
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Раздаточный материал «Реинжиниринг»
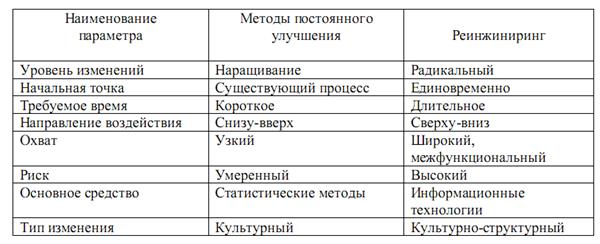
Постоянное, каждодневное улучшение бизнес-процессов, осуществляемое всеми работниками предприятия, является одним из принципов менеджмента качества. Но постоянное улучшение не может бесконечно давать необходимые результаты, рано или поздно оказывается, что дальнейшее повышение качества в рамках существующей системы управления невозможно. В противоположность постоянному улучшению, которое постоянно накаливает эффективность, реинжиниринг совершает прорыв в улучшении, дает резкое повышение эффективности и результативности. Реинжиниринг бизнес-процессов (business process reengineering) - новая методология перестройки деятельности (процесса) радикальным (а не эволюционным) путем. Его популярность во многом связана с развитием информационных систем и технологии. Принципиальные положения реинжиниринга: - перестройка процессов должна осуществляться с чистого листа (то есть без учёта всего предшествующего опыта), - реинжиниринг ставит под сомнение основные предположения и пути, которыми до сих пор пользовались на производстве, - реинжиниринг требует творческого подхода персонала, - радикальные изменения осуществляются с помощью или на основании информационных технологий. Отразим в табл. 1 различия между постоянными улучшениями и ре-инжинирингом. Таблица 1 Основные различия между улучшениями и реинжинирингом
Проект по реинжинирингу осуществляется обычно в несколько этапов: - анализ действующих на производстве бизнес-процессов и их моделирование, - переосмысление процессов и разработка принципов новых бизнес - процессов, - внедрение новых бизнес-процессов. Как уже отмечалось выше, разработка новых процессов требует коллективного творческого подхода, а значит, создания рабочей группы (команды), состоящей из специалистов из разных функциональных подразделений. Так рекомендуется формирование команды проводить в следующем составе: - лидер (инициирует проведение реинжиниринга, лично заинтересован в результатах проекта), - владелец процесса (менеджер, отвечающий за обновляемый процесс, его задача - обеспечить нормальные условия для функционирования команды), - ведущий специалист предприятия, отвечающий за методологию и инструментальное обеспечение реинжиниринга, осуществляет оперативное руководство командой, а также координацию работ, - эксперты по отдельным направлениям деятельности, - группы обеспечения качества процессов, - группы ведения документации. Переосмысление действующих процессов может быть осуществлено на основе следующих принципов: 1. Объединять несколько работ в одну, если при действующем бизнес - процессе больше времени тратится на согласование и утряску взаимодействий, чем на выполнение процесса. В этом случае интегрированный процесс может обеспечить значительное сокращение времени на его исполнение. 2. Разрешать исполнителям процессов самостоятельно принимают решения, чтобы резко уменьшить количество вертикальных связей. Одновременно у исполнителей вырабатывается чувство ответственности за принятие решений. 3. Выполнять работы по процессу в их естественной последовательности, то есть не накладывать на процесс дополнительные требования на его выполнение. 4. Выполнять работы по процессу там, где наиболее целесообразно, то есть требования к положению или размещению процесса должны исходить из условия, что их выполнение даст наибольший экономический выигрыш. 5. Предусмотреть, что процессы могут иметь разные варианты исполнения, то есть не один процесс на все варианты выполнения, а разные процессы - на разные варианты. Критерием и в этом случае является экономический эффект. 6. Уменьшать количество входов в процесс, то есть желательно убирать те входы, которые требуют предварительного согласования. Это позволит прейти от последовательного исполнения процессов к параллельному. 7. Снижать долю работ на проверку и контроль операций, так как процедуры контроля или проверки не являются добавленной ценностью процесса. 8. Уменьшать число согласований, то есть освободить процесс от опутывания его условиями выполнения. 9. Установить, что ответственный менеджер должен являться единственным контактным лицом по процессу, что значительно уменьшит риск неправильных решений по процессу. 