
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Технологическое оборудование и оснастка. Тип производства.Стр 1 из 19Следующая ⇒
Технологическое оборудование и оснастка. Тип производства.
Технологический процесс реализуется с помощью технологического оборудования и оснастки. Технологическим оборудованием называется орудие производства, в которых для выполнения технологической операции размещаются материалы или заготовки, а также средства воздействия на них и при необходимости источники энергии (прессы, станки, печи, гальванические ванны, конвейеры и т.д.). Технологическая оснастка представляет собой орудие для производства, добавляемых к технологическому оборудованию для выполнения необходимых технологических операций. Подготовка технологического оборудования и оснастки к выполнению определенной технологической операции называется наладкой. Она включает установку приспособления, переключение скорости или подачи, установления необходимой температуры и т.д. Подналадкой называют дополнительную регулировку технологического оборудования и оснастки в процессе работы для восстановления необходимых параметров или режимов обработки.
Под типом производства понимается классификационная категория производства, выделяемая по признакам широты номенклатуры, регулярности, стабильности, и объема выпуска изделий. Согласно ГОСТ 3.1108-74 ЕСТД тип производства характеризуется коэффициентом закрепления операции, определяемым как где О – количество выполняемых операций в месяц; Р – количество рабочих мест. Различают три типа производства: единичное, серийное и массовое. Единичное производство характеризуется широкой номенклатурой изготавливаемых изделий и малым объемом их выпуска. Кзо для единичного производства не регламентируется. Серийное производство характеризуется ограниченной номенклатурой изделий, изготавливаемых периодически повторяющимися партиями и сравнительно объемом выпуска. В зависимости от количества изделий в партии и значения Кзо различают мелкосерийное, среднесерийное и крупносерийное производство. Коэффициент закрепления операций принимается равным – для мелкосерийного производства – от 20 до 40; – для среднесерийного производства – от 10 до 20; – для крупносерийного производства – от 1 до 10. Массовое производство характеризуется узкой номенклатурой и большим объемом выпуска изделий, непрерывно изготавливаемых или ремонтируемых в течении продолжительного периода времени. Кзо для массового производства принимается 1 или меньше 1, если одна операция выполняется на двух или более рабочих местах. В единичном производству применяют универсальное оборудование и приспособления, обслуживаемые высококвалифицированными рабочими, что вызвано необходимостью выполнять разнообразные работы по изготовлению часто меняющихся деталей. Изготовляемые изделия имеют высокую технологическую себестоимость. В серийном производстве используется высокопроизводительное оборудование. Часть рабочих имеет более низкую квалификацию. Широко применяются переналаживаемые быстродействующие приспособления, что уменьшает объем ручных работ и увеличивает производительность. Себестоимость выпускаемой продукции ниже. В массовом производстве применяют высокопроизводительное оборудование, специальные приспособления, режущие и мерительные инструменты. Технологическая себестоимость самая низкая.
Содержание работ по проектированию технологических процессов Проектирование технологических процессов изготовления деталей начинают с изучения рабочих чертежей, технических условий, программы выпуска изделий, руководящих технических материалов. Затем намечают и проводят комплекс работ, который включает в себя: 1. Выбор вида технологического процесса, и по возможности, подбор унифицированного технологического процесса; 2. Выбор вида исходной заготовки или состояния исходного материала для обработки или переработки изделия; 3. Определение предварительного содержания технологических операций, схем установки заготовок, разработка маршрутной технологии; 4. Назначение (выбор или заказ) технологического оснащения. Уточнение содержания технологических операций. 5. Назначение и расчет режимов обработки, нормирование технологических операций и переходов, определение профессий и квалификаций исполнителей; 6. Расчет и проектирование производственных участков, составление планировок размещения технологического оборудования и разработка операций перемещения изделий и отходов; 7. выбор и назначение внутрицеховых подъемно-транспортных средств; 8. Оформление рабочей технологической документации на разработанный технологический процесс. Разработанный технологический процесс оформляется на специальных документах, обуславливающих его правильное планирование и выполнение. Весь состав технологических документов (ТД) и правила их заполнения определяются ЕСТД, в соответствии с которой основными ТД являются карты технологического процесса (маршрутные, комплектовочные, операционные и др.) и технологические инструкции. Проектирование технологических процессов ведется с соблюдением технологических и экономических принципов. Технологический принцип – это надежное обеспечение требований чертежа за счет рационального построения технологического процесса (маршрута, оборудования, инструментов, режимов и норм времени). Экономический принцип – обеспечение себестоимости продукции, не большей, чем при любом другом варианте изготовления детали.
Рис. 2.4. Схема прессования полого профиля. Рис. 2.10. Накатывание резьбы плоскими плашками
Рис. 2.11. Накатывание резьбы роликами
Диаметр заготовки для накатывания резьбы определяется по формуле :
где Накатывание цилиндрических и конических микромодульных колес в 15 – 20 раз производительнее зубонарезания. Рис. 2.12. Накатывание цилиндрических и конических микромодульных колес. Процесс можно осуществлять на токарных станках накатниками 1 и 3, которые закреплены на суппорте и перемещаются с подачей Sпр. Каждый накатник имеет заборную часть для постепенного образования накатываемых зубьев на заготовке 2. Общая характеристика процессов холодной листовой штамповки материалов: классификация процессов по характеру и виду деформации материала, преимущества и ограничения в применении этого вида изготовления деталей РЭС. Листовая штамповка – это процесс получения изделий или заготовок из листового материала путем деформирования его на прессах с помощью штампов. Листовой штамповкой можно получать изделия не только из металла, но и из кожи, картона, пластмасс. Холодная листовая штамповка является одним из наиболее прогрессивных и экономичных методов изготовления деталей. Детали, полученные листовой штамповкой, отличаются точностью размеров, взаимозаменяемостью, и в большинстве случаем не требует дальнейшей механической обработки, имеют высокую прочность и жесткость при малом весе и малом расходе материала. Штамповка позволяет из листового материала изготавливать самые разнообразные детали РЭС – корпуса, фланцы, крышки, стенки, шасси, рамы, платы, шестерни и др. плоские и изогнутые детали. Холодная штамповка объединяет большое количество операций, которые по характеру деформации металла разделяются на две большие группы: 1. Операции с разделением (резкой) материала; 2. Операции с пластической деформацией материала. Более детально все операции холодной листовой штамповки по виду деформации разделяются на следующие основные виды: – резка – отделение одной части материала или заготовки от другой по замкнутому или незамкнутому контуру; – гибка – превращение плоской заготовки в изогнутую деталь; – вытяжка – превращение плоской заготовки в полую деталь любой формы; – формовка – изменение формы детали или заготовки путем местных деформаций различного характера. К преимуществам листовой штамповки относятся: возможность получения деталей минимальной массы при заданной их прочности и жёсткости; достаточно высокие точность размеров и качество поверхности, позволяющие до минимума сократить отделочные операции обработки резанием; сравнительная простота механизации и автоматизации процессов штамповки, обеспечивающая высокую производительность (30—40 тыс. деталей в смену с одной машины); хорошая приспособляемость к масштабам производства, при которой листовая штамповка может быть экономически целесообразной и в массовом, и в мелкосерийном производстве. Резка
– отрезка;– вырубка;– пробивка;– обрезка;– надрезка;– зачистка; Отрезка заготовок от листового материала производится, в основном, на специальных станках-ножницах различных типов – гильотинных, параллельных, дисковых. Отрезка применяется в большинстве случаев для получения полос материала, необходимых в качестве заготовок для проведения различных операций холодной штамповки. Вырубка – это операция полного отделения материала по замкнутому контуру, когда отделенная часть является изделием или готовой заготовкой. Эту операцию осуществляют в штампе, пуансон которого вдавливает отделяемую часть в отверстие матрицы. Отверстие матрицы и форма пуансона соответствует профилю готовой заготовки. Для нормального выполнения вырубки кромки пуансона и матрицы должны быть острыми, а зазор на одну сторону между пуансоном и матрицей должен быть в пределах 5–10% толщины материала. При правильном зазоре трещины в материале, идущие от пуансона и матрицы встречаются, и заготовка имеет гладкую кромку. Неправильный зазор является причиной образования ступенек на кромке заготовок. При затоплении кромок пуансона на заготовке образуется заусенец.
Из-за особенностей процесса штамповки при применении вырубки и пробивки следует учитывать некоторые ограничивающие условия. 1. Минимальный диаметр пробиваемого отверстия берется обычно не менее толщины материала: d ≥ S. 2. Расстояние между двумя отверстиями и радиусы закругления: а≥ S ; r ≥ S . 3. Расстояние между краем отверстия и краем детали (заготовки): b ≥ S . В ряде случаев, при применении сильного прижима, некоторые соотношения могут быть изменены, например диаметр пробиваемого отверстия может быть уменьшен: d ≥0,3 S . Однако в целом при не соблюдении указанных соотношений уменьшается точность изготовления и увеличивается процент брака. Усилие вырубки и пробивки ориентировочно определяется как произведение длины контура вырубки и пробивки (т.е. периметра) на толщину материала и на сопротивление материала срезу: где К – коэффициент, учитывающий влияние конструктивно-технологических факторов; L – длина линии реза; S – толщина металла; σср – сопротивление металла срезу (м.б. σв – предел прочности материала). Одновременная пробивка нескольких отверстий или одновременная вырубка нескольких деталей требует соответствующего увеличения усилия при штамповке.
Надрезка – операция отделения материала по незамкнутому контуру без удаления отделенной части.
