|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Ключевые области, порождающие издержки
1. Организационные вопросы: - навыки, умения персонала; - инструменты для совершенствования бизнес-процессов. 2. Отклонения в ходе технологических процессов: - низкие характеристики процессов (повторные работы, сбои и др.); - запросы потребителей часто не сообщаются инженерной службе; - неэффективные инженерные работы на начальном этапе. 3. Отклонения бизнес-процессов: - ошибки в оценке себестоимости; - неправильные решения. 4. Качество спецификаций при заказе поставщикам. Подготовка персонала. Подготовка сотрудников к реализации стратегии прорыва – это единственный способ, пользуясь которым предприятия могут резко улучшить свои процессы, выходящие на потребителей. Структуру системы подготовки персонала можно представить в виде пирамиды (Рис.)
Рисунок 1.31 Структура системы подготовки персонала Лидеры – это немногочисленные работники высшего руководства, но их настрой, и вовлеченность становятся основой для достижения успеха. Лидеры-руководители должны создать видение организации, – какой она должна быть. Руководители должны предоставить сотрудникам возможность для изучения новых идей, а также наделить их ответственностью и полномочиями, выделять ресурсы для проведения изменений. В организации может быть один лидер, взаимодействующий с руководителем и с «чемпионами». «Чемпионом» может быть человек из высшего руководства, отвечающий за определенное направление бизнеса, получивший хорошую теоретическую подготовку. Чемпионы управленческое и техническое руководство, проводят бенчмаркинг по своим направлениям, уделяют внимание операциям и финансовым результатам, руководят «мастерами». Именно «чемпионы» выбирают конкретные проекты, возглавляют реализацию 6sigma в организации, являются «мотором» движения. «Мастера» - это люди, отобранные «чемпионами», чтобы они действовали в своих подразделениях в качестве экспертов для распространения знаний. Они занимаются подготовкой «черных» и «зеленых» поясов, являются для них наставниками. Мастера проходят курс подготовки по статистическим методам контроля и управления, по методам решения проблем и др. «Чёрные пояса», подчиняющиеся «мастерам», применяют знания и инструменты управления качеством к конкретным проектам. Они постоянно работают над поиском лучших методов и приемов для реализации проектов. « Чёрные пояса» должны обучать «Зелёные пояса». Они также изучают методологию 6 sigma, работают под руководством «черных поясов» над конкретными проектами. Проведение бенчмаркинга. Практика бенчмаркинга не является чем-то новым, но в методологии 6 sigma применяют, в основном количественный бенчмаркинг, для выявления двух показателей: коэффициента брака для конкретного продукта и количества возможностей возникновения дефекта. Такой подход помогает сравнивать различные по сложности изделия. Например, специалисты по бенчмаркингу провели исследования по и обнаружили, что показатель соответствия у продукта А на выходе составляет 85% и что существует 600 возможностей появления в этом продукте дефектов. Тогда средняя вероятность появления одного дефекта составляет
Показатели соответствия. В системе 6 sigma применяют следующие показатели соответствия продукции: 1. промежуточный показатель соответствия продукции – это вероятность того, что все возможности совершить дефекты на конкретном шаге процесса соответствуют стандартным показателям. Это вероятность бездефектных действий в конкретной точке процесса; 2. показатель сквозного соответствия продукции - это вероятность того, что единица товара пройдет через весь процесс без проявления у него дефектов. Большинство предприятий используют несколько отличающиеся показатели: показатели соответствия продукции нормам с первого раза и показатель соответствия нормам на выходе. В основу показателя соответствия продукции нормам с первого раза положено общее число выпущенных единиц, независимо от числа возможных несоответствий в каждой единице. Этот показатель не учитывает сложности изделий, он показывает только степень выполнения требований на операциях. Соответствующий показатель соответствия в системе 6 sigma учитывает, сколько несоответствий допущено из числа возможных вообще, т.е. в этом случае более строго оценивается уровень качества, ведь чем сложнее изделие, тем больше теоретически возможных несоответствий может быть. Известный способ определения качества продукции по соответствию процента годных изделий нормам также уступает по информативности и жесткости методу вычисления сквозного соответствия продукции, применяемому в системе 6 sigma. По методике 6 sigma надо определить показатели соответствия по нормам на каждой операции процесса. Например, для пяти операций они составили: 98%, 93%, 95%, 98%, 94%. Показатель сквозного соответствия равен произведению пяти показателей: 0,98 х 0,93 х 0,95 х 0,98 х 0,94 = 0,7976 или, приблизительно, 80%. Чем больше в процессе операций, тем меньше будет итоговый показатель. Для достижения высокого конечного показателя требуется значительно повышать качество всех операций процесса, что и требует концепция 6 sigma. Статистический аспект 6 sigma. Вариабельность технологической системы является главным фактором отклонений отдельных значений параметра от требований технической документации. В качестве критерия оценки вариабельности технологической системы обычно применяется индекс воспроизводимости процесса Ср: Cр = Т / 6s, где Т - допуск на параметр, s - среднеквадратическое отклонение распределения. Традиционно в практике производства технологический процесс считается нормальным, если индекс воспроизводимости Ср находится в диапазоне от 1 до 1,33. В то же время новый метод «Шесть сигм» обеспечивает индекс воспроизводимости более 1,33.
