживания, может применяться для обработки крупных заготовок и технологических процессов с большим числом позиций. Например, при обработке картеров мостов автомобилей, корпусов редукторов, блоков цилиндров двигателей и других деталей. Схема имеет большие технологические возможности. Ее основной недостаток – потребность в больших производственных площадях.
Рис.2.8 Схема спутниковой линии с верхним расположением транспортера возврата спутников 1- станок; 2- загрузочная позиция; 3- рабочий транспортер; 4- рабочая позиция; 5- холостая позиция; 6 и 7 - перегружатели; 8 – транспортер возврата спутников.
Схема с верхним расположением транспорта возврата (рис.2.8) встречается значительно реже. После обработки на линии деталь вместе со спутником перегружателем 6 поднимается и выталкивается на транспортер возврата 8, который представляет собой наклонный рольганг. По рольгангу спутник поступает на перегружатель 7, с помощью которого опускается на позицию 2 загрузки-разгрузки. На этой позиции готовая деталь снимается со спутника, а на спутник устанавливается заготовка. Несмотря на экономию площадей такая схема применяется редко, что связано с неудобством обслуживания и громоздкостью для технологических процессов с большим числом позиций. Схема с нижним расположением транспортера возврата спутников наиболее компактна (рис. 2.9). Однако такое расположение транспортера возврата спутников предъявляет особые требования к конструкции станка, которые не всегда выполнимы. Кроме того, в этом случае транспортер возврата спутников подвержен попаданию на него охлаждающей жидкости, стружки, масла и других производственных отходов, что снижает надежность транспорта.
Рис 2.9 Схема спутниковой линии с нижним расположением транспортера возврата спутников: 1 – загрузочная позиция; 2– сборочный стенд; 3– рабочий транспортер; 4– манипулятор-перегружатель; 5– отводящий транспортер; 6– ведущее колесо; 7– спутник; 8 – транспортер возврата спутников.
Для механической обработки такая схема применяется редко. В основном она применяется для сборочных процессов, где нет производственных отходов и спутники 7 можно изготовить в виде плоских паллет (поддонов), удобных для нижней транспортировки под сборочными стендами 2. Ленточный или пластинчатый транспортер 3 получает принудительное перемещение от ведущего колеса 6. При остановке паллет (в случаях, когда загружен сборочный стенд ) транспортер проскальзывает относительно паллет, создавая запас объектов сборки на линии. При переходе на транспортер возврата паллеты закрепляются на нем и перемещаются на нем как одно целое. Такое построение линии дает возможность сборочным стендам работать несинхронно, что очень важно для автоматизации сборочных процессов. Применение спутниковых линий значительно расширило круг деталей и агрегатов, которые стало возможным обрабатывать и собирать на автоматических линиях. Спутники существенно упростили установку заготовок на рабочих позициях. Появилась возможность создавать линии с замкнутым контуром и осуществлять загрузку и разгрузку на одной позиции. Это удобно и для обслуживания линии. В спутниковых линиях заготовки обрабатываются с одной установки от постоянных баз, что повышает точность обработки. Вместе с тем, спутниковые линии имеют ряд недостатков. Основной из них – более высокая стоимость (примерно на 40%) по сравнению с бесспутниковыми. Спутники на механообрабатывающих линиях представляют собой сложные специальные приспособления. Количество спутников должно быть больше, чем число позиций на линии. Для возврата спутников на исходную позицию требуется специальный транспортер, что связано с дополнительными производственными площадями. Кроме того, для установки на спутник требуется предварительная обработка у заготовки базовых поверхностей, которая обычно выполняется вне линии. Это затрудняет автоматизацию всего технологического процесса.
