
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Прокатка как способ обработки металлов давлением: схема процесса, технологическое оснащение, этапы технологического процесса, режимы обработки.
Сущность процесса прокатки заключается в деформировании (обжатии) металла между вращающимися валками, зазор между которыми меньше толщины обжимаемой заготовки. Как и др. способы обработки металлов давлением, прокатка основана на использовании пластичности металлов. Различают горячую, холодную и тёплую прокатку Основная часть проката (заготовка, сортовой и листовой металл, трубы, шары и т.д.) производится горячей прокатки при начальных температурах: стали 1000-1300 °С, меди 750-850 °С, латуни 600-800 °С, алюминия и его сплавов 350-400 °С, титана и его сплавов 950-1100°С, цинка около 150 °С. Холодная прокатка применяется главным образом для производства листов и ленты толщиной менее 1,5-6 мм, прецизионных сортовых профилей и труб; кроме того, холодной прокатке подвергают горячекатаный металл для получения более гладкой поверхности и лучших механических свойств, а также в связи с трудностью нагрева и быстрым остыванием изделий малой толщины. Теплая прокатка в отличие от холодной происходит при несколько повышенной температуре с целью снижения упрочнения (наклёпа) металла при его деформации.
В результате обжатия поперечное сечение заготовки уменьшается, а длина и ширина увеличивается. Деформацию заготовки обычно определяют относительным обжатием, % :
где Практика производится гладкими цилиндрическими волоками и волоками, имеющими на своей поверхности особые проточки, называемые ручьями. При плотном соприкосновении волоков их ручьи образуют закрытые контуры, называемые калибрами. Комплект практичных волоков со станиной называют рабочей клетью. Практика гладкими волоками дает листы и ленты, а ручьевыми волоками – различные прокатные профили. Обычно относительное обжатие заготовки за один проход не превышает даже для горячего металла 70 – 30 %, поэтому окончательный профиль продукта получается многократным процессом повторения обработки заготовки при постепенном уменьшении зазора между волоками. При каждом пропуске заготовки площадь её поперечного сечения уменьшается, а форма и размеры постепенно приближаются к требуемым. При горячей прокатке стали гладкими волоками угол захвата равен 15-24°, при холодной – 3-8°, сортового металла 25-27°. Технологический процесс современного прокатного производства, не зависимо от вида получаемой продукции, состоит из нескольких этапов: подготовки исходного материала, нагрев его (в случае горячей прокатки), прокатки и отделки. Кроме того, на всех стадиях прокатки осуществляется контроль за ходом процесса и состоянием оборудования.
|
Последнее изменение этой страницы: 2019-05-08; Просмотров: 291; Нарушение авторского права страницы
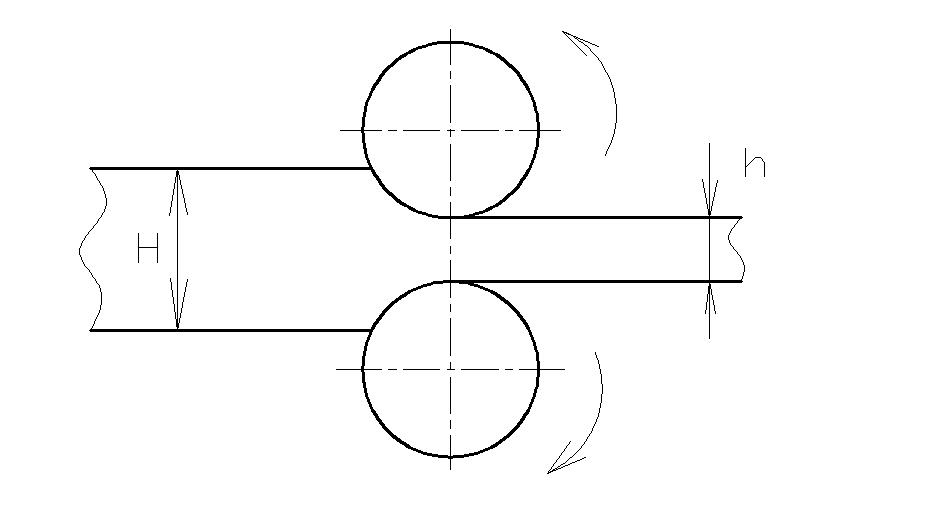 Рис. 2.1. Прокатка
Рис. 2.1. Прокатка ,
,  - высота заготовки.
- высота заготовки.