|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Основные направления развития автоматизации
В основе понятия автоматизация лежит замена физического и умственного труда работающих машинами при выполнении технологических процессов с целью повышения эффективности производства и улучшения условий труда. Чтобы осуществить эту замену и сделать ее рентабельной, необходимо разработать и применить целый комплекс мероприятий, которые с течением времени в соответствии с теорией производительности профессора Шаумяна Г.А. сформировались как основные направления развития автоматизации: 1. Подготовка производства к автоматизации предусматривает решение комплекса вопросов. Это повышение технологичности конструкций с точки зрения механообработки и сборки (работы Амирова Ю.Д., Яновского Г.А., Павлова В.В., Холодковой А.Г.). Конструкция машин во многом определяет себестоимость их изготовления. Согласно этому направлению автоматизацию следует начинать с отработки конструкции на технологичность. В этом направлении наша кафедра внесла и вносит значительный вклад (работы Стржемечного М.М и Вартанова М.В). Кроме того, должны быть решены вопросы стабильности качества деталей, накоплен опыт в автоматизации отдельных операций и процессов, подготовлены квалифицированные наладчики и ремонтники. 2. Разработка и применение высокотехнологических процессов и технологического оборудования. Данное направление включает решение следующих задач: - разработка научных основ автоматизации производственных процессов; - создание и применение автоматического оборудования; -проектирование технологических процессов и технологического оборудования на основе оптимальной концентрации операций; - интегрированные системы для автоматизации (роботы, обработка изображения, автоматизированные потоки материалов). В развитее этого направления большой вклад внесли такие ученые как Богуславский Б.Л., Владзиевский А.П., Волчкевич Л.И., Гусев А.А., Дащенко А.И., Корсаков В.С., Новиков М.П., Проников А.С., Рабинович А.Н. и другие ученые. Современный этап характеризуется развитием концепции гибкого оборудования (Рис. 1.1), реконфигурируемого оборудования с использованием принципа модульного построения. Широкое применение производственных систем, образованных путем сетевого соединения станков и приборов. Применение технологий быстрого прототипирования и моделирования процессов.
Рис.1.1 Гибкая автоматизированная ячейка для обработки деталей
Расширяется применение прогрессивных комплектующих: прямого привода, параллельной кинематики, пьезопривод, магнитострикционного привода, электромагнитных винтовых передач, мехатронных модулей и т.д. Внедряются системы диагностики оборудования и инструмента, а в будущем и систем «самовосстановления» оборудования. Применение технологических систем с адаптивным управлением качества изготовляемых изделий. Появление самообучающихся технологических систем. 3. Автоматизация вспомогательных операций. Это решение вопросов транспортирования, загрузки, уборки отходов, складирования продукции. Объемы транспортных операций будут постоянно сокращаться, в частности за счет применения обрабатывающих центров, совмещающих не только лезвийную, но и абразивную обработку. Основная задача- автоматизация потока материалов. Расширяется применение систем автоматической смены инструмента с использованием принципа «Plug and play», роботов с использованием систем технического зрения. Это позволит избежать наращивания емкости магазинов инструмента и паллет деталей. Разработка роботов-ремонтников, заменяющих людей в сфере ухода и ремонта за станками и оборудованием. 4. Автоматизация управления производственным и технологическим процессом. Это бурно развивающееся направление осуществляется на основе широкого применения компьютерной техники и создает условия для безлюдных технологий. Современный этап характеризуется интеграцией процессов и технологий посредством Интернета. Оборудование оснащается системами коррекции и адаптации, в том числе с использованием лазеров. Расширяется применение генетических алгоритмов и информации при решении управленческих производственных задач в самообучающихся технологических системах. Все большее применение в управлении технологическими системами получают системы ЧПУ «открытого типа» (например FANUC), язык программирования которых сочетается с программным обеспечением персональных компьютеров. Это позволяет моделировать процессы обработки, оптимизировать перемещения инструментов, а также использовать сеть Интернет для дистанционного управления работой станков, планировать и другие производственные процессы. Расширяется применение автоматизированных измерительных комплексов, сочетающих системы оптического распознавания и с механическим измерением деталей.
Принципы автоматизации Основной формой производства становится комплексно-автоматизированное и высокомеханизированное производство, не только массовое, но и серийное. Любые неавтоматизированные процессы следует рассматривать как вынужденное решение, когда в условиях конкретного производства еще не возникли технические и экономические условия для автоматизации. Источниками технического, экономического и социального эффекта при внедрении автоматизации являются: 1- повышение качества продукции; 2- повышение производительности; 3- сокращение ручных работ и трудоемкости обслуживания. Для непрерывного производства основной источник экономического эффекта - улучшение качества продукции, а для дискретного - повышение производительности машин. Неавтоматизированное производство имеет низкий потенциал вследствие своей невысокой интенсивности, отсутствия концентрации операций, их совмещения во времени. Основное направление комплексной автоматизации – это создание процессов, где присутствие человека исключено, а не в том, чтобы высвобождать людей с ручных операций. При этом создаваемые автоматы не должны имитировать ручные действия человека при манипулировании или управлении машинами. В стратегическом плане автоматизацией целесообразно заниматься там, где можно добиться эффекта вследствие применения прогрессивной технологии. При этом целесообразно руководствоваться рядом принципов технической политики: А. Достижение конкретных результатов. Например - повышение качества продукции или повышение производительности труда. Пример. Результирующее распределение при сборке машин может быть получено суммированием распределений с использованием теоремы сложения вероятностей: P(A-B)= P(A)*P(B). В случае, если результирующее распределение не выходит за границы поля допуска, автоматизация сборки возможна на основе размерного анализа. В противном случае автоматизация сборки возможна, но на основе других технических решений, например с помощью пассивной адаптации. Б. Комплексность подхода.