Производительность линии Производительность – это количество годных изделий выпущенных на линии за определенный период времени:
где Q – годовая производительность линии; N – выпуск изделий на линии в течении года; Ф – годовой фонд рабочего времени. Производительность линии непосредственно связана с потерями рабочего времени. Все потери рабочего времени разделяются на две группы: · Внутрицикловые потери · Внецикловые потери. - Внутрицикловые потери определяются временем холостых ходов и поэтому носят объективный характер. Эти потери зависят от уровня автоматизации и технического оснащения производства. - Внецикловые потери отражают реальные условия эксплуатации линии, в которых работа линий чередуется с простоями по техническим и организационным причинам. Простои могут быть регламентированными (плановыми) и нерегламентированными. Регламентированные простои отводятся на плановый ремонт, на профилактику, на ежедневное обслуживание. Нерегламентированные простои связаны с отказами. Поскольку появление отказов и время их устранения носят случайный характер, то влияние простоев по вине отказов на производительность оценивается на основе теории надежности машин. К этому виду простоев относят также время, в течение которого выпускались изделия не соответствующие техническим требованиям. Простои по организационным причинам имеют место, когда линия находится в работоспособном состоянии, но простаивает из-за отсутствия внешних условий. Часть из них регламентированы: выдача задания, сдача смены, уборка линии и проведение совещания. Другая часть не регламентирована и может быть по причине отсутствия энергии, заготовок, наладчика и по другим причинам. В целом простои по техническим причинам зависят от технического уровня производства, условий эксплуатации и обслуживания линий, а также от их надежности. Простои по организационным причинам отражают уровень организации производства и выполнения технологической дисциплины. Исходя из анализа видов потерь рабочего времени, различают 4 вида производительности: · Технологическая; · Цикловая; · Расчетная; · Общая производительность. Технологическая производительность характеризует выпуск изделий при условии отсутствия потерь рабочего времени:
Это может быть, когда технологический процесс на линии состоит из одних рабочих ходов, которые выполняются непрерывно:
Тогда Qт= Из формулы (2.5) следует, что технологическая производительность - это производительность рабочих ходов и определяется временем рабочих ходов t р.х.. Технологическая производительность позволяет оценить возможности технологии в условиях конкретных параметров изделия. Она зависит от метода и режимов обработки, применяемого на линии инструмента и оборудования. Цикловая производительность Qт характеризует выпуск изделий при условии непрерывной работы линии, когда количество выпущенных изделий пропорционально проработанному времени.
Ф – фонд рабочего времени N ц – количество изделий выпущенных при условии непрерывной работы линии.
Поскольку время цикла состоит из рабочих ходов и холостых ходов, то цикловая производительность учитывает внутрицикловые потери и во многом зависит от Рис. 2.10 Зависимость цикловой производительности автоматизации рабочего цикла. На практике цикловую производительность определяют за час работы:
Расчетная производительность характеризует выпуск изделий с учетом простоев по техническим причинам.
На рис.2.11 показаны графики выпуска изделий для случаев когда линия работает непрерывно (график 1) и для случая когда работа линии чередуется с её простоями (график 2). Из совместного рассмотрения графиков 1 и 2 получается точка С, которая разделяет фонд рабочего времени на две части: суммарное время работы линии и суммарное время простоев линии:
Рис. 2.11 Определение расчетной производительности
Подставляя в формулу (2.9) значения N р и Ф, получим
Учитывая, что Qр= где Nц-Nр= Таким образом, расчетная производительность определяется временем простоев линии, приведенных к одному циклу. Общая производительность Qo учитывает все виды потерь рабочего времени, включая простои по организационным причинам. По аналогии с Qр имеем
где Nд – действительный выпуск изделий на линии в течение года.
При проектировании и эксплуатации автоматических линий для анализа и оценки потерь рабочего времени применяются следующие параметры линий, характеризующие их работу с различных сторон: 1. Коэффициент производительности - 2. Коэффициент технического использования - 3. Коэффициент общего использования - 4. Коэффициент готовности - 5. Коэффициент загрузки - - Коэффициент производительности характеризует непрерывность протекания технологического процесса и потери времени на холостые хода. Он определяется как отношение цикловой и технологической производительности:
Например, если - Коэффициент технического использования является показателем основного вида потерь рабочего времени на линии - простоев по техническим причинам. Этот параметр характеризует техническое состояние и обслуживание линии, ее надежность и эффективность использования и представляет собой соотношение расчетной и цикловой производительностей:
где Например, при Вт = 0, 027 мин/мин на каждую 1000 минут работы линии в среднем приходится 27 минут простоев по техническим причинам. Критерий Вт позволяет более просто и объективно оценивать простои по техническим причинам и определять коэффициент технического использования. Например, при hт.и. =0, 87 линия 13% рабочего времени простаивает в обслуживании и ремонте.
- Коэффициент общего использования является показателем всех видов потерь рабочего времени на линии, характеризующих уровень эксплуатации и организации линии. Он характеризует техническое состояние и обслуживание линии, ее надежность и эффективность использования. Данный показатель представляет собой соотношение цикловой и общей производительностей:
где Например, при hо =0, 82 рабочий фонд времени используется на 82%. Остальное время расходуется на внецикловые потери. Соотношение и взаимосвязь между рассмотренными видами производительности и параметрами линий наглядно можно представить графиком на рисунке 2.12, где каждому виду производительности соответствует своя площадь геометрической фигуры. - Коэффициент готовности является показателем надежности линий, так как учитывает только регламентированные простои линии по техническим причинам, связанным с отказами. Данный показатель подробно рассматривается в следующем параграфе.
