|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Манипуляторы и промышленные роботы⇐ ПредыдущаяСтр 23 из 23
Манипуляторами называются автоматические устройства для манипулирования заготовкой (изделием) при выполнении технологических процессов механообработки и сборки. В автоматизированном производстве манипуляторы широко применяются для загрузки станков и автоматических линий заготовками, съема и выведения из зоны обработки обработанных деталей. Обычно манипуляторы устанавливаются на линиях с фронтальным (боковым) расположением транспорта относительно технологического оборудования, где являются связующим звеном между конвейером и станком. Они могут также входить в состав БЗУ как механизмы питания. Основными признаками манипуляторов как средств автоматической загрузки станков и автоматических линий являются: - возможность выполнения небольшого числа движений (до трех); - отсутствие мобильности, т. е. ограниченная зона действия; - работа по замкнутому, повторяющемуся циклу с жесткой (одной) программой управления; - требование предварительной ориентации и фиксации заготовок в зоне захвата; - ограниченные возможности переналадки.
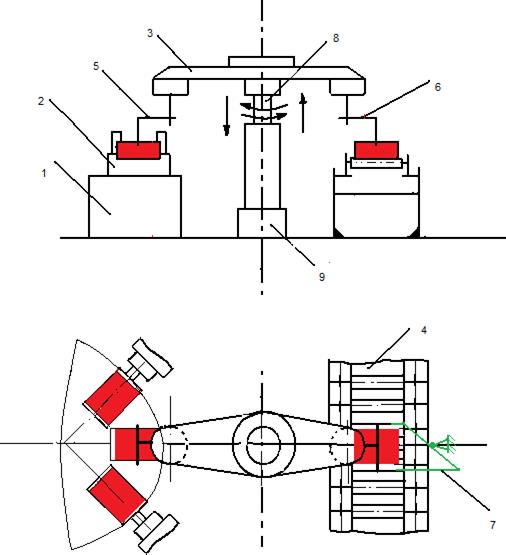
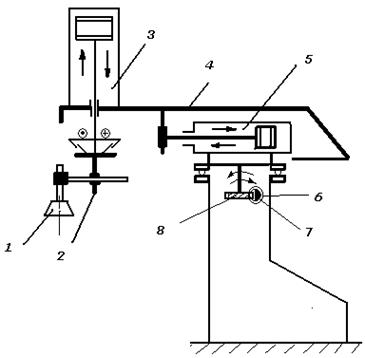
Рис. 5.1 Схема применения траверсного манипулятора при обработке корпусной детали
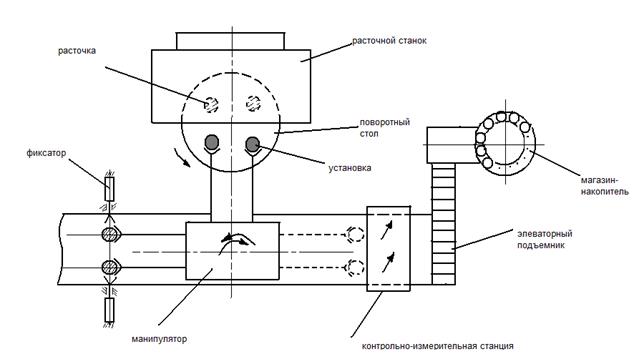
Рис. 5.2 Схема работы однопозиционного манипулятора для групповой обработки деталей
Переналадка манипуляторов включает смену захватного устройства, регулировку величин хода и скорости по каждому движению. Манипуляторы работают в ритме работы станка согласованно с механизмами технологической оснастки. Исполнительные механизмы манипуляторов бывают механического, пневматического и гидравлического действия. Рассмотрим несколько примеров применения манипуляторов. На рисунке 5.1 показана типовая схема применения однопозиционного манипулятора траверсного типа при обработке корпусной детали на агрегатном станке с помощью приспособления 2. Такие манипуляторы часто называются автооператорами. Остановка и фиксация заготовок в зоне захвата при непрерывно движущемся конвейере 4 осуществляется выдвижным упором анкерного типа 7. Манипулятор имеет два захватных устройства 5 и 6 (один для заготовки, другой для обработанной детали), которые установлены на траверсе 3. Траверса получает осевые и поворотные движения от вала 8 и приводов, которые смонтированы в колонке 9. В качестве захватов применяются цанговые, кулачковые, шарнирно-рычажные и вакуумные зажимные устройства. Для сокращения времени загрузки манипуляторы снабжаются захватными устройствами расположенными под углом 90 ̊, например, при обработке гильз цилиндров двигателя КаМАЗ (рисунок 5.2) В последнее время при обработке валов сложной конфигурации на автоматических линиях получили широкое применение в качестве загрузочных устройств манипуляторы портального типа. На рисунке 5. 3 в качестве примера показана схема портального манипулятора с двумя питателями (автооператорами).