Обрезка – операция полного отделения излишков материала по контуру заготовки, полученной путем вытяжки или объемной штамповки. Зачистка – операция отделения срезанием небольшого (0,2–0,3 мм) припуска от детали. Зачистная штамповка применяется для чистовой обрезки по контуру предварительно вырубленных или пробитых деталей с целью удаления шероховатой поверхности среза. Гибка
Гибка листового металла осуществляется в результате упруго-пластической деформации. При гибке происходит растяжение наружных и сжатие внутренних слоев материала изгибаемой детали. После гибки растянутые и сжатые слои стремятся возвратиться в исходное положение под действием упругих сил. В следствие этого форма детали после гибки не будет соответствовать форме штампа на некоторый угол за счет упругости, что необходимо учитывать при изготовлении инструмента. При свободной «V» образной гибке усилие определяют по формуле: Минимально допустимые радиусы гибки должны соответствовать пластичности металла и не допускать образования трещин. Выбираются по таблицам. Вытяжка
Вытяжка производится за счет пластической деформации, сопровождаемой смещением значительного объема металла. При изготовлении сравнительно неглубоких деталей с отношением высоты к диаметры h / d ≤ 0,5 вытяжка может быть произведена за одну операцию. При отношении h / d = 3 – 10 требуется уже несколько последовательных операций вытяжки. Вытяжка – относительно сложный технологический процесс, требующий тщательной конструктивной отработки штампов, подбора материала обязательных промежуточных отжигов, эффективной смазки и т.д. При изготовлении деталей вытяжкой ограничивающие условия более существенны, чем при других операциях штамповки. Детали должны иметь радиусы закругления: в месте сопряжения дна со стенками r ≥ 2S; в местах сопряжения стенок между собой, стенок с фланцами – r ≥ 3–4S. Формовка Формовка объединяет несколько операций изменения формы листовой заготовки путем местных деформаций различного характера. Сюда относятся:
– отбортовка отверстий и наружного контура; – обжатие и др. Рельефная формовка представляет собой изменение формы заготовки, заключается в образовании мелких углублений и выпуклостей за счет растяжения материала. Наиболее часто рельефная формовка применяется для штамповки ребер жесткости и выдавок. При проектировании выдавок и ребер жесткости следует иметь ввиду, что глубина выдавливания не должна быть слишком большой из-за возможности образования складок и трещин. Отбортовка наружного контура применяется при изготовлении детали типа крышек и др. Применение отбортовки также увеличивает жесткость детали.
За одну операцию можно получить высоту бота h, определяемую соотношением h = (0,1–0,4)D.
Резка листовых заготовок как вид обработки материалов давлением: разновидности разъединительных операций, их характеристики, технологические ограничения на расположение и характерные размеры деталей, расчет режимов формообразующих операций. Резка – отделение одной части материала или заготовки от другой по замкнутому или незамкнутому контуру; Резка объединяет большую группу различных операций, в которую входят: – отрезка;– вырубка;– пробивка;– обрезка;– надрезка;– зачистка;– и некоторые другие операции. Отрезка заготовок от листового материала производится, в основном, на специальных станках-ножницах различных типов – гильотинных, параллельных, дисковых. Отрезка применяется в большинстве случаев для получения полос материала, необходимых в качестве заготовок для проведения различных операций холодной штамповки.
Рис. 2.18. Пробивка 1. Минимальный диаметр пробиваемого отверстия берется обычно не менее толщины материала: d ≥ S. 2. Расстояние между двумя отверстиями и радиусы закругления: а≥ S ; r ≥ S . 3.Расстояние между краем отверстия и краем детали (заготовки):
Рис. 2.19. Пример пробивки В ряде случаев, при применении сильного прижима, некоторые соотношения могут быть изменены, например диаметр пробиваемого отверстия может быть уменьшен: d ≥0,3 S . Однако в целом при не соблюдении указанных соотношений уменьшается точность изготовления и увеличивается процент брака. Усилие вырубки и пробивки ориентировочно определяется как произведение длины контура вырубки и пробивки (т.е. периметра) на толщину материала и на сопротивление материала срезу:
где К – коэффициент, учитывающий влияние конструктивно-технологических факторов; L – длина линии реза; S – толщина металла; σср – сопротивление металла срезу (м.б. σв – предел прочности материала). Одновременная пробивка нескольких отверстий или одновременная вырубка нескольких деталей требует соответствующего увеличения усилия при штамповке. Прорезка – операция отделения по краю контура с удалением отделенной части.
Рис. 2.20. Прорезка Обрезка – операция полного отделения излишков материала по контуру заготовки, полученной путем вытяжки или объемной штамповки.
Надрезка – операция отделения материала по незамкнутому контуру без удаления отделенной части. Рис. 2.21. Надрезка Гибка
Рис. 2.22. Гибка Гибка листового металла осуществляется в результате упруго-пластической деформации. При гибке происходит растяжение наружных и сжатие внутренних слоев материала изгибаемой детали. После гибки растянутые и сжатые слои стремятся возвратиться в исходное положение под действием упругих сил. В следствие этого форма детали после гибки не будет соответствовать форме штампа на некоторый угол за счет упругости, что необходимо учитывать при изготовлении инструмента. При свободной «V» образной гибке усилие определяют по формуле:
где В – ширина заготовки; S – толщина листового материала; σв – предел прочности материала; R – радиус закругления угла. Минимально допустимые радиусы гибки должны соответствовать пластичности металла и не допускать образования трещин. Выбираются по таблицам.
Вытяжка
Рис. 2.23. Вытяжка Вытяжка производится за счет пластической деформации, сопровождаемой смещением значительного объема металла. При изготовлении сравнительно неглубоких деталей с отношением высоты к диаметры h / d ≤ 0,5 вытяжка может быть произведена за одну операцию. При отношении h / d = 3 – 10 требуется уже несколько последовательных операций вытяжки. Вытяжка – относительно сложный технологический процесс, требующий тщательной конструктивной отработки штампов, подбора материала обязательных промежуточных отжигов, эффективной смазки и т.д. При изготовлении деталей вытяжкой ограничивающие условия более существенны, чем при других операциях штамповки. Детали должны иметь радиусы закругления: в месте сопряжения дна со стенками r ≥ 2S; в местах сопряжения стенок между собой, стенок с фланцами – r ≥ 3–4S. Формовка Формовка объединяет несколько операций изменения формы листовой заготовки путем местных деформаций различного характера. Сюда относятся: – рельефная формовка; – отбортовка отверстий и наружного контура; – обжатие и др. Рельефная формовка представляет собой изменение формы заготовки, заключается в образовании мелких углублений и выпуклостей за счет растяжения материала. Наиболее часто рельефная формовка применяется для штамповки ребер жесткости и выдавок.
При проектировании выдавок и ребер жесткости следует иметь ввиду, что глубина выдавливания не должна быть слишком большой из-за возможности образования складок и трещин. Отбортовка наружного контура применяется при изготовлении детали типа крышек и др. Применение отбортовки также увеличивает жесткость детали. Отбортовка отверстий – образование борта по краю отверстия. В основном выполняется для нарезания резьбы в штампованных деталях. Отбортовка под резьбу возможна лишь для мелких резьб (до М5). Шаг резьбы при этом должен быть меньше половины толщины материала.
Рис. 2.25. Отбортовка За одну операцию можно получить высоту бота h, определяемую соотношением h = (0,1–0,4)D. Обжатие – операция образования в полых заготовках местных суженных участков без преднамеренного изменения толщины стенок.
Рис. 2.26. Обжатие Рис. 2.27. Способы штамповки пластмасс: а – заготовка между матрицей (1) и пуансоном (2); б – Штампование в матрицу (2) материала эластичным пуансоном; в – Формирование материала толкателем. 1– матрица; 2 – пуансон; 3 – листовая заготовка; 4 – зажимная рама; 5 – воздушный канал; 6 – поддон; 7– толкатель; I – первый способ применяется для более сложных деталей; II – второй способ применяется при штамповке простых деталей на малую длину. Пуансон эластичный, обычно из губчатой резины. III – третий способ для получения деталей виде усеченного конуса, пирамиды и т.д.
15.Гибка, вытяжка и формовка листовых заготовок как вид обработки ….. 1) Вытяжка – это процесс образования полой заготовки или детали из плоской или полой листовой заготовки.
Вытяжка – относительно сложный технологический процесс, требующий тщательной конструктивной отработки штампов, подбора материала обязательных промежуточных отжигов, эффективной смазки и т.д. При изготовлении деталей вытяжкой ограничивающие условия более существенны, чем при других операциях штамповки. Детали должны иметь радиусы закругления: в месте сопряжения дна со стенками r ≥ 2S; в местах сопряжения стенок между собой, стенок с фланцами – r ≥ 3–4S. 2) Формовка объединяет несколько операций изменения формы листовой заготовки путем местных деформаций различного характера. Сюда относятся: – рельефная формовка;– отбортовка отверстий и наружного контура;– обжатие и др.