Рис. 1.2 Взаимосвязи, возникающие при проектировании изделий При подготовке к автоматизации должны рассматриваться все важнейшие составляющие производственного процесса (см. рис.1.2): изделие, технология, оборудование, материалы, системы управления, кадровое обеспечение. Иногда достаточно забыть об одном составляющем и вся система мероприятий по автоматизации оказывается неэффективной. В. Необходимость автоматизации. Например, при производстве ряда изделий электротехники, боеприпасов, продуктов питания требуется такая производительность, которую человек не в состоянии обеспечить. В этих случаях применяют роторные автоматические линии с непрерывным перемещением изделий. В ряде производств электронного машиностроения присутствие человека не допускается требованиями стерильности производства. Г. Своевременность. Например, применение роботов предъявляет ряд требований, как к изделию, так и к транспортной системе. Кроме того, предприятие должно располагать квалифицированными кадрами наладчиков. Только при выполнении этих условий их внедрение пройдет успешно. Ступени автоматизации В современном производстве различные процессы реализуются в основном машинами. Различают следующие категории машин: машины-двигатели, вычислительные машины и рабочие машины. Рабочие машины принято делить на технологические и транспортные. Все виды машин призваны реализовывать определенные технологии: информационные, энергетические или транспортные. Обязательными признаками технологических рабочих машин являются: источник энергии, передаточные, исполнительные и управляющие устройства. Если отсутствует хотя бы один из данных компонентов, то это не машина, а просто механизм, приспособление или устройство. Если технологические действия машины однородны, то именно эти технологии дают название машине. Если машина реализует разнородные процессы, то ее название часто исходит из функционального назначения. Например, линия изготовления колец подшипников. Автоматизация имеет различные ступени. Так называемая нулевая ступень автоматизации имеет место, когда участие человека исключается при выполнении рабочих ходов. Первая ступень автоматизации ограничивается созданием машин-автоматов и полуавтоматов, исключающих участие человека при выполнении холостых ходов рабочего цикла:
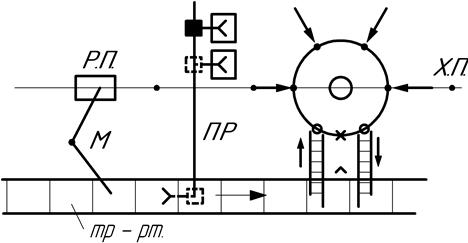
где Отсюда следует, что автоматизация первой ступени - это есть автоматизация цикла на отдельно взятом оборудовании. На первой ступени автоматизации рабочие машины не связаны между собой автоматической связью. Поэтому транспортировка и контроль объекта производства выполняются с участием человека. На автоматах рабочий цикл выполняется и повторяется без участия человека. На полуавтоматах для выполнения или повторения рабочего цикла требуется участие человека. Вторая ступень представляет собой автоматизацию технологических процессов. На этом уровне создаются и применяются автоматические линии, решаются задачи по транспортировке и управлению технологическими процессами. Автоматической линией (АЛ) называют систему технологических машин установленных в технологической последовательности и объединенных едиными средствами загрузки, транспортировки, контроля, устранения отходов и управления. Наличие межоперационных устройств и системы автоматического управления (САУ) является конструктивным признаком АЛ. Линия состоит из рабочих и холостых позиций. На рабочих позициях устанавливается технологическое оборудование, а холостые позиции служат для обслуживания линии и накопления запаса объектов производства. Если линия имеет в своем составе ручные позиции, то она называется автоматизированной.
Рис.1.3 Фрагмент автоматической линии
Третья ступень – это комплексная автоматизация, которая охватывает все этапы производственного процесса, начиная с заготовительного и заканчивая контролем и испытаниями готовых изделий. При комплексной автоматизации создаются цеха-автоматы и заводы-автоматы. Это высший уровень автоматизации, который требует освоения предыдущих уровней. Комплексная автоматизация окупается при очень больших программах выпуска, стабильной во времени конструкции изделия и узкой номенклатуры изделий. В России к этому уровню ближе всего подошла подшипниковая, электротехническая и пищевая промышленность. Этот вид автоматизации требует больших капитальных затрат, но вместе с тем только именно она определяет технический уровень всего производства. В настоящее время особый интерес представляют гибкие автоматические линии и гибкие производственные системы, что обусловлено требованиями рынка по обновлению продукции.
|
Последнее изменение этой страницы: 2019-04-19; Просмотров: 1498; Нарушение авторского права страницы

 , (1.3)
, (1.3) - время рабочих ходов (время резания, сборки и т.д.);
- время рабочих ходов (время резания, сборки и т.д.);  - время холостых ходов (подвода и отвода инструмента; установки и снятия объекта производства; контроля, смены и наладки инструмента; устранения отходов).
- время холостых ходов (подвода и отвода инструмента; установки и снятия объекта производства; контроля, смены и наладки инструмента; устранения отходов).