10. Сочетать за счёт агрегирования информации централизованные и децентрализованные операции процесса. Желательно достигнуть следующих последствий реинжиниринга бизнес-процессов: - перейти от функциональной структуры управления подразделениями к командам по управлению процессами, - сделать работу исполнителей многоплановой, творческой, - дать возможность сотрудникам принимать самостоятельные решения, в том числе выбирать варианты достижения поставленных целей, - перейти на новый уровень системного повышения квалификации Работников, - изменить оценки эффективности работы и оплаты труда, - изменить функции менеджеров от контролирующих к координирующим (тренерским), - изменить критерии продвижения сотрудников в должности и др. Реинжиниринг является достаточно рисковым предприятием. Экспертные оценки показывают, что около 50% проектов заканчиваются неудачно. Поэтому при реализации проектов по реинжинирингу следует понимать причины побед и неудач. Очевидно, что есть ряд факторов, которые в большей мере, чем остальные, способствуют успеху инжиниринга. К ним можно отнести: - повышенное внимание к ходу реинжиниринга высшего руководства предприятия, - понимание среди сотрудников (за пределами команды) значения проводимых работ, - наделение работ по реинжинирингу собственным бюджетом, - работы по реинжинирингу должны быть сфокусированы на приоритетные направления деятельности предприятия, - роль и обязанности команды должны быть четко определены, - результаты выполняемого проекта должны быть конкретизированы, - консультирование по реинжинирингу должно выполнять поддерживающую роль, а не являться управляющим воздействием, - все участники реинжиниринга должны осознавать степень риска предприятия в случае неудачного исхода. Проведение реинжиниринга может сопровождаться негативными факто-рами, которые желательно вычленить до начала работ, чтобы их воздействие не было внезапным. К ним относятся следующие: - предприятие пытается в большей мере совершенствовать процессы, чем их радикально изменить, - предприятие не сосредотачивается на реинжиниринге, - недооценка роли и возможностей команды в решении проблем реин-жиниринга, - предприятие довольствуется малым, не расширяя объёмы реинжини- ринга, - преждевременное завершение реинжиниринга, - недостаточное выделение ресурсов для проведения реинжиниринга, - излишнее сосредоточение внимания на технологических проблемах реинжиниринга и др. Российская практика пока весьма бедна эффективным опытом реинжи- ниринга, но это не должно смущать руководство предприятий, желающих за счет этого расширить свою нишу продаж на товарном рынке. Западный опыт реинжиниринга показывает, что хотя вероятность успешных результатов не выше, чем неудачных, но один среднестатистический успешный реинжиниринг способен покрыть затраты нескольких среднестатистических неудач. Лабораторная работа № 3 на тему «Новые возможности анализа Парето» Раздаточный материал «Новые возможности анализа Парето»
Как известно из японского опыта управления качеством, быстрый рост показателей качества продукции японских фирм в первые годы внедрения рекомендаций американских специалистов по качеству Э. Деминга и Д. Джурана был вызван широким применением статистических методов контроля качества. При этом обучение персонала «семи простым методам управления качеством» было проведено на всех уровнях категорий работающих - от руководителей до рабочих. Этот путь необходимо в кратчайшие сроки пройти российским предприятиям, так как применение статистических методов для контроля и регулирования качества производственных процессов является самым экономичным мероприятием по повышению качества продукции на начальном этапе работ по внедрению TQM. Несмотря на солидный стаж использования «семи простых методов», в периодической российской литературе по качеству системно публикуются материалы по совершенствованию этих методов. Особенно часто специалисты находят новые применения анализа (или диаграммы) Парето. Рассмотрим несколько примеров применения этого анализа как рекомендацию службам качества предприятий по активному поиску возможностей использования этого метода в различных отраслях экономики. Применение анализа Парето при проведении мероприятий по повышению надёжности. Рассмотрим применение анализа Парето при изменении для одного из свойств надёжности - безотказности (или средней наработки на отказ). Пример. Допустим, что за период годовой эксплуатации (2000 рабочих часов) какого-то восстанавливаемого объекта (техническая система с восстановлением после отказа) зарегистрировано 50 отказов. Распределение отказов по видам дефектов показано в табл. 1.27
Таблица 1.27 Распределение отказов по видам дефектов
Легко подсчитать, что средняя наработка на отказ составляет 40 часов. Очевидно, что для повышения вероятности безотказной работы объекта все равно, какие из причин отказов будут ликвидированы в первую очередь, так как наработка на отказ зависит от числа отказов, а не их вида. Проведем необходимые расчёты по накопленному числу отказов в рамках анализа Парето и нарисуем диаграмму Парето (рис. 1.34). Применяя правило Парето, что 80% всех дефектов вызываются 20% всех причин, получим из диаграммы, что 80% всех дефектов составляют только три вида отказов (Б, Г, А). Поэтому, следуя классическому анализу Парето, необходимо в первую очередь искоренять причины именно этих видов дефектов.