Рис. 5.3 Схема двухпозиционного манипулятора портального типа
Питатели 5 устанавливаются на каретке 3 под углом α, что позволяет им работать независимо друг от друга и тем самым сократить время установки заготовок на станок 1 и конвейер 6. Каретка совершает возвратно-поступательное перемещение по порталу 2 между станком и конвейером. Манипуляторы в ряде случаев выполняются в виде универсальных типовых агрегатов, конструктивно независимых от обслуживаемого оборудования. Это дает возможность применять их для автоматизации станков различного технологического назначения. Схема манипулятора с тремя степенями свободы для загрузки станков плоскими заготовками представлена на рисунке 5.4
Рис. 5.4 Схема трехпозиционного универсального манипулятора
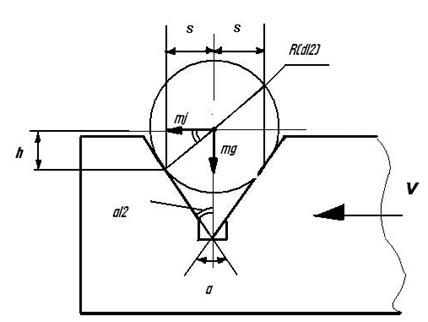
Вакуумный захват 1 питателя 2 может получать вертикальные перемещения от гидроцилиндра 3. Траверса 4, на которой установлен питатель, может перемещаться по горизонтальной оси от гидроцилиндра 5 и кроме того, поворачиваться вокруг вертикальной оси от гидроцилиндра 6. Шиток-рейка 7 этого гидроцилиндра находится в зацеплении с зубчатым колесом 8, жестко связанным с траверсой. Цикл работы манипулятора задается с помощью микропереключателей. Команда на повторение цикла от контроллера на автоматической линии. Переналадка манипулятора на подачу других заготовок осуществляется сменой захвата и регулировкой перемещений питателя и траверсы. Конструкция манипуляторов зависит от многих факторов: компоновки линии, типа транспортера, конструкции заготовок и производительности станка. Независимо от конструкции основными элементами манипуляторов являются питатели (автооператоры), с механизмами захвата и приводы. Если автооператор входит составной частью в БЗУ, то он включает отсекатель. Типы отсекателей и питателей смотрите в литературе. Если для загрузки станков требуется перемещение питателей в горизонтальной или наклонной под небольшим углом плоскостях, то используют открытые захваты. Открытые захваты обычно выполняют в виде призм, в которых заготовка сохраняет устойчивое положение под действием собственного веса. При проектировании манипуляторов с открытыми захватами важным является выбор закона движения захвата и необходимо знать допустимое наибольшее ускорение питателя, при которых исключается смещение детали во время ее движения. На устойчивое положение заготовки во время перемещения питателя оказывают влияние угол призмы и ее расположение относительно траектории движения питателя. Допустим, что питатель перемещается в горизонтальной плоскости. Заготовка западает в призму с углом α. (рисунок 5.5а)
Рис. 5.5а Схема действия сил на открытом захвате
При перемещении питателя на заготовку действуют сила веса mg и сила инерции mj. Положение заготовки будет устойчивым, если mgs > mjh. Отсюда критическое ускорение:
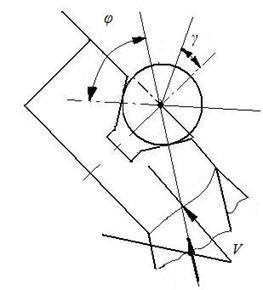
С увеличением угла α допустимое ускорение уменьшается, что приводит к уменьшению погрешности ориентации заготовки и ограничивает время загрузки (нижний предел). Практически хорошую точность ориентации и устойчивость обеспечивают призмы с α = 90 ̊.(j = 9.8 м/сек² ). Если питатель перемещает заготовку под углом то j =
в общем случае (рисунок 5.5в)
j =
где Рис. 5.5б Рис.5.5в где γ – угол установки призмы
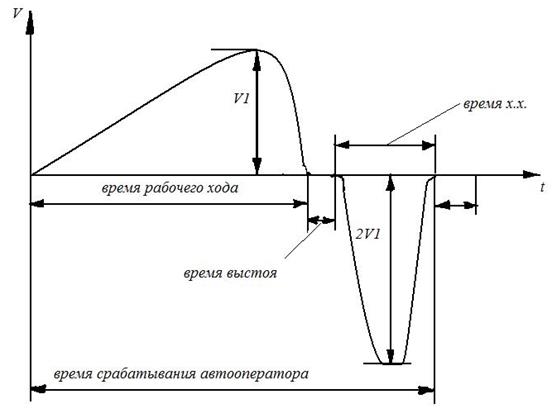
Для принятых α и Исследования показали, что одними из оптимальных законов движения питателей является закон, при котором изменение скорости происходит по наклонной синусоиде.
