
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Автоматизация загрузки станков и автоматических линий
3.1 Основные понятия и определения
Автоматическую загрузку станков и автоматических линий штучными заготовками производят бункерными загрузочными устройствами (БЗУ), накопителями, манипуляторами и промышленными роботами (ПР). БЗУ получили широкое применение для автоматической подачи и ориентации деталей (заготовок) небольших размеров и простой формы с большой программой выпуска, это такие детали как: кольца, втулки, шайбы, болты, гайки и т.д. По характеру подачи и принципу действия БЗУ разделяются на две группы. К первой группе относятся устройства, имеющие механизм захвата и обеспечивающие поштучную или порционную выдачу. Вторая группа – это вибрационные устройства с непрерывной подачей. БЗУ с поштучной или порционной подачей заготовок различаются способом захвата и подачи заготовок. Основными функциональными элементами конструкции этих БЗУ являются Бункер (Б), механизм захвата (МЗ), магазин-накопитель (МН) и привод (П) (рис.3.1). Кроме основных используются вспомогательные элементы: сбрасыватель, ворошитель, питатель и отсекатель. Бункер представляет собой емкость для размещения заготовок в неориентированном положении (навалом). Форма бункера, его расположение в БЗУ выбираются такими, чтобы формировалась зона захвата. Зоной захвата называют часть емкости, в которой заготовки взаимодействуют с захватным органом. На рисунке 3.2 представлены типовые формы бункеров. Обычно бункер неподвижен при работе БЗУ, но встречаются устройства с вращающимися бункерами. Емкость бункера может состоять из двух неравных по объему и связанных между собой частей. Большая часть называется предбункером и предназначается для размещения основного запаса заготовок. В другой части бункера сосредотачивается оптимальное количество заготовок, что увеличивает вероятность их захвата. Объем бункера VБ определяется в зависимости от габаритов заготовки и заданного времени бесперебойной работы БЗУ: Рис. 3.1 Принципиальная схема БЗУ
V д – объем детали, см3; Т – время непрерывной работы; tц – время цикла на позиции. q –коэффициент заполнения объема бункера, зависящий от формы бункера:
q1 > q2 > q3 > q4
Вместе с тем объем бункера следует проверять по критерию минимума приведенных затрат, так как с увеличением объема бункера с одной стороны уменьшается трудоемкость загрузки, а с другой - увеличивается стоимость бункера, объем незавершенного производства и производственная площадь. Бункер, если он неподвижен, выполняет также роль корпуса, относительно которого компонуется вся конструкция БЗУ. Механизм захвата выбирает заготовки из общей массы в бункере, ориентирует их первично и подает в магазин-накопитель. Основным рабочим элементом МЗ является захватный орган, который выполняется в виде крючков, шиберов, пазов на диске (рис. 3.2).
Цилиндрическая Коническая Трапецидальная Трапецидальная с предбункером
Ножевой БЗУ Крючковый БЗУ
Трубчатый БЗУ
Рис.3.2 Типовые формы бункеров
В зависимости от этого получили название и сами БЗУ. Во время работы БЗУ захватный орган совершает вращательное или возвратно-поступательное движение, проходит через зону захвата и поштучно или порционно выдает заготовки в магазин-накопитель. В момент захвата заготовок происходит их первичная ориентация. Вторичная (если в ней есть необходимость) выполняется во время движения захватного органа вне зоны захвата или в дополнительном устройстве. Основным параметром механизма захвата для всех БЗУ является коэффициент захвата
Поскольку в каждый момент времени работы БЗУ, количество деталей, их расположение в зоне захвата непостоянны, то коэффициент захвата носит вероятностный параметр. Поэтому производительность БЗУ за каждый интервал времени различная и в течении Рис.3.3 времени
где Qт – теоретическая производительность; h - среднее значение вероятности захвата. Изменяется в интервале 0, 3…0, 8; Qр – расчетная производительность. На практике Qр загрузочного устройства должна быть несколько больше цикловой производительности позиции (около 25%). Расчетная производительность БЗУ с захватным органом определяется как произведение: Qр =n*z*h (3.4),
где n – частота вращения или число двойных ходов захватного органа. Основные факторы, влияющие на коэффициент захвата - это скорость перемещения захватного органа и параметр
Конструкция механизма захвата определяет способ западания заготовки в захватный орган, скорость движения – время западания, параметр l/d – положение заготовки в момент западания. Опыт эксплуатации разных БЗУ показывает, что скорость движения захватного органа «v» в целом оказывает отрицательное влияние на h. Это объясняется инерцией детали при захвате. Поэтому зависимость Qp= f(v) имеет экстремальный характер (рис. 3.4). При v< vопт производительность постепенно растет, а затем при v> vопт отрицательное влияние h становится доминирующим и производительность резко падает.
Рис. 3.4 График зависимостей h и Q Рис. 3.5 Изменение параметра h от от скорости захватного органа параметра заготовки l/d
Магазин накопитель выполняет две функции: первая транспортная (обеспечивает перемещение от захватного органа до питателя), вторая накопительная, которая позволяет нивелировать неравномерную додачу детали с захватного органа. Емкость накопителя определяется по формуле:
В БЗУ могут применяться вспомогательные элементы: ворошители, сбрасыватели, отсекатели, питатели (подводят питание). Размер БЗУ с механизмом захвата рассмотрим на примере дисковых БЗУ.
Дисковые БЗУ Дисковые БЗУ являются наиболее распространенным видом БЗУ с механизмом захвата. Эти БЗУ обеспечивают автоматическую подачу и ориентацию мелких заготовок различной конфигурации с достаточно большой производительностью. Кроме этого, дисковые БЗУ имеют простую конфигурацию, надежны в работе и удобны в эксплуатации. Схема дискового БЗУ представлена на рисунке 3.6. Захватный орган в виде диска, по периферии которого равномерно выполнены пазы, карманы. Пазы могут иметь тангенциальное расположение, радиальное и располагаться по хорде. Чтобы организовать зону захвата бункер и диск устанавливают под углом
Расположение деталей на диске:
Перпендикулярно плоскости По радиусу диска По хорде диска
Рис. 3.6 Схема дискового БЗУ: 1 – Права часть МН; 2 – приемное окно.
Плюсы: высокое значение коэффициента захвата Расчет дискового БЗУ рассмотрим на примере, когда пазы на диске выполнены по хорде. В этом случае
Выполнение этого условия обеспечивает свободное западание в паз одной заготовки с габаритными размерами «l» и «d».Ширина паза принимается равной Н=(1, 2…1, 5)d, а глубина – В= (1, 1…1, 2)d (рис.3.6).
При расчете дисковых БЗУ обычно задается производительность и известным является параметр заготовки l/d. Расчет начинается с того, что принимается коэффициент вероятности захвата равным 0, 4…0, 6, диаметр диска D =(20…25)d. Угол наклона диска a должен быть больше угла трения r между заготовками и диском. Обычно a » (2…4)rmax, что соответствует a=25…40° и подтверждается практикой эксплуатации дисковых БЗУ (рис. 3.7).
Рис. 3.7 Экспериментальные зависимости для дисковых БЗУ с карманами по хорде.
Что касается диаметра диска D, то его увеличение оказывает положительное влияние на коэффициент h (уменьшается кривизна траектории движения пазов в зоне захвата). Однако при этом возрастает потребность во внешней энергии. Далее из формулы производительности
определяется частота вращения диска «n» и окружная скорость пазов:
где D – диаметр диска в мм. Количество пазов определяется по формуле
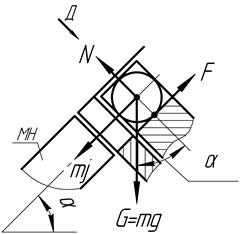
где L+DL – шаг расположения пазов; DL» d - толщина стенки между пазами. Полученная окружная скорость проверяется на vмах, так как должно v< vмах , где vмах максимально допустимая скорость при h=0 и Qр =0. Для этого рассматриваются схемы действия сил на заготовку и ее положение в момент выпадения через окно в днище бункера МН (рис. 3.6). Максимально допустимая скорость Vмах определяется из условия свободного выпадения заготовки из паза магазина-накопителя:
где t – время прохождения заготовки длиной «l» окна в днище бункера длиной В¢. Это время определяется через ускорение заготовки в момент ее выпадения из окна диска:
где S – монтажный зазор между диском и днищем бункера. Ускорение заготовки в момент ее выпадения определяется из уравнения равновесия заготовки. В момент выпадения на заготовку действуют: - сила веса mg - сила трения F тр = fN - сила инерции mj Уравнение равновесия имеет вид: Учитывая, что получим
где N - нормальная реактивная сила от составляющей силы веса заготовки.
3.3 Способы вторичной ориентации в БЗУ
Вторичная ориентация выполняется в захватном органе вне зоны захвата или в магазине-накопителе. Во всех случаях выполнения вторичной ориентации используются конструктивные элементы детали (ключи ориентации). Один из способов вторичной ориентации на захватном органе рассмотрим на примере дискового БЗУ (рис.3.8) для подачи детали «колпачок с глухим отверстием», у которой l/d ³ 3 и l1< l2, т.е. положение центра масс не совпадает с геометрическим центром. В момент захвата (западание детали в паз) детали получают первичную ориентацию по оси. Далее требуется выполнить вторичную ориентацию по положению торца детали. С этой целью пазы снабжаются перегородками, которые разделяют пазы на две равные части. Когда паз диска поднимается вверх, колпачок располагается на перегородках по длине паза. При этом происходит его ориентация под действием силы тяжести, и деталь занимает положение торцом вниз.
1 – Геометрический центр, 2 – Центр тяжести. Рис.3.8 Схема вторичной ориентации в дисковом БЗУ
На рисунке 3.9 представлен способ вторичной ориентации детали конической формы в магазине-накопителе. В этом случае для вторичной ориентации используется разность диаметров торцов детали D> d. Лоток магазина-накопителя разделяется на две части. Между ними устанавливается полочка 3, которая имеет внутренний паз. Ширина паза выбирается такой, чтобы в него свободно западала деталь малым торцом «d» и не западала большим торцом «D». Таким образом, если деталь поступает из лотка 1 на торце D, то она сохраняет свою ориентацию при переходе в лоток. Если деталь поступает на торце «d», то она входит в паз полочки, где под действием питателя натыкается на порожек и изменяет свою ориентацию, т.е. перемещается по лотку торцом D. Глубина паза выбирается такой, чтобы питатель располагался выше порожка. Обычно глубина паза принимается равной половине высоты конуса l/2.
Рис.3.9 Схема способа вторичной ориентации детали конической формы.
|
Последнее изменение этой страницы: 2019-04-19; Просмотров: 856; Нарушение авторского права страницы