Рисунок 1.34. Диаграмма Парето по числу отказов Но конечная цель повышения надёжности не в уменьшении числа отказов, а в сокращении экономических потерь при эксплуатации объекта. На первый взгляд из табл. 1.27 следует, что целесообразно начинать с выявления причин отказов по виду Б, так как количество отказов по этой причине наибольшее. Но, с другой стороны, экономически выгоднее, прежде всего, устранить причины отказов, приносящих самые большие затраты на эксплуатацию объекта. Поэтому расширим число данных по видам дефектов за счёт информации по потерям и затратам. Рассчитаем и занесем новую информацию в табл. 1.28. При этом в графу 1 заносим вид дефектов; в графу 2 - числа дефектов; в графу 3 - время простоя (в минутах) объекта в связи с заменой отказавшего элемента; в графу 4 - суммарное время простоя объекта за рассматриваемый период эксплуатации по этому виду дефектов; в графу 5 - потери (в руб.) в связи с простоем объекта (если одна минута простоя наносит ущерб предприятию в 100 руб.); в графу 6 - стоимость (в руб.) отказавшего элемента; в графу 7 - суммарную стоимость отказавших элементов; в графу 8 - суммарные потери (в руб.) по данному виду дефекта; в графу 9 - стоимость одного отказа (в руб.) объекта по данному виду дефекта. Из данных табл. 1.2 видно, что наибольшие потери возникают при отказах объекта по дефектам вида Б (23110 руб.), а максимальная стоимость одного отказа соответствует дефектам вида В (5250 руб.). Годовые потери предприятия за счёт недостаточно надёжной работы объекта составляют 61050 руб. При этом средняя стоимость одного отказа объекта составляет 1220 руб. Таблица 1.2 Распределение отказов с учётом информации по потерям и затратам.
Для проведения мероприятий по повышению надёжности объекта с минимальными экономическими потерями для предприятия можно выбрать два направления: - начать с ликвидации причин дефектов, приносящих в сумме наибольшие потери (дефекты вида Б), - начать с ликвидации причин дефектов, имеющих наибольшую стоимость единичного отказа (дефекты вида В). Первое направление целесообразно, если все виды дефектов вызваны одной причиной. Тогда искореняя причину одного дефекта, автоматически ликвидируются все дефекты этого вида. Второе направление целесообразно, если каждый дефект имеет свою причину возникновения отказа. Рассмотрим первое направление. Сформируем таблицу данных, в которой виды дефектов расположены не в алфавитном порядке, а по величине потерь (табл. 1.3). На основании данных табл. 1.29 построим диаграмму Парето (рис. 1.35). Из диаграммы видно, что потери по вине первых трёх видов дефектов (Б, В, Г) составляют почти 83%. Эти же виды дефектов приносят 72% всех отказов объекта.