16.Листовая штамповка пластмасс: особенности проведения разъединительных операций, способы формообразования деталей. Листовая штамповка – это процесс получения изделий или заготовок из листового материала путем деформирования его на прессах с помощью штампов. Наиболее широкое распространение получили операции вырубки и пробивки при изготовлении деталей из листовых и рулонных полимерных материалов. Для штамповки термопластов используют эксцентриковые прессы усилием 10 – 50 кН, для реактопластов – прессы усилием 50 – 1000 кН. Вырубка деталей простой конфигурации осуществляется на кривошипных и эксцентриковых прессах, вырубка деталей повышенной точности и сложной конфигурации в многослойном пакете – на гидравлических прессах. Это связано с тем, что при плавном и равномерном приложении усилия качество вырубки детали выше, чем при вырубке ударным приложением усилия. В качестве основной технологии при изготовлении деталей из полимерных материалов используется последовательная штамповка в открытых штампах с прижимом заготовки и ее предварительным подогревом. Эти технические приемы позволяют устранить такие дефекты как появление трещин, ареолы вокруг пробитых отверстий, сколы на поверхности среза. Выбор способа нагрева определяется производственными условиями. Режимы нагрева выбираются в зависимости от марки заготовки, сложности контура детали, толщины материала, температур матрицы, съемника и т.д. Наименьшие возможные размеры отверстий в деталях и слоистых пластмасс, образованные штамповкой с подогревом, принимаются в зависимости от толщины материала и формы отверстий: – для круглых отверстий d ≥ 0,5 S; – для квадратных – d ≥ 0,45 S; – для прямоугольных d ≥ 0,35 S; где S – толщина материала. Для исключения возможного образования трещин разработаны пуансоны специальной конструкции, имеющие предразрушающий выступ, диаметр которого меньше диаметра пуансона. По виду операциии бывают: разделительные(вырубка, пробивка) и формообразующие . Вырубка – это операция полного отделения материала по замкнутому контуру, когда отделенная часть является изделием или готовой заготовкой. Эту операцию осуществляют в штампе, пуансон которого вдавливает отделяемую часть в отверстие матрицы.
1. Минимальный диаметр пробиваемого отверстия берется обычно не менее толщины материала: d ≥ S. 2. Расстояние между двумя отверстиями и радиусы закругления: а≥ S ; r ≥ S . 3. Расстояние между краем отверстия и краем детали (заготовки): b ≥ S . Вытяжка – это процесс образования полой заготовки или детали из плоской или полой листовой заготовки. Формообразование пластмассовых листовых заготовок производится также с подогревом материала. Различают три способа штамповки:
Рис. Способы штамповки пластмасс: а – заготовка между матрицей (1) и пуансоном (2); б – Штампование в матрицу (2) материала эластичным пуансоном; в – Формирование материала толкателем. 1– матрица; 2 – пуансон; 3 – листовая заготовка; 4 – зажимная рама; 5 – воздушный канал; 6 – поддон; 7– толкатель; I – первый способ применяется для более сложных деталей; II – второй способ применяется при штамповке простых деталей на малую длину. Пуансон эластичный, обычно из губчатой резины. III – третий способ для получения деталей виде усеченного конуса, пирамиды и т.д.
Рис. 3.1. Способы обработки металлов резанием При точении (а) заготовке сообщается главное движение резания, а инструменты – движение подачи. При сверлении оба движения, как правило, сообщаются сверлу. При фрезеровании главное движение резания осуществляет фреза, а движение подачи заготовка и т.д. В общем случае процесс резания характеризуется глубиной, скоростью и площадью резания, подачей и основным технологическим временем. Глубиной резания t называют расстояние между обрабатываемой и обработанной поверхностями, измеренное по нормали к обработанной поверхности. При точении это толщина слоя металла, срезаемого за один проход резца.
где D – диаметр обрабатываемой заготовки; n – частота вращения заготовки. Площадь резания – произведение глубины резания на подачу. Время, затраченное непосредственно на процесс отделения стружки, называют основным технологическим:
где L – путь проходимый резцом в направлении подачи; i – число проходов резца на данной операции; h – припуск на обработку; S0 – подача на оборот; n – частота вращения заготовки. По основному технологическому времени рассчитывают норму выработки на данном виде оборудования. Сущность процесса заключается в механическом разрушении наружного слоя материала на обрабатываемой поверхности заготовки под воздействием внешней силы – силы резания. Рис. 3.2. Обработка резанием Под действием силы резания резец, выполненный в виде клина, вдавливается передней плоскостью в верхний слой металла заготовки, подвергая его упругой и пластической деформации. Резец преодолевает внутренние силы связи материала и отрывает от его мысы частицы путем сдвига по плоскости SS. Процесс сдвига совершается непрерывно, поэтому с обрабатываемой поверхности удаляется слой металла t в виде стружки. В процессе резания слой металла на обрабатываемой поверхности упрочняется вследствие упруго-пластической деформации. Процесс упрочнения связан с изменением макро- и микроструктуры металла, повышением его твердости и возникновением внутренних напряжений. Этот верхний слой металла получил название дефектного. При различных способах обработки резанием толщина дефектного слоя меняется (от десятых долей микрометра до долей миллиметра). Технико-экономические показатели процесса резания резцом зависят при прочих равных условиях как от физико-механических свойств материала резца, так и от формы его режущей части. Как правило твердость и механическая прочность режущего инструмента значительно больше, чем у обрабатываемого материала. Он должен быть также теплостойким. Этим требованиям удовлетворяют углеродистые инструментальные стали, легированные и быстрорежущие стали и сплавы, металлокерамические твердые сплавы. Рациональная форма режущей части резца определяются в основном его углами α и γ. Угол γ – определят условия отвода стружки и уменьшения потерь не трение стружки о плоскость резца (может быть как (+) так и (–)) (-10;+30)°. Угол α – определяет потери на трение между задней плоскостью резца и обрабатываемой поверхностью. Угол β – называется углом заострения. Изменяя геометрические параметры лезвия, можно управлять процессом резания, т.е. внедрением режущей части инструмента в обрабатываемый материал, при котором образуется упруго- и пластически деформированный его объем – зона опережающей деформации или зона стружкообразования.
Рис. 3.3. Виды токарных резцов В соответствии с операциями точения различают следующие основные типы токарных резцов: проходные, подрезные, расточные, резьбовые и фасонные.
Подрезные резцы служат для подрезания торцевых поверхностей заготовок и уступов с использованием поперечной подачи. Отрезные резцы используются для отрезания заготовок и проточки кольцевых канавок. Расточные резцы – для увеличения внутреннего диаметра отверстий (растачивания). Резьбовые резцы служат для нарезания наружной и внутренней резьбы. Фасонные резцы предназначены для выполнения проточек специальной (отличной от прямоугольной) формы. Кроме указанных выше основных токарных работ на токарных станках также выполняются операции сверления, зенкерования и развертывания отверстий с применением соответствующего инструмента. Операции точения выполняются на станах токарной группы. Наиболее распространенными являются: – токарно-винторезные станки;– токарно-карусельные станки;– токарно-револьверные станки;– токарные автоматы
Рис. 3.4. Схема токарно-винторезного станка Токарно-винторезный станок состоит из станины (2), закрепленной на тумбах (1) и (12), коробки подач (3), коробки сменных зубчатых колес (4), панели переключения скоростей (5), передней бабки (6), продольного суппорта (7), поворотного резцедержателя (8), верхнего суппорта (9), фартука (10), задней бабки (11).
Рис. 3.5. Схема токарно-карусельного станка Заготовка вращается вокруг вертикальной оси. Токарно-револьверные станки предназначены для обработки заготовок сложной формы, где требуется применение большого числа инструментов.
Рис. 3.6. Схема токарно-револьверного станка
На станке установлена револьверная головка, в которой устанавливаются резцы, сверла, зенкеры, метчики.
Рис. 4.10. Обкатывание и раскатывание поверхности 4.11. Калибровка отверстий Рис. 4.12. Вибронакатывание
Прессование Технологически процесс прессования заключается в том, что под влиянием нагрева и давления пресс-материал заполняет рабочее пространство пресс-формы и полимеризуется в твердое состояние. Прессование подразделяется на горячее, холодное и литьевое.
Рис. 5.1. Прессование пластмасс Пресс-материал в виде таблеток или порошка загружается непосредственно в формообразующую полость горячей пресс-формы, после чего подвергается давлению пресса. Нагретый пресс-материал размягчается, заполняет гнезда пресс-формы и остается в ней определенное время до полного затвердевания. После этого пресс-форму открывают и извлекают отформованную деталь. Скорость отвердевания термореактивного материала зависит от его марки и температуры прессования. Для большинства термореактивных пластмасс температура прессования изменяется от 130 до 180º С. Время выдержки для отвердевания для разных пластмасс устанавливается в пределах 0,5–2,5 мин на 1 мм наибольшей толщины изделия. Удельные давление для различных пластмасс изменяются в пределах от 10 до 40 МН/м2 (МПа). Холодное прессование состоит в том, что пресс-порошок загружают в холодную пресс-форму, подвергают сжатию при высоких удельных давлениях 60–120МН/м2 и выдерживают под таким давлением в течении 5–15 с. Затем заготовки извлекаются из пресс-формы и запекаются в термостате при температуре 150–170º С для полимеризации связующего вещества. При холодном прессовании значительно увеличивается производительность труда, но качество изделий хуже, поверхность – матовая. Этот метод не применим для изделий сложной формы.
Рис. 5.1. Литьевое прессование Пластмассу (1) помещают в загрузочную камеру (2). Там она нагревается от стенок загрузочной камеры, переходит в вязко-текучее состояние и под воздействием усилия пуансона (3) через литниковую систему (4) поступает в оформляющую разъемную полость матрицы (5). Сечение литниковых каналов мало и материал поступает в плоскость и с большой скоростью в полужидком состоянии. Температура нагрева материала находится в пределах от 140º С до 170º С. Давление в загрузочной камере – 50–200 МН/м2 (МПа). Особенностями литьевого прессования является возможность получения в деталях глубоких отверстий малого диаметра, высокая точность деталей и возможность заформовывать в изделия тонкую арматуру.