 (3.1)
(3.1)






 , который представляет собой отношение количества деталей поданное за один оборот или за один двойной ход к теоретически возможному количеству деталей:
, который представляет собой отношение количества деталей поданное за один оборот или за один двойной ход к теоретически возможному количеству деталей: 
 (3.2)
(3.2) изменяется относительно среднего значения, которое принимается за расчетное (рис. 3.3). Из всего сказанного следует, что при расчете БЗУ оперируют средним значением коэффициента захвата:
изменяется относительно среднего значения, которое принимается за расчетное (рис. 3.3). Из всего сказанного следует, что при расчете БЗУ оперируют средним значением коэффициента захвата:  (3.3),
(3.3),  . Скорость определяет время захвата (западания детали);
. Скорость определяет время захвата (западания детали);  определяет условие захвата (вероятное положение детали).
определяет условие захвата (вероятное положение детали).

 (3.5)
(3.5) , таким образом, основная масса деталей собирается в зоне захвата и поштучно выноситься пазами под верхнее положение. В верхнем положении детали через окно в днище выпадают в магазин.
, таким образом, основная масса деталей собирается в зоне захвата и поштучно выноситься пазами под верхнее положение. В верхнем положении детали через окно в днище выпадают в магазин.

 диска.
диска. 



 , надежная работа, простая конструкция.
, надежная работа, простая конструкция. (3.6)
(3.6)


 (3.7)
(3.7) (3.8),
(3.8),  (3.9),
(3.9),  (3.10),
(3.10),  (3.11),
(3.11),  (3.12),
(3.12),  (3.13),
(3.13),  (3.14),
(3.14), 