Рисунок 1
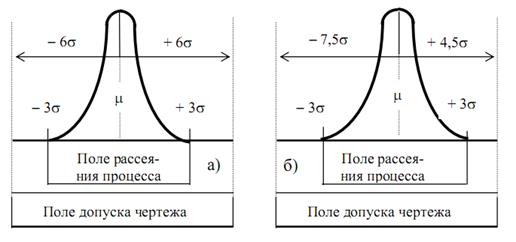
Концепция 6 sigma предусматривает, что за счёт повышения качества процессов и уменьшения среднеквадратического отклонения распределения σ значений контролируемого параметра, поле допуска адекватно величине не ± 3σ, а величине ± 6σ. В концепции 6 sigma на основании статистических исследований принимается, что смещение центра распределения возможно в пределах ± 1,5σ, при этом индекс настройки процесса СР должен быть не хуже , чем 1,5. Действительно, если центр распределения сместится вправо на 1,5σ, то до предельного значения параметра + 6σ остается еще 4,5σ.
Это объясняет незначительную вероятность несоответствий при достижении качества 6 sigma и название концепции. Что же скрывается за этим методом? В основе концепции «Шесть сигм» заложен постулат, что в установленном допуске Т на конкретный параметр А среднеквадратическое отклонение распределения s составляет 1/12 допуска. Это означает, что поле рассеяния значений параметра равно половине допуска. Очевидно, что чем больше сигм, тем менее вероятно, что будет допущен дефект, тем реже возникают отказы процесса, выше надежность продукта, ниже потребность в контроле и испытаниях, меньше незавершенного производства, ниже затраты и время производственного цикла и, как результат, - выше удовлетворенность потребителей. Метод «Шесть сигм», в отличие от первоначальной концепции Ср =2, базируется на том, что удовлетворяющему данному критерию процессы допускают не более 4-х дефектов на миллион изделий. Строго говоря, эта дефектность и условие Ср = 2 не соответствуют друг другу, так как последнему условию соответствует уровень дефектности 2ррВ, т. е. два дефекта на миллиард изделий. Такое несоответствие определяется тем, что в рамках метода «Шесть сигм» принимается, что центр распределения значений параметра не совпадает с координатой середины поля допуска, а может смещаться относительно него в ту или иную сторону на 1,5s (рис.). Это означает, что в практических условиях создать технологическую систему с индексом воспроизводимости Ср = 2 одновременно с условием нулевого смещения середины поля рассеяния от середины поля допуска невозможно.
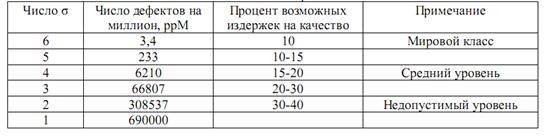
Рисунок Поле рассеяния по методу 6s: а) теоретический вариант, б) практический вариант В табл. приведены данные по соответствию числа s и уровню дефектности. Таблица Зависимость числа дефектов от числа s
«Шесть сигм» в Российской Федерацию. Учитывая исключительно редкую практику применения метода «Шесть сигм» на российских предприятиях, рассмотрим на примере опыта обучения этому методу специалистов ОАО «АВИСМА титаномагниевый комбинат» и «ВСМПО» (г. Верхняя Салда, Свердловская область) основное содержание учебного курса, который состоял из пяти этапов: определение дефектов, измерение, анализ, улучшение, контроль. В этапы включены известные статистические методы, такие как метод Парето, диаграмма Исикава, распределение Пуассона, функция потерь качества Тагути, метод FMEA и др. Рассматривались схемы процессов типа: DMAIC (определять, измерять, анализировать, улучшать, контролировать); DVADV (определять, измерять, анализировать, проектировать, проверять); SIPOC (поставщики, входы, проект, выходы, потребители); QFD (развёртывание функции качества). Во время обучения группы разбиваются на команды, с которыми проводят практические занятия и выполняют статистические расчеты. Большое внимание уделяется психологическому климату в команде, умению распределять функции между ее членами и выявлять лидера. В процессе обучения большое внимание уделяется деловым играм по темам: «Планирование эксперимента» и «Анализ рисков». Много игр проводится по статистическим методам. Философию обучения можно свести к следующим принципам: - эффективное внедрение метода «Шесть сигм» возможно только при заинтересованности первого руководителя компании, - этот метод нужен тебе, твоей компании и вашему потребителю, - результат можно достигнуть, только работая в команде, - необходимо все измерять и анализировать, - любой процесс стоит денег. Кому и что дает стратегия «Шесть сигм»: - потребителям - обеспечивает более высокое качество и низкие цены, - акционерам - дает возможность повысить доходы, - поставщикам - дает возможность получить новые средства достижения успеха, - сотрудникам - открывает более широкие возможности в работе и даёт чувство гордости за выполняемую работу. В ходе внедрения метода «Шесть сигм» на фирме Motorola были найдены оригинальные способы мотивации персонала: присвоение работникам, прошедшим обучение (по применению принципов «Шесть сигм» на практике), поясов разного цвета по аналогии с мастерами каратэ. Перечень лиц, кого условно можно назвать агентами «6 сигм», выглядит следующим образом: чемпионы, черные пояса, зеленые пояса, желтые пояса. Многие фирмы в США, внедрившие метод «Шесть сигм» отмечают исключительно высокую рентабельность производства. Но, вместе с этим, в победных реляциях не всегда можно найти причины эффективности результатов. |
Последнее изменение этой страницы: 2019-04-19; Просмотров: 351; Нарушение авторского права страницы