
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ПРОЕКТИРОВАНИЕ МАШИНОСТРОИТЕЛЬНОГО
ПРОИЗВОДСТВА. Компоновки гибких производственных систем.
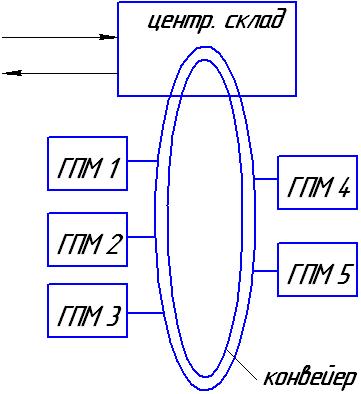
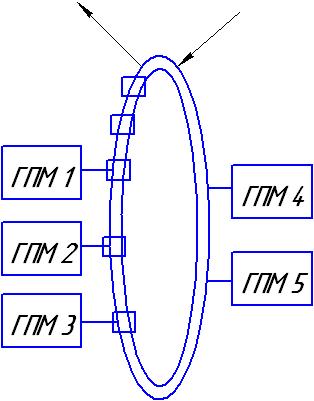
ГПС — это совокупность оборудования с ЧПУ, роботизированных технологических комплексов, гибких производственных модулей, отдельных единиц технологического оборудования с ЧПУ и системы обеспечения их функционирования в автоматическом или автоматизированном режиме, обладающая свойством автоматизированной (программируемой) переналадки при производстве деталей или изделий произвольной номенклатуры в пределах технологического назначения и установленных значений характеристик. Система обеспечения функционирования ГПС в автоматизированном режиме включает в себя: автоматизированную транспортно-складскую систему (АТСС); автоматизированную систему инструментального обеспечения (АСИО); автоматизированную систему удаления отходов (АСУО); автоматизированную систему обеспечения качества (АСОК); автоматизированную систему обеспечения надежности автоматизированную систему управления (АСУ). Главным фактором, определяющим облик компоновки автоматиз уч-ка является транспортна система. Существуют 3 схемы компоновки ГПС: 1 схема – с центральным складом, на к-м осуществляется хранение заг-к, межоперац заделов, гот деталей, инстр-та; 2 схема – с конвейером-накопителем; 3 схема – с использованием в качестве транспорта робота-штабелера склада.
1 схема 2 схема 3 схема
Методика расчета производственной программы не проектной станции. На проектной стадии производственную программу можно определить 2 способами: 1способ Расчет по данным одной технологии и приведенной программы номенклатуры всех деталей. Из группы деталей выбирают 1 деталь-представитель и на неё разрабатывают технологию и нормируют. Приведенная программа определяется через коэф-ты приведения: Niприв=Ni·Kk, где Kk-коэф-т приведения Кк=K1·K2·K3 K1-коэф-т приведения по массе;
Qi - масса i-ой детали К2-коэф-т приведения по точности
Способ Применяется при реконструкции произ-ва с испол-м коэф-та коррекции трудоемкости: По каждому наименованию деталей имеются базовые технологии и 1 новая технология. Находим коэф-т коррекции трудоемкости Далее определяем проектную трудоемкость для каждого вида работ Тj =Тjбаз ·Kкт. Таким образом рассчитываем проект трудоемкость Тj по каждой детали для каждого вида работ.
|
Последнее изменение этой страницы: 2019-04-20; Просмотров: 267; Нарушение авторского права страницы

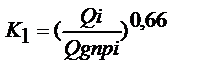 , где Qgnp - масса дет. представителя
, где Qgnp - масса дет. представителя
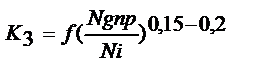 - K3-коэф-т приведения по программе; Далее приведенные программы сводятся в табл. и определяют суммарную привед. программу на массов.изд.
- K3-коэф-т приведения по программе; Далее приведенные программы сводятся в табл. и определяют суммарную привед. программу на массов.изд.