Литье под давлением Применяется для изготовления сложных деталей из термопластических масс с большим количеством арматуры и сложной конфигурации. Оно производится на специальных машинах, которые называются инжекционными. Рис. 5.3. Литье пластмасс под давлением В бункер (1) загружают гранулированную пластмассу, откуда через дозирующее устройство (2) гранулы в требуемом объеме для одного впрыска поступают в цилиндр (4) с нагревательным устройством (5). Температура пластмассы в цилиндре повышается от начальной на входе до заданной технологическим режимом (185–280º С) на выходе. Пуансон (3) впрыскивает расплавленную пресс-массу в охлаждаемую водой пресс-форму (6) t=30–40ºC при давлении 20 МПа. Из-за того, что температура пресс-формы ниже температуры впрыснутой в нее пресс-массы отливка быстро охлаждается, и затвердевает, уменьшаясь в объеме. В полости пресс-формы образуется незанятый объем, поэтому для заполнения всего объема, а также для сохранения впрыснутой пластмассы плунжером (3) поддерживается давление с учетом времени, определяющим отвердение отливки в пресс-форме. После такой выдержки плунжер (3) отходит вправо и из загрузочного бункера (1) в цилиндр (4) поступает новая порция пресс-материала. Цикл повторяется. После требуемой выдержки для охлаждения отлитой детали половинки формы раскрываются и деталь удаляется. Весь цикл обработки производится автоматически. Поэтому данный способ изготовления пластмассовых изделий является одним из самых производительных. Удельное давление при литье термопластов в зависимости от марки материала применяется в пределах от 50 до 300 МН/м2. Изделие извлекается из формы после охлаждения до 40–60º С. Выдержка изделия в форме не превышает 40–50 с. Пневматическое формование Этим способом изготавливают детали из листовых термопластических материалов. Сущность процесса состоит в том, что разогретый лист материала приобретает форму матрицы под действием избыточного давления или под влиянием вакуума. Вакуумный способ применяется для глубокой вытяжки защитных колпачков, кожухов и др. деталей.
Литьевая заготовка (4) закрепляется на отбортовке верхнего фланца (2) прижимным кольцом (6). При включении вакуумного насоса через штуцер (7) в цилиндре (2) создается разряжение и листовая заготовка, нагреваемая горячим воздухом из рассеивателей (5) под действием атмосферного давления вытягивается. Процесс вытягивания продолжается до момента соприкосновения стенки изготавливаемого изделия с электрическим контактным выключателем (8). При срабатывании выключателя отключается вакуумный насос и давление в цилиндре повышается до атмосферного. Помещая в цилиндр формы различного профиля, можно изготавливать изделия со сложной кривизной поверхности.
23. Технология изготовления деталей из керамики: химический анализ и подготовка керамического сырья, тонкий помол и смешивание компонентов, формование заготовок, механическая обработка необожженных заготовок, сушка, обжиг, глазурование. ЭТО - основные этапы изготовления деталей из керамики! После обжига в ряде случаев приходится применять механическую обработку. При изготовлении ряда керамических деталей некоторые из этих этапов могут отсутствовать или находиться в другой последовательности. Химический анализ и подготовка керамического сырья От качества компонентов зависят свойства керамики и их воспроизводимость. Поэтому необходимо тщательно контролировать и регулировать физико-химические свойства используемых материалов. Однородные по составу сырьевые материалы получить трудно. Поэтому в процессе контроля устанавливается содержание различных примесей, которые не должны превышать установленного предела. После этого следует очистка сырья от различных загрязнение, железистых включений и других примесей. Органические примеси удаляются с помощью предварительного обжига. В качестве основных сырьевых материалов для изготовления дешевых керамических изделий электронной техники, к электрофизическим параметрам которых предъявляются не высокие требования, используются традиционные материалы (глина, каолин и др.). К ним применяют упрощенные способы очистки для удаления загрязнений, попадающих в массу при технологической переработке (промывка раствором соляной кислоты, электромагнитная сепарация, водная промывка, гидравлическая сепарация тяжелыми жидкостями, флотационное обогащение). Основные исходные компоненты, предназначенные для изготовления ответственных изделий ЭТ, представляют собой химические реактивы высокой чистоты (окись циркония, кварцу, окись титана, различные карбиды металлов IV и VI групп и т.д.). Основное требование к ним – стабильность химического состава и стабильность физико-химического состояния. В большинстве случаев поставляемые материалы не соответствуют требованиям керамического производства. Поэтому в технологии керамического производства в этих случаях включают процессы предварительной термообработки исходных материалов (прокаливание до определенных температур, иногда плавление) и эффективны методы точного измельчения. Затем сырье подвергают грубому дроблению вначале на валковых дробилках, а затем на бегунах с подвижным поддоном. При этом производится обработка каждого отдельного компонента (каолин, кварц, тальк, окись циркония, глина, мрамор и т.д.).
Далее следует просеивание материала через сито и очистка фракций от металлических частиц.
Тонкий помол и смешивание компонентов Измельчение и одновременное смешивание материалов, в заданных пропорциях производится на вибрационных мельницах. Длительность цикла составляет 30–90 мин. Помол производится с добавкой воды. В бак загружаются материалы и фарфоровые шары диаметром от 20 до 70 мм. При вибрации шары перемещаются, перетирая массу, которая при этом перемешивается. Величина частиц материала после такого помола не превышает 1 мкм. После помола образовавшаяся жидкая масса – называемая шликер – пропускается через магнитный сепаратор для удаления железистых включений и через сито (900–1600 отв/см2) для удаления прочих механических примесей. Очищенный шликер подвергается уплотнению с целью удаления излишков воды и пузырьков воздуха. Влажность массы шликера доводиться до 22–25%. Формование заготовок Осуществляется одним из следующих способов: сухим прессованием, пластичным прессованием (штамповкой), выдавливанием через мундштук, горячим литьем под давлением. Сухое прессование применяется для изготовления изделий, относительно большой толщины с незначительными выступами и впадинами (заготовки керамических конденсаторов). Заготовки из влажного шликера высушивают в сушильных шкафах или токами высокой частоты до влажности 4–5%. Затем производится их размельчение и просеивание через сито (64–81 отв/см2). В полученный порошок вводится пластификатор – парафин или водный раствор поливинилового спирта. Массу формуют в металлических пресс-формах на гидравлических или пневматических прессах. Пластическое прессование (штамповка) применяется для изготовления установочных деталей малых размеров, сложной конфигурации и небольшой толщины. Подготовка массы производится так же, как и при сухом прессовании. Связка − древесная смола или керосин. Влажность порошка такая, при которой давление при штамповке может вызвать некоторую его текучесть. Используются высокопроизводительные эксцентриковые прессы. Детали после обжига получают большую усадку и пористость. Выдавливание через мундштук применяется для получения керамических деталей формы трубок, стержней, колодок. Керамическая масса в этом случае должна содержать от 20 до 25% влаги. Для повышения пластичности в неё добавляют декстрин и тунговое масло. Это многократно пропускается через мешалку для получения однородной массы. Затем масса загружается в мундштучный пресс.
В пустотелый цилиндр загружается керамическая масса. Поршень выжимает массу через мундштук. Получается сплошной стержень. Если установлена рамка с сердечником, то получиться трубка. Горячее литье под давлением позволяет изготавливать детали повышенной точности и сложной формы (например, каркасы катушек). По этому способу суспензия керамического материала со связкой (воск+парафин+олеиновая кислота) разогреваются и под давлением подается в металлическую форму; после охлаждения извлекается готовая заготовка. Механическая обработка необожженных заготовок Керамические изделия после формовки могут не соответствовать чертежам детали по форме и размерам. Для придания соответствующей формы заготовкам используется механическая доработка. Она выполняется на токарных, фрезерных, сверлильных и других станках. Применяется режущий инструмент с наконечниками из сверхтвердых сплавов, так как необожженная керамическая масса обладает абразивными свойствами. Сушка Сушка заготовок из керамической массы производиться для удаления влаги и понижения содержания пластификатора и связки. Применяют следующие виду сушки: естественная воздушная сушка, горячая сушка в сушильных шкафах, сушка токами высокой и промышленной частоты. При воздушной сушке заготовки выдерживаются в сушильных шкафах при t=18–22º С в течении 10–25 суток. При горячей сушке в сушильном шкафу или камере заготовка постепенно нагревается до 70º С и выдерживается там необходимое время (10–15 часов). Сушка токами промышленной частоты состоит в пропускании электрического тока по заготовке. В результате выделяющегося тепла производится нагрев и обезвоживание материала. Сушка токами высокой частоты применяется для заготовок любой формы. Суть процесса состоит в следующем: заготовки размещаются между обкладками контурного конденсатора генератора высокой частоты (5–10 МГц) и нагревают электрическим полем тем сильнее, чем выше влажность его участков. После сушки заготовки пропитывают горячим парафином (90–110º С) и подвергают дополнительной механической обработке. Обжиг Один из самых ответственных этапов изготовления керамических изделий, который определяет в основном качество деталей. Обжиг производится в два этапа: предварительный и окончательный. Предварительный обжиг производится при t=800–1000º C в электрических печах непрерывного действия. В процессе предварительного обжига из керамической массы удаляется связка и изделия приобретают необходимую механическую прочность. Затем осуществляется окончательный обжиг при t=1250–1450º C. Окончательный обжиг обеспечивает спекание керамической массы – часть компонентов расплавляется, пропитывая всю массу изделия, при этом в ее среде происходят реакции растворения и образования новых соединений. В процессе охлаждения обожженных деталей масса затвердевает. Режим охлаждения должен быть равномерным для устранения возможного растрескивания изделия. Для каждой керамической массы температурные режимы и выдержка подбираются экспериментально. Правильно обожженные изделия имеют ровный бледно-желтый оттенок. Недожженные изделия имеют белый цвет. Если к изделию предъявляются повышенные требования в отношении точности, то оно подвергается после обжига окончательной механической обработке – шлифованию, сверлению, резанию. Точность обработки составляет ±0,01 мм. Глазурование Глазурование или покрытие керамических деталей глазурями позволяет защитить их поверхность от загрязнения, повысить электрическое поверхностное сопротивление и придать деталям красивый внешний вид. Глазури изготавливаются из материалов, близких по составу к керамическим массам, с добавкой стеклообразующих веществ. Глазури бывают тугоплавкие и легкоплавкие. Тугоплавкие глазури имеют температуру плавления в интервале 1200–1450º С. Они наносятся на керамические изделия непосредственно после формирования изделия и сушки, если в керамической массе отсутствует связка или после предварительного или окончательного обжига, когда удалены все виды органических связок. Легкоплавкие глазури имеют температуру плавления в интервале от 600 до 1000º С и наносятся только после обжига изделия. Глазури наносятся на изделия погружением или пульверизацией с использованием механической смеси тонкодисперсного порошка и воды. ТКЛР глазури подбирается близким по величине к коэффициенту линейного расширения керамики, благодаря чему предотвращается появление трещин на глазурованной поверхности.