Рис.5.6 Графика изменения скорости питателя за цикл работы манипулятора
Сложность конструкции и жесткая программа работы обуславливает низкую надежность их работы. Опыт показывает, что ≈ 50…60 % отказов оборудования приходится на долю манипуляторов (по вине конструкторов или погрешности заготовок). Оснащение манипуляторов системами программного управления увеличивает их эффективность при обеспечении гибкости в переналадке. В этом случае манипуляторы по своим возможностям приближаются к промышленным роботам (ПР). Промышленный робот представляет собой автоматическую машину, выполняющую в производственном процессе двигательные и управляющие функции, аналогичные тем, которые выполняет человек при перемещении объекта производства и технологической оснастки, а также при управлении технологической операцией. В роботах реализуется идея функционального моделирования рабочих, занятых на различных технологических операциях. Создание и применение роботов обусловлено развитием гибкого автоматизированного производства (ГАП), основу которого составляют автоматизированные станочные системы с ЧПУ. Такие системы должны обладать технологической универсальностью, мобильностью и возможностью быстрой переналадки в широком диапазоне обрабатываемых деталей. Для этого потребовалось создание загрузочных и транспортных устройств с большим числом степеней движений, конструктивно независимых от основного оборудования и автономных в управлении. Такими устройствами и стали промышленные роботы. С технической точки зрения роботы появились как результат развития манипуляторов в направлении гибкости и универсальности выполнения технологических операций. Основными признаками ПР являются: - возможность выполнения большого числа простых и сложных движений (6-15); - наличие системы программного управления с памятью, способностью к самообучению и самоконтролю; - наличие чувствительных элементов (информационной системы), которые позволяют роботу адаптироваться в окружающей среде; - наличие средств для перемещений робота (мобильность робота).