Таблица 1.3 Зависимость накопленных потерь от вида отказов
Рисунок 1. Диаграмма Парето по величине потерь
Сравнивая диаграммы Парето на рис. 1 и рис. 2, можно отметить, что если бы мы воспользовались диаграммой на рис.1, то после ликвидации 80% всех дефектов были бы устранены причины только 56% всех потерь. Экономический выигрыш от применения диаграммы Парето, приведенной на рис. 1 очевиден. Рассмотрим второе направление - по стоимости единичного отказа. Сформируем еще одну таблицу (табл. 1.4), в которую сведём данные по стоимости отказа объекта по каждому виду по мере их убывания. Если предприятие захочет провести мероприятия по выявлению и ликвидации причин каждого вида отказа, то экономически выгоднее всего начать с ликвидации причин отказов элемента по виду отказа В, как наиболее затратного. Это подтверждают и расчёты. Допустим, что на следующий год предприятие приняло меры по повышению надёжности, и при этом наработка на отказ выросла до 41 часа (то есть, число отказов в год уменьшилось на единицу по сравнению с рассматриваемым годом). Таблица 1.4 Зависимость стоимости одного отказа от их вида по мере их убывания
Занесем в графу 3 табл.1.4 значения средней стоимости одного отказа объекта по каждому виду дефекта на следующий год (вместо 50 станет 49 отказов). Из данных этой графы видно, что чем больше стоимость одного отказа, тем выгоднее уменьшать отказы по этому виду дефектов. Рассчитаем относительный (в %) выигрыш в средней стоимости одного отказа в новом году (49 дефектов) по сравнению со средней стоимостью одного отказа в текущем году (50 дефектов) и занесем его в графу 4 табл. 1.4. Таким образом, уменьшение числа отказов по любому дефекту приведёт к одной и той же наработке на отказ, но если уменьшение числа отказов про- изойдет по любому виду из ряда Г, А, Е или Д, то средняя стоимость одного отказа повысится, а не понизится. Ликвидировать причины отказов объекта необходимо последовательно по видам дефектов В, Ж, Б, Г, А, Е, Д. Вместе с этим последовательность выявления причин отказов может быть изменена, если стоимость выявления и ликвидации причины отказов не зависит от их числа. Тогда необходимо в соответствии с табл. 1. искоренение причин отказов начинать с самого затратного (23 110 руб.) вида Б. Что касается причин отказов вида Д и Е, то может оказаться, что потери за счёт отказов окажутся меньше, чем затраты на искоренение их причин. Экономический аспект применения анализа Парето. Рассмотрим использование диаграммы Парето для оценки затрат в случае равноценных и неравноценных причин (в смысле затрат на их выявление) дефектов. Допустим, что имеется диаграмма Парето (рис. 1), на которой отражены виды дефектов n (по горизонтали) и частота (в процентах) их повторения Кn (по вертикали). Если не зависимо от вида дефекта (и соответственно от причины его возникновения) дефектное изделие уходит в неисправимый брак, то можно считать, что каждая причина, вызывающая брак, равноценна и имеет одинаковый вес рn = р = 1. Тогда
где m - число видов дефектов (или причин). С учётом этого условия легко показать, что при стоимости партии выпускаемых изделий Q и среднему уровню дефектности партии q, средняя стоимость брака Рn по n-му дефекту (причине) cоставит
Рn =Q· q· pn · Kn,
а полная стоимость потерь от брака
PS = Q·q· p· SKn .
В случае неравноценности причин (в смысле затрат на их устранение), при построении диаграммы Парето необходимо учитывать поправки к весу причин (а, значит, цене), способных изменить результаты представления.
Рисунок 2. Диаграммы Парето по частоте причине отказов Для определения приоритетов в порядке устранения причин дефектов целесообразен экономический подход, учитывающий дополнительно два фактора: цену дефекта n-го блока Сдп и цену мероприятия по устранению n-го дефекта Мn. В этом случае ущерб от брака составит
а с учётом цены мероприятия по устранению возможного появления дефекта получим полную стоимость потерь:
Из последнего выражения следуют критерии: - целесообразности устранения причины дефекта СдпКn - Мn/Qq > 0, - приоритетности устранения причины СдпКn - Мn/Qq > Cдп +1 Кn+1 - Мn+1/Qq.
Построенная по описанному принципу диаграмма Парето, сохраняя наглядность, учитывает экономические показатели и определяет приоритеты устранения причин по условиям максимума экономической эффективности.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2019-04-19; Просмотров: 300; Нарушение авторского права страницы


 ,
,