Рис. 7.2. Литниковые модели
Литье под давлением Применяют для получения заготовок массой ≤16 кг из легкоплавких цветных сплавов. Самый производительный способ литья (60–150 отливок в час в одногнездной форме, >2500 в многогнездной). Используется для массового и серийного производства из-за высокой стоимости СТО и оборудования. В поршневых машинах (с горизонтальной или вертикальной камерой сжатия) расплавленный металл (кроме алюминиевых сплавов) под высоким (до 500 МПа) давлением и с большой скоростью (до 80м/с) подается в рабочую полость стальной формы через подводящий канал поршнем. Алюминиевые сплавы отливаются в компрессорных машинах, где давление на металл создается сжатым воздухом (расплавленный алюминий разрушает поверхность поршня и камеры давления). Поршневые машины дают более точные и качественные отливки (меньше газовых включений, более плотные металл), но обладают меньшей производительностью из-за ручной подачи порции жидкого металла. Оптимальной является температура жидкого металла на 20–30º выше Тпл. При повышенных температурах перегревается и быстро выходит из строя форма, увеличивается пористость и число раковин, при заниженной – литейная форма плохо заполняется. Качество литья определяется конструкцией и качеством изготовления форм. Из-за высокой стоимости используются формы для групповой отливки, системы вкладышей, для изменения конфигурации отливок, а также нормализованные конструкции форм для различных заготовок. Достоинства метода: большая (8–12 квалитет) точность размеров, шероховатость Rz40–6,3, толщина стенок до 0,6 мм, малые припуски на обработку, возможность армирования. Недостатки: высокая стоимость и сложность изготовления форм, пористость отливок, трудность получения толстостенных заготовок (из-за высокой скорости заливки образуются раковины).
Рис. 7.1. Установки литья под давлением
Электроэррозионные методы обработки металлов: общая характеристика процессов ЭЭО, механизм процесса ЭЭО металлов, виды ЭЭО, электроискровая, электроимпульсная, высокочастотные электроискровая и электроимпульсная обработки. Электроэрозионные методы обработки основаны на законах эрозии (разрушения) электродов из токопроводящих материалов при пропускании между ними импульсного или постоянного электрического тока. К этим методам относят: электроискровую, электроимпульсную, высокочастотную и электроискровую и электроимпульсную, электроконтактную обработку.
Рис. 8.1. Схема физических процессов в межэлектродном промежутке при электроэрозионной обработке По достижении импульсным напряжением определенного значения между электродом-инструментом (4) и электродом-деталью (1) в диэлектрической жидкости (2) происходит электрический пробой. При этом от электрода, который в данный момент является катодом, отделяется стример (3) и направляется к аноду, ионизируя на своем пути жидкость. В результате этой фазы (её длительность 10-9–10-7 с) образуется канал сквозной проводимости и сопротивление межэлектродного промежутка снижается от нескольких МОм до долей Ом (а). Через канал проводимости виде импульса выделяется электрическая энергия, накопленная в источнике питания (б). при этом происходит электрический разряд (5), длительность которого составляет 10-6–10-4 с, для которого характерно падающая вольт-амперная характеристика. Разряд проходит искровую и дуговую стадию. Благодаря высокой концентрации энергии в зоне разряда и приэлектродных областях развиваются высокие температуры. Под их воздействием образуется паро-газовая полость (7). В приэлектродных областях (8) происходит плавление и испарение микропорций металла на поверхности электрода. В результате развивающегося давления капли жидкого металла (6) выбрасываются из зоны разряда и застывают в окружающей электроды жидкой среде в виде мелких сферических частиц (9) (в). После пробоя электрическая прочность межэлектродного промежутка восстанавливается. Следующий разряд возникает в другом месте между другими неровностями поверхностей электродов. При этом электрод-инструмент получает возможность внедряться в обрабатываемую деталь. По технологическим признакам ГОСТ 25331–82 устанавливает следующие виды ЭЭО: – отрезка;– объемное копирование;– вырезание;– прошивание;– шлифование;– доводка;– маркирование;– электроэрозионное упрочнение. Электроэрозионная обработка может осуществляться профилированным или непрофилированным электродом-инструментом (ЭИ). В первом случае его размеры и форма рабочих поверхностей определяются в соответствии с заданной повторяемостью изготавливаемой деталью. Во втором электрод-инструмент имеет простейшую конструкцию (проволока, диск или стержень), а его размеры лишь частично связаны с размерами электрода-детали. Методы электроэрозионной обработки При электроискровой обработке используют импульсные искровые разряды между электродами, один из которых обрабатываемая заготовка (анод), а другой – инструмент (катод). Напряжение источника электрической энергии 100–200 В. Продолжительность импульса составляет 20 – 200 мкс. В зависимости от количества энергии, расходуемой в импульсе, режим обработки делят на жесткий или средний – для предварительной обработки и мягкий или особо мягкий – для отделочной обработки. Мягкий режим обработки позволяет получать размеры с точностью до 0,002 мм при шероховатости поверхности 0,63–0,16 мкм. Производительность обработки составляет от 7,5 до 1900 мм3/мин. Электроискровым методом обрабатывают практически все токопроводящие материалы, но эффект эрозии при одних и тех же параметрах электрических импульсов различен. Зависимость интенсивности эрозии от свойств металла называют электроэрозионной обрабатываемостью. За единицу принята электроэрозионная обрабатываемость стали (Сталь45), тогда для твердых сплавов она будет – 0,5; титан – 0,6; никель – 0,8; медь – 1,1; латунь – 1,6; алюминий – 4 и т.д. Электроискровым методом целесообразно обрабатывать твердые сплавы, трудно обрабатываемые металлы и сплавы, тантал, молибден и др. материалы.
Рис. 8.2. Схема электроэрозионной отрезки Электрод-инструмент (2) перемещается со скоростью vпэи по отношению к заготовке. Заготовка не подвижна. Заготовка (1) перемещается со скоростью Vпз. Операцию выполняют с погружением в ванну с рабочей жидкостью.
Обработка производится прямым копированием электрода-инструмента (2) на заготовку (1) в ванне с рабочей жидкостью с прокачкой или без прокачки ее через каналы (3) в ЭИ. Для стабилизации обработки используют вибрацию ЭИ (fэи), а для повышения точности обработки – осцилляцию (θоэи) в процессе перемещения электрода в направлении заготовки (θпэи).
Рис. 8.4. Электроэрозионное прошивание Подача электрода-инструмента со скоростью vпэи относительно заготовки и вибрация с частотой fэи Обработка производится прямым копированием в ванне с рабочей жидкостью с одновременной прокачкой ее через электрод-инструмент или без прокачки и т.д. При электроимпульсной обработке используют электрические импульсы большой длительности (500–10000 мкс), в результате чего происходит дуговой разряд. Большие мощности импульсов получаемые от электронных или машинных генераторов тока, обеспечивают высокую производительность процесса обработки. Электроимпульсная обработка производится при напряжениях генератора импульсов U=18–36 В. При электроимпульсной обработке съем металла в единицу времени в 8–10 раз больше, чем при электроискровой обработке, однако точность размеров и шероховатость обработанных поверхностей ниже. Высокочастотная электроискровая обработка применяется для повышения точности и уменьшения шероховатости поверхностей обработанных электроимпульсным методом. Метод основан на использовании электрических импульсов малой мощности при частоте 100-150 кГц. Полярность включения электрода-инструмента и заготовки – прямая. Точность выше, а шероховатость поверхности ниже, чем при электроискровой обработке.