Рис. 5.7 Структурная схема ПР с координатной ***** манипулятора
По структуре ПР состоят из следующих основных функциональных элементов: манипулятора, информационной системы, системы управления и средств перемещений. Манипулятор робота является его исполнительным элементом, с помощью которого заданная программа робота реализуется в механические перемещения захвата. Он представляет собой механическую систему, которая имитирует действие человеческих рук при выполнении поставленной задачи. Имитация может осуществляться в натуральном масштабе, с увеличением или уменьшением, а также с усилием по мощности. На практике манипулятор часто называют “руками” робота. По внешней компоновке манипуляторы робота разделяют на две группы. К первой группе относятся манипуляторы, компоновка которых выполнена на координатной схеме (рисунок 5.7). Вторую группу составляют манипуляторы с шарнирной схемой компоновки (рисунок 5.8). В любом случае манипулятор состоит из звеньев, и каждое звено выполняет свое движение в определенное время. Последнее звено заканчивается захватным устройством (захватом). Вместо захвата могут применяться различные инструменты: гайковерты, сварочные аппараты и др. устройства. Манипулятор должен обеспечивать показание захвата в любую точку рабочей зоны робота и обеспечивать необходимую угловую ориентацию захвата в этой точке. В общем случае для этого требуется шесть степеней свободы движения захвата (m=6). Во многих частных задачах m< 6. Требуемое число степеней подвижности захвата достигается выполнением манипулятором локальных, региональных и глобальных перемещений. Наиболее удобно эти перемещения показать на примере манипулятора с координатной схемой компоновки (рисунок 5.7). Локальные перемещения необходимы для ориентации производства (элемента оснастки) или для выполнения технологического рабочего движения (звенья 1 и 2). Региональные перемещения носят подготовительный характер (звенья 3, 4, 5). Глобальные перемещения выполняют транспортные функции (звено 6) и представляют собой перемещения самого робота. Координатная компоновка манипулятора в основном применяется на механообрабатывающих технологических процессах и на кузовном и прессовом производстве. Шарнирная компоновка более сложная, но более универсальная и подвижная. Компоновка применяется на сборочных, сварочных и окрасочных линиях. В этой компоновке шарнир 5 соответствует повороту в локтевом суставе, 7 – поворот кисти, 6 – ротация кисти относительно локтя, 8 – ротация захвата, 9 – раскрытие захвата, 4 – ротация локтя, 2 и 3 – две степени поворота в плечевом суставе, 1- выдвижение всей руки из корпуса робота (такого движения нет в плече человека). Локальные перемещения 6…9, региональные – 1…5.
Рисунок 5.8 Схема шарнирной компоновки манипулятора робота
Рисунок 5.9 Наиболее часто применяемые формы рабочей зоны ПР
Компоновка манипулятора ПР, его кинематическая схема и число звеньев во многом определяют одну из важнейших характеристик ПР, которая называется рабочей зоной. Рабочая зона ПР – это часть пространства, в котором может находиться захват робота при его функционировании. На рисунке 3.39 представлены наиболее часто применяемые формы рабочей зоны роботов. На форму и размеры рабочей зоны ПР прежде всего обращают внимание при выборе типа робота при обслуживании конкретного технологического оборудования. В качестве рабочего органа ПР применяются захватное устройство или рабочий инструмент, которые крепятся на последнем ведомом звене манипулятора. Конструкции захватных устройств достаточно разнообразны. Среди них можно выделить механические, электромагнитные, вакуумные и комбинированные. Механические захватные устройства можно рассматривать как аналоги кисти руки человека. На рисунке 5.40а в качестве примера показана схема механического захватного устройства для транспортировки деталей типа “валы”. В исходном положении деталь 1 находится на позиции захвата, а захватное устройство с раскрытыми губками 2 располагается с помощью манипулятора в непосредственной близости от детали. При поступлении от программного устройства команды на захват детали срабатывает пневмопривод. Шток 4 втягивается в пневмопривод 3, заставляя губки повернуться вокруг осей 5 и 6. В результате губки зажимают деталь, скрепляя ее с последним ведомым звеном манипулятора. После переноса детали по команде программного устройства шток с поршнем выдавливаются из пневмоцилиндра, губки поворачиваются в исходное положение и деталь освобождается.