  

Надежность линий Проблема надежности технологических машин всегда имеет место, когда решаются задачи автоматизации, т.е. автоматизация и надежность неразрывно связаны. Чем выше уровень автоматизации, тем более жесткими являются требования к надежности исполнительных механизмов. В ряде случаев автоматизация неэффективна из-за низкой надежности основного или вспомогательного оборудования. Под надежностью линий понимается их способность выпускать качественную продукцию с требуемой производительностью в течение длительного времени. Это понятие является комплексным и включает три характеристики: · безотказность · ремонтопригодность · долговечность |
Последнее изменение этой страницы: 2019-04-19; Просмотров: 922; Нарушение авторского права страницы


 ;
;  (2.1)
(2.1) – угол между соседними инструментальными блоками (рад).
– угол между соседними инструментальными блоками (рад). на каждом роторе будет постоянным, то на роторных линиях с «жесткой» связью с непрерывным перемещением объектов производства можно объединять операции с различной продолжительностью. Тогда, чем больше время операции, тем больше габариты ротора и больше инструментальных блоков на нем. Необходимая производительность ротора обеспечивается увеличением количества инструментальных блоков, т.е. уменьшением угла a.
на каждом роторе будет постоянным, то на роторных линиях с «жесткой» связью с непрерывным перемещением объектов производства можно объединять операции с различной продолжительностью. Тогда, чем больше время операции, тем больше габариты ротора и больше инструментальных блоков на нем. Необходимая производительность ротора обеспечивается увеличением количества инструментальных блоков, т.е. уменьшением угла a.

 , шт/год (2.2)
, шт/год (2.2)
 (2.3)
(2.3) (2.4)
(2.4) (2.5)
(2.5) 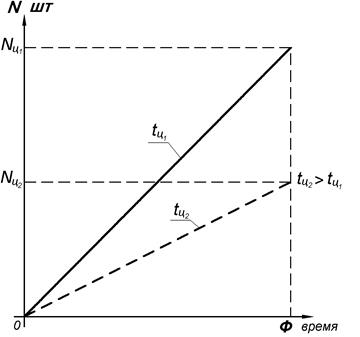 Цикловую производительность можно определить соотношением:
Цикловую производительность можно определить соотношением:  (2.6)
(2.6) (2.7)
(2.7)
 (2.8)
(2.8) ;
;  (2.9)
(2.9) (2.10)
(2.10) , имеем:
, имеем:  (2.11),
(2.11),  - суммарное время простоев по техническим причинам, отнесенное (приведенное) к одному изделию (одному циклу). Уравнение (2.11) означает, что график «2» соответствует бесперебойной работе линии в течение времени Ф с циклом (
- суммарное время простоев по техническим причинам, отнесенное (приведенное) к одному изделию (одному циклу). Уравнение (2.11) означает, что график «2» соответствует бесперебойной работе линии в течение времени Ф с циклом (  ). Вследствие простоев линии выпуск изделий уменьшается на величину
). Вследствие простоев линии выпуск изделий уменьшается на величину =
=  (
(  +
+  -
-  ) =
) =  (2.12)
(2.12) (2.13),
(2.13),  ;
;  ;
;  ;
;  ;
;  .
. (2.14)
(2.14) , то 80% занимают рабочие хода. Чем меньше время цикла, тем значение этого коэффициента выше. Из формулы (2.14) следует, что влияние автоматизации на цикловую производительность тем эффективнее, чем меньше время цикла и больше время холостых ходов.
, то 80% занимают рабочие хода. Чем меньше время цикла, тем значение этого коэффициента выше. Из формулы (2.14) следует, что влияние автоматизации на цикловую производительность тем эффективнее, чем меньше время цикла и больше время холостых ходов. (2.15),
(2.15),  - удельная длительность простоев по техническим причинам.
- удельная длительность простоев по техническим причинам. (2.16),
(2.16),  - удельная длительность простоев по организационным причинам. Величина Во табулирована и представлена в справочной литературе.
- удельная длительность простоев по организационным причинам. Величина Во табулирована и представлена в справочной литературе.