Электроалмазная обработка
Принципиальная схема процесса электроалмазного шлифования. Электроалмазпое шлифование производится токо-ведущим алмазоносным кругом в среде электролита 3 Источник постоянного тока 5 напряжением 4 - 6 В своим положительным полюсом присоединяется к шлифуемой детали 4, а отрицательным - к шлифовальному кругу 1.В процессе обработки происходит анодное растворение шлифуемого твердого сплава и удаление продуктов анодного растворения алмазными зернами 2, выступающими из шлифовального круга. При этом алмазные зерна снимают механическим резанием тонкий слой твердого сплава. Рис. 8.8. Ультразвуковая обработка: 1 – инструмент; 2 – деталь; 3 – абразивная суспензия
В качестве абразива используется карбид бора (бороуглерод), электрокорунд. Концентрация в суспензии 20–100 тысяч зерен/см3. размер зерен 60–200 мкм, абразив является режущим инструментом, поэтому должен обладать высокой твердостью. Весовое соотношение воды и абразива суспензии примерно равное. Материал заготовки должен быть твердым, но хрупким. Лучше всего обрабатываются: стекло, керамика, полупроводниковые материалы, ферриты, твердые минералы, кварц. Хуже обрабатываются твердые металлы. Не поддаются обработке медь, свинец и др. пластичные металлы. Оптимальная амплитуда колебаний инструмента связана со средним размером зерна абразива соотношением: Аузк:dабр=0,6…0,8 При этом достигается максимальная производительность. Увеличение частоты приводит к увеличению производительности, так как увеличивается скорость движения инструмента. Для проведения процесса УЗО требуется постоянное давление на инструмент с целью эффективной передачи импульсов силы абразивным зернам. Увеличение давления увеличивает производительность до некоторого экстремума, связанного с площадью обработки, амплитудой колебания, мощностью станка, размером зерен. Порядок величин статического давления при УЗО – 20–250 Н.
Рис. 8.9. Ультразвуковая размерная обработка: 1 – концентратор; 2 – проволока; Технология изготовления деталей из металлических порошков: общая характеристика методов порошковой металлургии, производство порошков, формование заготовок из порошковых материалов, спекание и окончательная обработка изделий. ПОРОШКОВАЯ МЕТАЛЛУРГИЯ, технология получения металлических порошков и изготовления изделий из них, а также из композиций металлов с неметаллами. В обычной металлургии металлические изделия получают, обрабатывая металлы такими методами, как литье, ковка, штампование и прессование. В порошковой же металлургии изделия производят из порошков с размерами частиц от 0,1 мкм до 0,5 мм путем формования холодным прессованием и последующей высокотемпературной обработки (спекания). Порошковая металлургия экономична в отношении материалов и, как и традиционные методы металлообработки, позволяет получать детали с нужными механическими, электрическими и магнитными свойствами. Продукция порошковой металлургии используется в различных отраслях промышленности, в том числе в авиакосмической, электронной и на транспорте. Металлические порошки получают восстановлением металлов из их окислов или солей, электролитическим осаждением, распылением струи расплавленного металла, термической диссоциацией и механическим дроблением. Наиболее распространен способ восстановления металлов (железа, меди или вольфрама) из соответствующих окислов с последующим электрорафинированием. Механическим дроблением получают порошки (с частицами нужной крупности и формы) хрома, марганца, железа и бериллия. Технологический процесс изготовления изделий из металлических порошков состоит из следующих операций: подготовка смеси для формования, формование заготовок или изделий и их спекание. Формование заготовок или изделий осуществляется путем холодного прессования под большим давлением (30–1000 МПа) в металлических формах. Спекание изделий из однородных металлических порошков производится при температуре, составляющей 70–90% температуры плавления металла. В смесях максимальная когезия достигается вблизи температуры плавления основного компонента, а в цементированных карбидах – вблизи температуры плавления связующего. С повышением температуры и увеличением продолжительности спекания увеличиваются усадка, плотность и улучшаются контакты между зернами. Во избежание окисления спекание проводят в восстановительной атмосфере (водород, оксид углерода), в атмосфере нейтральных газов (азот, аргон) или в вакууме. Круг изделий, изготавливаемых методами порошковой металлургии, весьма широк и непрерывно расширяется. К ним относятся зубчатые колеса, рычаги, кулачки и поршни для автомобилестроения, машиностроения, энергетики, промышленности средств связи, строительной, горнодобывающей и авиакосмической промышленности. Из ленты, полученной холодной прокаткой никелевого порошка, изготавливают монеты (например, канадский пятицентовик). Порошок железа используется в качестве носителя для тонера в ксероксах, а также в качестве одного из ингредиентов изделий из зерновых продуктов и хлеба повышенной питательности. Алюминиевый порошок служит компонентом ячеистого бетона, красок и пигментов, твердого ракетного топлива 33 Технологические приемы изготовления шкал, надписей и рисунков: гравирование, фотогравирование, нанесение надписей литографическим способом и декалькоманией, тиснение, сеткография. В РЭА применяются шкалы отсчетных устройств, таблички и фирменные планки, выполненные на основаниях из алюминиевых и медных сплавов, пластмассы, картона и других материалов. Шкалы являются основной частью любого отсчетного устройства и представляют ряд делений и знаков, равномерно или неравномерно распределенных на прямой линии, окружности или части ее. Технологический процесс изготовления шкал включает следующие этапы: 1Получение заготовки;2Нанесение штриховки и знаков;3Отделка шкал; 4Контроль качества изображения; Заготовки шкал в зависимости от их размеров и конфигурации получают штамповкой, литьем под давлением с последующее механической и термической обработкой, резанием и т.д. Нанесение штрихов, надписей и рисунков производится следующим образом: – гравированием;– фотографированием;– литографическим способом; – теснением; – сеткографией и др. Гравирование Сущность процесса гравирования заключается в переносе на деталь в определенном масштабе изображения, воспроизведенного в трафарете с шаблона с помощью режущего инструмента, укрепленного в рабочей головке гравировального станка. Основными элементами гравировального станка являются два стола – на одном располагают шаблон – на другом – заготовку, и пантограф – устройство точной механической передачи движения от передвигающегося по шаблону щупа к вращающемуся резцу. В результате на заготовке воспроизводится рисунок, подобный шаблону. Изображение может быть уменьшено или увеличено в зависимости от отношения плеч пантографа. Площадь знака при гравировании формируется в виде впадин определенной конфигурации. Режущим инструментом для нанесения знаков на станках с пантографом являются резцы-фрезы. Резцы изготавливают из углеродистой инструментальной стали марок У10, У12, быстрорежущей стали марки Р18, твердого сплава Т15К6. Форма рабочей части резца фрезы определяется требуемой формой обозначений. Фотогравирование Фотогравированием можно наносить изображение на основание из любых материалов. Применяют два способа: 1. Фотопечатание;2Фотохимический. Фотопечатный способ состоит в том, что изображение с негатива путем светокопирования переносится на заготовку, покрытую фотоимульсией. Подготовленные заготовки укладывают на копировальную установку слоем эмульсии вверх, на нее укладывают выполненные фотографическим способом негатив и включают освещение. После экспонирования заготовки помещают в ванну с раствором анилиновой краски на 1–2 минуты (~25 г/л). Окрашенные заготовки проявляют в холодной воде. Необлученные участки эмульсии вымываются и на поверхности заготовки остается окрашенное изображение. Фотохимический способ во многом аналогичен фотопечатному, но отличается от него тем, что можно получить рельефное изображение на заготовках из алюминия, латуни или стали. Рисунок может быть получен в виде выступов основного металла на стравленном и окрашенном поле шкалы или в виде впадин, которые затем окрашиваются краской необходимого цвета. Процесс нанесения рисунков и надписей при фотохимическом способе состоит из следующих операций: – подготовка поверхности заготовки; – нанесение светочувствительной кислотостойкой эмульсии; – нанесение рисунка на эмульсию путем светокопирования; – проявление рисунка; – закрепление рисунка в муфельной печи при t=300–400 C; – электрохимическое или химическое травление мест заготовок, не защищенных кислотоупорной эмульсией; – отделочные операции и т.д. Получение выпуклых или вогнутых изображений зависит от того, засвечивается при экспонировании изображение или фон. Теснение или штамповка Теснение или штамповка производится ударным штампом, на пуансоне которого сделана надпись или рисунок. При давлении пуансона на заготовке выдавливаются знаки. Этот способ получил распространение в серийном производстве.
Сеткография Сеткографией называется способ печатания при помощи сетчатого трафарета. Он получил широкое распространение при изготовлении шкал и табличек. Сущность этого вида нанесения изображения заключается в следующем: 1. На шелковую, капроновую, нейлоновую и другие сетки фотопечатанием наносится негативное изображение рисунка. При этом закрывают определенное количество ячеек. 2. Сетку наклеивают на заготовку и через свободные ячейки сетки на заготовку продавливается краска, в результате чего на ней появляется позитивное изображение. В качестве материала для заготовки шкал, табличек и т.п. деталей, изготавливаемых методом сеткографией, применяют алюминий, латунь, сталь, картон, стекло, гетинакс, керамик и т.д. Для печатания с помощью шелковой матрицы применяют густотертые масляные краски с добавкой 1% сиккатива. После нанесения краски заготовки подвергают сушке и при необходимости дополнительной обработке. Процессы термической и химико-термической обработки металлов и сплавов: назначение, основные виды и стадии процесса термической обработки, стадии процессов химико-термической обработки сталей, виды процессов химико-термической обработки. Термическая обработка – это процесс теплового воздейстивия на детали преимущественно из металлов и их сплавов с целью изменения структуры и свойств исходного материала без изменения его химического состава. Термическая обработка является важным этапом технологического процесса изготовления деталей и используется для: – улучшение обрабатываемости материалов давлением или резанием; – формирования технических, электрических, магнитных и других свойств, обеспечивающих заданные эксплуатационные свойства деталей; –снятие внутренних напряжений в материале деталей и заготовок, возникающих при предшествующей обработке давлением, литьем, сваркой и резанием и вызывающих нежелательные изменения свойств, формы и размеры деталей при их эксплуатации. Параметрами режима ТО являются: tто – температура нагрева пи ТО; Т – изотермической выдержки при tто; Vc – скорость нагрева; Vг – скорость охлаждения.