Рисунок 5.10 Схемы захватных устройств манипуляторов ПР
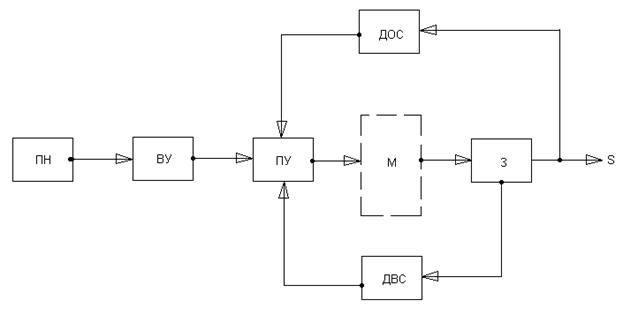
В вакуумных захватных устройствах для захвата используются присоски из резины и пластмассы различных видов. Схема одного из таких захватных устройств показана на рисунке 5.10 б. Для захвата детали 3 присос 2 с помощью манипулятора устанавливается в непосредственной близости от детали. По команде программного устройства из-под присоса по трубке 1 откачивается воздух. Между присосом и поверхностью детали создается вакуум, в результате которого деталь скрепляется с последним звеном манипулятора ПР. После перемещения детали на позицию установки отвод воздуха из-под присоса прекращается. Пространство между присосом и деталью заполняется воздухом, и деталь освобождается. Подробнее о захватных устройствах манипуляторов ПР смотри в работах […]. Система управления ПР предназначена для формирования и выдачи управляющих воздействий на звенья манипулятора. Системы управления ПР классифицируются по степени централизации, по виду программоносителя и по степени адаптивности. По степени централизации системы управления делятся на централизованные, децентрализованные и смешанные. В централизованных системах управление осуществляется от центрального командного устройства (командо-аппарата). Такие системы получили наиболее широкое применение в машиностроении из-за их простоты, надежности, удобства обслуживания и наладки. Децентрализованные системы осуществляют управление при помощи датчиков обратной связи. В качестве последних чаще всего используют путевые переключатели и конечные выключатели. При этом звенья манипулятора связаны между собой так, что каждое последующее движение может происходить после того, как закончится предыдущее. Наибольшие перспективы имеют смешанные системы управления ПР, что связано с их гибкостью и универсальностью. Для пояснения классификации систем управления ПР по остальным признакам представим в самом общем виде структурную схему системы управления ПР на рисунке 5.11. На схеме использованы следующие обозначения: ПН – программоноситель; ВУ – воспринимающее устройство; ПУ – программное устройство; М – манипулятор робота; З – захват манипулятора; ДОС – датчик обратной связи; ДВС – датчик внешних связей; S – параметр выходной величины. Программоносителем называется материальный носитель, на котором тем или иным способом фиксируется (задается) управляющая программа. Воспринимающие устройства служат для восприятия (считывания) управляющей программы. Могут быть контактного и бесконтактного типа. Программное устройство предназначено для формирования и выдачи управляющих воздействий (команд) звеньям манипулятора в автоматическом режиме и с учетом информации, поступающей от датчиков обратной связи и внешней связи (если они имеются). В программном устройстве считанная программа превращается в вид, удобный для управления силовыми приводами робота. В сложных системах в качестве преобразователя используется вычислительная техника. По виду программоносителя система управления ПР делятся на систему управления с нечисловым, цикловым и аналоговым, а также числовым программным управлением. В системах с нечисловым управлением программа задается в виде физического аналога (упоров, кулачков, копиров). В таких системах нет управления скоростью движения звеньев манипулятора, и также системы имеют очень ограниченные возможности переналадки. В системах с цикловым программным управлением команда цикла (последовательности и скорости перемещения звеньев) задаются в виде чисел, а команда пути перемещений звеньев – упорами. Устройство задания программы выполняется чаще всего в виде штекерной наборной панели. В аналоговых системах управления программа задается в виде потенциалов с помощью потенциометров, количество которых соответствует количеству программируемых шагов, умноженных на число управляемых координат. В целом преимуществами нечисловых, цикловых и аналоговых систем управления являются высокая надежность, простота, низкая стоимость и возможность сохранения программы при выключении питания системы. Недостатки – невозможность выполнения сложных циклов движения звеньев манипуляторов и ограниченное число управляющих команд, отсутствие возможности хранить программы вне системы и сложность процесса наладки.