Рис.9.1. График термической обработки Скорость нагрева для большинства видов ТО существенного значения не имеет, но изменяет tто и время выдержки. Как правило с ростом Vc – увеличивается tто. Нагрев при термической обработке может производиться в печах, печах-ваннах и электрически устройствах. Нагревательные печи могут быть с воздушной атмосферой, содержащей продукты горения и с защитной газовой атмосферой в качестве которой используют водород, аргон. В печах-ваннах применяются расплавы солей, соляно-щелочные среды, жидкий свинец и его соли. Выбор нагревательных печей определяется условиями предотвращения выгорания углерода и легирующих элементов, образованием окалины и насыщением поверхности детали нежелательными элементами. Во всех случаях желательно, чтобы продолжительность нагрева была минимальной и одинаковой для всех деталей данной партии. Скорость охлаждения определяется видом проводимой операции термической обработки. Особенно важен выбор скорости охлаждения при закалке. К примеру для сталей она должна обеспечить получение необходимой структуры: мартенсита, троостита или сорбита. Скорость охлаждения, которая обеспечивает при закалке получение мартенситной структуры, называется критической скоростью закалки. Охлаждение со скоростью, меньше критической, приводит к образованию трооситной, сорбитной или перлитной структуры. Для каждого сплава существует определенная критическая скорость закалки. Скорость охлаждения зависит от охлаждающей среды. Для охлаждения используют воду, водные растворы, масло, расплавы легкоплавких металлов. Химико-термической обработкой стальных деталей называется процесс их поверхностного насыщения различными элементами путем их диффузии из внешней среды при высокой температуре. Цель химико-термической обработки – упрочнение поверхностных слоев детали, повышение их стойкости к воздействию агрессивных сред при нормальной и повышенной температурах. Процессы химико-термической обработки состоят из трех стадий: – диссоциации, т.е. распада молекул и образования активных атомов диффундирующего элемента; – адсорбции – поглощения атомов диффундирующего элемента поверхностным слоем изделия и образования химических связей с атомами металлов; – диффузии – проникновения адсорбированного элемента в глубину металла. Толщина насыщенного слоя зависит от температуры нагрева, продолжительности выдержки при насыщении и концентрации диффундирующего элемента в поверхностном слое металла. В зависимости от того, каким элементом производится насыщение стали, различают цементацию, азотирование, цианирование, нитроцементацию, борирование, силицирование, хромирование. Каждый вид химико-термической обработки применяется для деталей определенного назначения. Цементация – диффузионное насыщение углеродом поверхностного слоя детали толщиной 1–3 мм при нагреве в специальной среде – карбюризаторе. Цементации подвергают стали из низкоуглеродистых (до 0,25% С) и легированных сталей для предания их поверхностным слоям высокой твердости до HRC 59–62, износостокойсти и придела контактной прочности до 2000 МПа. Окончательные свойства цементированные изделия приобретают после закалки, отпуска и шлифования поверхностей. Цементацию ведут при tто=1203–1253 К. Время выдержки 8–15 часов. Азотирование – насыщение поверхностного слоя деталей азотом на глубину 7–15 мкм при tто=773–923 К в аммиаке. Время выдержки 25–60 часов. Азотированию подвергают углеродистые и легированные стали для предания им высокой твердости HV 600–1200 (выше чем у цементируемых деталей), повышение сопротивления коррозии и предела выносливости. Азотированию подвергают детали, предварительно термически обработанные закалкой и высоким отпуском. Нитроцементация – одновременное насыщение углеродом и азотом поверхностного слоя деталей на глубину 0,2–0,8 мм при tто=1113–1133 К и времени выдержки 4–10 часов в газовой среде (науглероживающий газ и аммиак). Применяется для повышения твердости и выносливости при ударных нагрузках. После нитроцементации детали подвергают закалке и низкотемпературному отпуску (tто=433–453 К). Цианирование – разновидность нитроцементации, выполяемое при tто=1093–1223 К в расплавах солей, содержащих группу СN. Поверхностный слой цианированных деталей обладает более высокой износостойкостью, чем цементированных. Борирование – насыщение бором поверхностного слоя деталей толщиной 0,1–0,2 мм при tто=1203–1223 К и выдержке 2–6 часов в расплавленной буре Na2B2O. Полученный слой обладает высокой твердостью HV= 1800–2000 и абразивной износостойкостью.
Технологическое оборудование и оснастка. Тип производства.
Технологический процесс реализуется с помощью технологического оборудования и оснастки. Технологическим оборудованием называется орудие производства, в которых для выполнения технологической операции размещаются материалы или заготовки, а также средства воздействия на них и при необходимости источники энергии (прессы, станки, печи, гальванические ванны, конвейеры и т.д.). Технологическая оснастка представляет собой орудие для производства, добавляемых к технологическому оборудованию для выполнения необходимых технологических операций. Подготовка технологического оборудования и оснастки к выполнению определенной технологической операции называется наладкой. Она включает установку приспособления, переключение скорости или подачи, установления необходимой температуры и т.д. Подналадкой называют дополнительную регулировку технологического оборудования и оснастки в процессе работы для восстановления необходимых параметров или режимов обработки.
Под типом производства понимается классификационная категория производства, выделяемая по признакам широты номенклатуры, регулярности, стабильности, и объема выпуска изделий. Согласно ГОСТ 3.1108-74 ЕСТД тип производства характеризуется коэффициентом закрепления операции, определяемым как где О – количество выполняемых операций в месяц; Р – количество рабочих мест. Различают три типа производства: единичное, серийное и массовое. Единичное производство характеризуется широкой номенклатурой изготавливаемых изделий и малым объемом их выпуска. Кзо для единичного производства не регламентируется. Серийное производство характеризуется ограниченной номенклатурой изделий, изготавливаемых периодически повторяющимися партиями и сравнительно объемом выпуска. В зависимости от количества изделий в партии и значения Кзо различают мелкосерийное, среднесерийное и крупносерийное производство. Коэффициент закрепления операций принимается равным – для мелкосерийного производства – от 20 до 40; – для среднесерийного производства – от 10 до 20; – для крупносерийного производства – от 1 до 10. Массовое производство характеризуется узкой номенклатурой и большим объемом выпуска изделий, непрерывно изготавливаемых или ремонтируемых в течении продолжительного периода времени. Кзо для массового производства принимается 1 или меньше 1, если одна операция выполняется на двух или более рабочих местах. В единичном производству применяют универсальное оборудование и приспособления, обслуживаемые высококвалифицированными рабочими, что вызвано необходимостью выполнять разнообразные работы по изготовлению часто меняющихся деталей. Изготовляемые изделия имеют высокую технологическую себестоимость. В серийном производстве используется высокопроизводительное оборудование. Часть рабочих имеет более низкую квалификацию. Широко применяются переналаживаемые быстродействующие приспособления, что уменьшает объем ручных работ и увеличивает производительность. Себестоимость выпускаемой продукции ниже. В массовом производстве применяют высокопроизводительное оборудование, специальные приспособления, режущие и мерительные инструменты. Технологическая себестоимость самая низкая.
|
Последнее изменение этой страницы: 2019-05-08; Просмотров: 509; Нарушение авторского права страницы
 , (1.1)
, (1.1)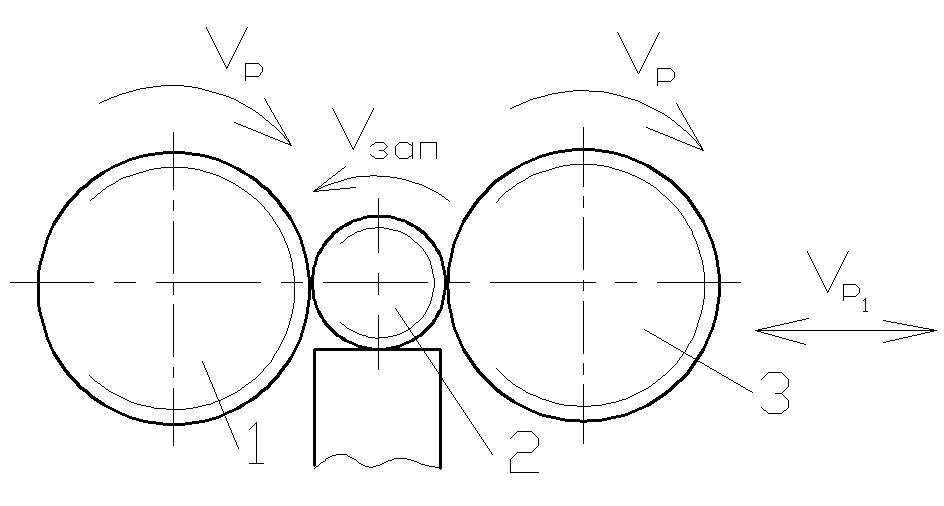 При формировании резьбы плашками заготовку 2 помещают между неподвижной 1 подвижной 3 плашками. На рабочих поверхностях у них имеется рифления, профиль и расположение которых соответствует профилю и шагу накатываемой резьбы. При перемещении подвижной плашки заготовка катится между инструментом, а на ее поверхности образуется резьба.
При формировании резьбы плашками заготовку 2 помещают между неподвижной 1 подвижной 3 плашками. На рабочих поверхностях у них имеется рифления, профиль и расположение которых соответствует профилю и шагу накатываемой резьбы. При перемещении подвижной плашки заготовка катится между инструментом, а на ее поверхности образуется резьба. При формировании резьбы роликами ролики 1 и 3 получают принудительное вращение. Заготовка 2 свободно обкатывается между ними. Ролику 3 придается радиальное движение для вдавливания в металл заготовки на необходимую глубину. Обкатка роликами требует меньших усилий. С их помощью накатываются резьбы с более крупными шагами.