Рисунок 5.11 Структурная схема системы управления ПР
В системах с числовым управлением (ЧПУ) программа выражена в числовом виде и записывается на быстросменных носителях (перфолентах, магнитных лентах). Такая форма выражения программы позволяет автоматизировать ее расчет с помощью ЭВМ. Система ЧПУ – наиболее сложная из рассмотренных, но вместе с этим они обеспечивают полную автоматизацию и оптимизацию управления. Такие системы позволяют осуществлять управление от ЭВМ с автоматической сменой программы. По степени адаптивности различают систему прямого управления, управления с обратной связью и с адаптивным управлением. Большинство используемых в современном производстве ПР имеют систему прямого управления. Это так называемые разомкнутые системы управления, в которых фактическое состояние управляемого объекта не контролируются. Такие системы состоят из элементов ПН, ВУ и ПУ, требуют более точного изготовления этих элементов и более тщательного соблюдения всех условий выполнения программы, что снижает их технологические возможности. В системах с обратной связью (замкнутые системы) кроме потока задающей информации используется поток обратной связи, характеризующий фактическое значение выполняемой величины S. Здесь управление ведется с учетом результатов сравнения требуемого и фактического состояния объекта управления, что повышает качество управления и увеличивает технологические возможности СУ. В системах с адаптивным управлением применяются средства очувствления типа тактильных (осязательных) датчиков и алгоритмы адаптации. Последние сводятся к переключению подпрограмм или переходу на управление по сигналу от датчиков внешней связи, реагирующих на внешнюю среду. Также системы работают от ЭВМ, обладают высокой технологической гибкостью и могут решать сложные технологические задачи. Отметим среди них распознание положения деталей, взятие неориентированных деталей, осуществление различных сборочных операций. Информационная система ПР дает необходимую информацию в систему управления робота о работе манипулятора и о состоянии внешней среды. Она представляет собой сенсорную систему, состоящую из датчиков внутренней и внешней информации. Датчики внутренней информации контролируют выполнение манипулятором заданной программы. В качестве таких датчиков используют предельные выключатели, бесконтактные выключатели, фотореле, реле давления и т.п. Датчики внешней информации - это обзорно – поисковые устройства, которые делятся на три группы: локационные, технического зрения и тактильные. Первые обеспечивают обнаружение объектов с заданными свойствами за счет отраженного или испускаемого ими излучения. С помощью устройств технического зрения решаются задачи по сканированию, поиску, распознаванию объекта производства. Тактильные сенсорные устройства позволяют выделить характерные признаки объекта путем соприкосновения чувствительных элементов сенсора с его поверхностью. Бесконтактные датчики имеют меньшую точность и надежность. Основными характеристиками ПР являются: 1. маневренность – число степеней подвижности захвата манипулятора (число возможных движений захвата без учета движения зажима детали или инструмента); 2. точность позиционирования – оценивается отклонением центра захвата (± мм) от заданного положения при многократном повторении роботом рабочего цикла; 3. внешняя компоновка ПР зависит от системы координат, в которой осуществляется движения манипулятора; 4. рабочая зона – площадь или пространство, в которой может манипулировать робот с полным грузом; 5. мобильность – способность робота совершать ориентирующие, транспортирующие и координатные движения; 6. грузоподъемность – вес груза, которым может манипулировать робот в рабочей зоне: до 0, 5 кг – легкая серия, до 5 кг – средняя серия, до 500 кг – тяжелая серия, свыше 500 кг – сверхтяжелая серия. Классификация ПР. Промышленные роботы классифицируются по трем признакам. По назначению ПР различаются на производственные (рабочие) и вспомогательные. Первые непосредственно выполняют технологические движения, которые заполняют основное время операции. С помощью таких движений осуществляется сварка, окраска, сборка, разливка металла, снятие заусенцев и др. операции. Вторые выполняют вспомогательные движения рабочего цикла – установку и транспортировку заготовок, смену инструментов и др. движения. По техническим возможностям различают роботы трех поколений. Роботы первого поколения имеют “жестко” программируемую систему управления, которая позволяет выполнять только вспомогательные технологические движения при условии точного позиционирования объекта производства в зоне захвата. Такие роботы получили название неразумных роботов и имеют индекс “рука”. Роботы второго поколения снабжаются информационными элементами и системой с числовым программным управлением, которые позволяют манипуляторам робота ориентироваться во внешней среде и работать по разным программам управления. Такие роботы получили названия адаптивных роботов и имеют индекс “глаз – рука”. Роботы третьего поколения имеют управление от ЭВМ с автоматизированной сменой программ, что позволяет роботу принимать решение по выполнению поставленной задачи. Это “разумные” роботы с индексом “мозг – глаз – рука”. По степени автоматизации различают специальные, специализированные, целевые и универсальные ПР. Специальные роботы создаются для выполнения какой-то одной технологической операции или для загрузки определенного станка. Специализированные роботы – для загрузки определенного типа станков или для выполнения определенного типа работ. В группу целевых роботов входят роботы, у которых одинаковые движения манипуляторов. Универсальные роботы создаются независимо от их применения. Применение ПР В машиностроении исторически сложилось три области применения ПР. Первая область – в производствах опасных для жизни и здоровья человека (сварка, окраска, покрытия, термообработка). Вторая область – в производствах с тяжелым физическим трудом (кузнечно-прессовое и литейное, складирование и др.). Третья область – выполнение легких, но однообразных и утомительных циклических движений (загрузка оборудования, механообработка, контроль, транспортировка сборка и др.). В третьей области применение роботов может быть автономным, встроенным в оборудование и групповым. Встроенные роботы составляют с оборудованием автоматизированный технологический комплекс, который называю технологическим модулем. Такие модули обеспечивают автоматизацию установки, обработки контроля и связи с транспортными потоками производства (см. главу I «Современные черты автоматизации»).
Рисунок 5.11 Схема РТК для механообработки вала – шестерни На схеме обозначены: 1 – подводящий конвейер; 2 – отводящий конвейер; 3 – магазин-накопитель; 4 – роботы; 5 – стол; 6 – фрезерный станок; 7 и 8 – токарные станки; 9 – зацентровочный станок; 10 – агрегатный станок; 11 – контрольная станция; 12 – зубообрабатывающий станок
На рисунке 5.12 в качестве примера показано групповое применение ПР. Такое применение позволяет формировать роботизированные технологические комплексы (РТК), в которых ПР осуществляют межстаночное обслуживание и транспортирование заготовок. При этом число оборудования превышает количество роботов. В отечественном машиностроении ПР стали применяться в начале 60х годов прошлого столетия. Массовое применение ПР в машиностроении относится к началу 80х годов. В автомобилестроении ПР получают применение в сварке кузовов, в кузнечно-прессовом и сборочном производстве. В эти годы парк отечественных ПР насчитывает более двух десятков наименований, среди которых наибольшее применение получили “Универсал”, “Циклон”, “Бриг”, МП – 11. Однако в дальнейшем применение ПР становится более прагматичным, особенно с точки зрения их надежности. В настоящее время в автомобилестроении в основном применяются ПР зарубежных фирм. ПР шведской фирмы “ASEA” и итальянской фирмы “FIAT” применяются для сборки двигателей, зачистки заусенцев после литья картера редуктора, для установки дверей на кузове автомобиля. Роботы “KUKA” (Германия) обладают высокой маневренностью m=9…12, грузоподъемностью G=10…60…160 кг, точностью позиционирования δ =±0, 5мм. Применяются на сборке автомобилей (установка колес), на сварке кузовов и на линии механообработки корпусных деталей. Роботы “Coman” (Италия), “Minimater” (Англия), “Пирин” (Болгария) широко применяются при сборке элементов электрооборудования и топливной аппаратуры, для окраски кузовов и загрузки оборудования. Наибольшего совершенства достигли японские роботы “Toyota”, “Mitsubishi” и “Fanuk”. Точность позиционирования этих роботов составляет δ =±0, 2мм. Они применяются на сборке агрегатов автомобилей (за 15 сек. выполняют 21 сборочную операцию, скорость перемещения схвата 5 м/сек), для окраски кузовов (скорость перемещения пистолета 1, 2 м/сек, за 1 сек покрывается площадь 2, 4 м2 , смена краски в течении 10 сек). Многолетняя практика автоматизации технологических процессов в машиностроении позволила сформулировать следующие рекомендации в части применения ПР: 1. Роботы в производственных условиях должны непросто заменять труд человека, они должны выполнять технологические движения лучше и быстрее человека. 2. Экономическую эффективность применения ПР следует оценивать по качеству и себестоимости выпускаемых моделей и рассматривать ее в комплексе с оборудованием и другими средствами автоматизации. 3. Роботизированное производство является одним из звеньев комплексной автоматизации в машиностроении. Поэтому развитие ПР нельзя отрывать от развития других средств автоматизации.
|
Последнее изменение этой страницы: 2019-04-19; Просмотров: 755; Нарушение авторского права страницы

 или
или  (5.1)
(5.1) (рисунок 5.5б),
(рисунок 5.5б),  (5.2)
(5.2) , (5.3)
, (5.3)
 имеет оптимальное значение, при котором обеспечивается наибольшая скорость перемещения питателя и минимальное время срабатывания автооператора.
имеет оптимальное значение, при котором обеспечивается наибольшая скорость перемещения питателя и минимальное время срабатывания автооператора.