При формировании резьбы роликами ролики 1 и 3 получают принудительное вращение. Заготовка 2 свободно обкатывается между ними. Ролику 3 придается радиальное движение для вдавливания в металл заготовки на необходимую глубину. Обкатка роликами требует меньших усилий. С их помощью накатываются резьбы с более крупными шагами. , (2.2)
, (2.2) – наружный диаметр резьбы, мм;
– наружный диаметр резьбы, мм;  – внутренний диаметр резьбы, мм.
– внутренний диаметр резьбы, мм. Резка объединяет большую группу различных операций, в которую входят:
Резка объединяет большую группу различных операций, в которую входят: Пробивка – операция полного отделения материала, по замкнутому контуру, когда отделяемая часть является отходом, т.е. операция получения отверстия в заготовке. Пробивка ничем не отличается от вырубки по схеме деформации.
Пробивка – операция полного отделения материала, по замкнутому контуру, когда отделяемая часть является отходом, т.е. операция получения отверстия в заготовке. Пробивка ничем не отличается от вырубки по схеме деформации. При вырубке отверстие матрицы равно размерам детали (или заготовки), а размеры пуансона меньше на величину зазора. При пробивке размер пуансона равен размеру отверстия в заготовке, а размер отверстия матрицы больше на величину зазора.
При вырубке отверстие матрицы равно размерам детали (или заготовки), а размеры пуансона меньше на величину зазора. При пробивке размер пуансона равен размеру отверстия в заготовке, а размер отверстия матрицы больше на величину зазора. ,
,  Прорезка – операция отделения по краю контура с удалением отделенной части.
Прорезка – операция отделения по краю контура с удалением отделенной части.
 Гибка – образование или изменение углов между частями заготовки или придание ей криволинейной формы.
Гибка – образование или изменение углов между частями заготовки или придание ей криволинейной формы. , где В – ширина заготовки; S – толщина листового материала; σв – предел прочности материала; R – радиус закругления угла.
, где В – ширина заготовки; S – толщина листового материала; σв – предел прочности материала; R – радиус закругления угла. Вытяжка – это процесс образования полой заготовки или детали из плоской или полой листовой заготовки.
Вытяжка – это процесс образования полой заготовки или детали из плоской или полой листовой заготовки. – рельефная формовка;
– рельефная формовка; Отбортовка отверстий – образование борта по краю отверстия. В основном выполняется для нарезания резьбы в штампованных деталях. Отбортовка под резьбу возможна лишь для мелких резьб (до М5). Шаг резьбы при этом должен быть меньше половины толщины материала.
Отбортовка отверстий – образование борта по краю отверстия. В основном выполняется для нарезания резьбы в штампованных деталях. Отбортовка под резьбу возможна лишь для мелких резьб (до М5). Шаг резьбы при этом должен быть меньше половины толщины материала. Обжатие – операция образования в полых заготовках местных суженных участков без преднамеренного изменения толщины стенок.
Обжатие – операция образования в полых заготовках местных суженных участков без преднамеренного изменения толщины стенок.
 b ≥ S .
b ≥ S . 
 Зачистка – операция отделения срезанием небольшого (0,2–0,3 мм) припуска от детали. Зачистная штамповка применяется для чистовой обрезки по контуру предварительно вырубленных или пробитых деталей с целью удаления шероховатой поверхности среза.
Зачистка – операция отделения срезанием небольшого (0,2–0,3 мм) припуска от детали. Зачистная штамповка применяется для чистовой обрезки по контуру предварительно вырубленных или пробитых деталей с целью удаления шероховатой поверхности среза. Вытяжка – это процесс образования полой заготовки или детали из плоской или полой листовой заготовки.
Вытяжка – это процесс образования полой заготовки или детали из плоской или полой листовой заготовки. Рис. 2.24. Рельефная формовка
Рис. 2.24. Рельефная формовка

 При проектировании выдавок и ребер жесткости следует иметь ввиду, что глубина выдавливания не должна быть слишком большой из-за возможности образования складок и трещин.
При проектировании выдавок и ребер жесткости следует иметь ввиду, что глубина выдавливания не должна быть слишком большой из-за возможности образования складок и трещин.


 . (3.1) Подачей S называют величину элемент главного движения перемещения инструмента или детали. М.б. подача на оборот S0 , на зуб Sz, на ход и т.д. Скорость резания – скорость рассматриваемой точки режущей кромки или заготовки в главном движении резания. Для токарной обработки:
. (3.1) Подачей S называют величину элемент главного движения перемещения инструмента или детали. М.б. подача на оборот S0 , на зуб Sz, на ход и т.д. Скорость резания – скорость рассматриваемой точки режущей кромки или заготовки в главном движении резания. Для токарной обработки:  , (3.2)
, (3.2) , (3.3)
, (3.3)
 Проходные резцы разделяют на обдирочные и чистовые. Обдирочные проходные резцы применяются для черновой обработки заготовок и использованием продольной подачи. Чистовые резцы используются для окончательной обработки заготовок. Такие резцы имеют большой радиус закругления при вершине.
Проходные резцы разделяют на обдирочные и чистовые. Обдирочные проходные резцы применяются для черновой обработки заготовок и использованием продольной подачи. Чистовые резцы используются для окончательной обработки заготовок. Такие резцы имеют большой радиус закругления при вершине.
 Токарно-карусельные станки применяют для обработки средних и крупных заготовок, диаметр которых превышает их высоту.
Токарно-карусельные станки применяют для обработки средних и крупных заготовок, диаметр которых превышает их высоту.


 Горячее прессование термореактивных пластмасс применяется для изготовления деталей простой формы с ограниченным количеством арматуры или без нее.
Горячее прессование термореактивных пластмасс применяется для изготовления деталей простой формы с ограниченным количеством арматуры или без нее. Литьевое прессование применяется для изготовления изделий сложной конфигурации из термореактивных пластмасс. Отличием литьевого прессования является наличие в конструкции пресс-формы дополнительной загрузочной камеры, которая соединяется с матрицей тонким литниковым каналом.
Литьевое прессование применяется для изготовления изделий сложной конфигурации из термореактивных пластмасс. Отличием литьевого прессования является наличие в конструкции пресс-формы дополнительной загрузочной камеры, которая соединяется с матрицей тонким литниковым каналом. Недостатки: сложная и дорогостоящая пресс-форма и большой расход материала (на литники).
Недостатки: сложная и дорогостоящая пресс-форма и большой расход материала (на литники). Рис. 5.4. Пневматическое формование
Рис. 5.4. Пневматическое формование 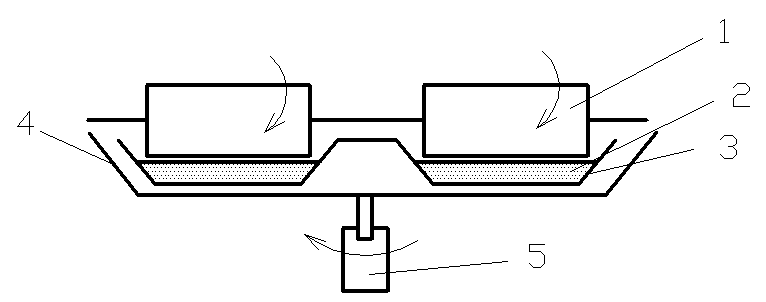 Бегуны для грубого дробления керамического сырья
Бегуны для грубого дробления керамического сырья Установка для магнитной сепарации сухого керамического порошка: 1 – бункер; 2 – вращающийся цилиндр из железа; 3 – бункер для очищенного порошка; 4 – наконечник для электромагнита; 5 – бункер для ферромагнитных примесей
Установка для магнитной сепарации сухого керамического порошка: 1 – бункер; 2 – вращающийся цилиндр из железа; 3 – бункер для очищенного порошка; 4 – наконечник для электромагнита; 5 – бункер для ферромагнитных примесей Выдавливание через мундштук: 1 – поршень; 2 – стенка цилиндра; 3 – керамическая масса; 4 – мундштук; 5 – стержень, выдавливаемый из мундштука
Выдавливание через мундштук: 1 – поршень; 2 – стенка цилиндра; 3 – керамическая масса; 4 – мундштук; 5 – стержень, выдавливаемый из мундштука Получают: заготовки станин, кронштейнов, радиаторов, экранов, корпусных деталей и т.д.
Получают: заготовки станин, кронштейнов, радиаторов, экранов, корпусных деталей и т.д.
 Электроэрозионная отрезка
Электроэрозионная отрезка Рис. 8.3. Электроэрозионное объемное копирование
Рис. 8.3. Электроэрозионное объемное копирование
 Сущность процесса электроалмазного шлифования состоит в сочетании электрохимического (анодного) растворения обрабатываемого металла, обусловливающего высокую производительность, с алмазным шлифованием, дающим высокое качество и точность шлифования.
Сущность процесса электроалмазного шлифования состоит в сочетании электрохимического (анодного) растворения обрабатываемого металла, обусловливающего высокую производительность, с алмазным шлифованием, дающим высокое качество и точность шлифования. Основными видами термической обработки являются: отжиг, нормализация, закалка, отпуск, старение. Технологический процесс термической обработки включает три основных стадии: нагрев, выдержку и охлаждение.
Основными видами термической обработки являются: отжиг, нормализация, закалка, отпуск, старение. Технологический процесс термической обработки включает три основных стадии: нагрев, выдержку и охлаждение.