
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Общая характеристика способов обработки металлов давлением: упругая и пластическая деформация металлов, холодная и горячая обработка металлов давлением, способы обработки металлов давлением.
Под “обработкой металлов давлением” в технологии понимают различные технологические процессы получения заготовок, полуфабрикатов и готовых изделий из черных и цветных металлов путем деформирования в холодном или горячем состоянии. Деформация – изменение формы и размеров твердого тела под воздействием приложенных к нему нагрузок. Различают деформацию упругую (обратимую) и пластическую (необратимую) Упругой деформацией называют такую, которая исчезает после снятия нагрузок, т.е. тело восстанавливает свою первоначальную форму. Пластическая деформация остается после снятия внешней нагрузке, (тело не восстанавливает первоначальную форму и размеры). Пластическая деформация сопровождается смещением одной части кристалла относительно другой на расстояние, значительно превышающие расстояния между атомами в кристаллической решетке металлов и сплавов. Величина пластической деформации не безгранична, при определенных ее значениях может начинаться разрушение металла. В зависимости от температурно-скоростных условий деформирования различают холодную и горячую деформацию. Холодная деформация характеризуется изменением формы зерен, которые вытягиваются в направлении наиболее интенсивного течения металла. При холодной деформации формоизменение сопровождается изменением механических и физико-химических свойств металла. Это явление называют упрочнением (наклепом). Изменение механических свойств состоит в том, что при холодной пластической деформации по мере ее увеличения возрастают характеристики прочности, а характеристики снижаются. Металл становится более твердым, но мене пластичным. Упрочнение возникает вследствие поворота плоскостей скольжения, увеличение искажений кристаллической решетки в процессе холодного деформирования(накопление дислокаций у границы зерен). Изменение, внесенные холодной деформацией в структуру и свойства металла не обратимы. Они могут быть устранены, например с помощью термической обработки (отжигом). В этом случае происходит перестройка, при которой за счет дополнительной тепловой энергии, увеличивается подвижность атомов и в твердом металле без фазовых превращений из множества центров растут новый зерна заменяющие собой вытянутые “деформированные зерна”. Явление зарождения и роста, новых равнооснах зерен взамен деформированных, вытянутых, происходящее при определенных температурах, называется рекристаллизацией. Для чистых металлов рекристаллизация начинается при абсолютной температуре, равной 0,4 абсолютной температуре плавления металла. Горячая обработка металлов давлением производится при температурах, значительно превышающих температуру их рекристаллизации, когда скорость процесса упрочнения, вызванного деформацией. При этом микроструктура металла после обработки давлением оказывается равноосной, без следов упрочнения. Зерна в металле получаются тем мельче, чем больше степень деформации. Перед горячей обработкой давлением металлы и стали нагревают до определенной температуры (начало горячей обработки давлением) для повышения их пластичности и уменьшения сопротивления деформации. Однако в процессе обработки температура металла понижается. Минимальная температура, при которой можно производить обработку, называется температурой окончания обработки давлением. Область температуры между началом и окончанием, в которой металл или сплав обладает наилучшей пластичностью, наименьшей склонностью к росту зерна и минимальным сопротивлением деформированию, называют температурным интервалов горячей обработки давлением. При этом температура нагрева металла выбирается такой, чтобы не возник, пережег либо перегрев. Пережег, характеризуется окислением металла на границе зерен, в результате чего он становится хрупким и при ударе разрушается. Перегрев сопровождается резким ростом размеров зерен, вследствие чего ухудшаются механические свойства. Каждый металл и сплав имеет свой строго определенный температурный интервал горячей обработки давлением. Например, алюминиевый сплав АК4 – 470-350С; медный сплав БрАЖМц – 900-750С; титановый сплав Вт8 -1100-900С; сталь 45 – 1200-750С. Заготовка должна быть равномерно нагрета по всему объему до требуемой температуры. Нагрев осуществляется в различных печах и нагревательных устройствах. Выбор способа нагрева заготовок определяется технико-экономических соображениями. Способы обработки металлов давлением К основным способам обработки металлов давлением относятся процессы прокатки, волочения, прессования (выдавливания), свободной ковки, горячей и холодной объемной штамповки, а также листовой или холодной штамповки. Прокатка
Рис. 2.1. Прокатка В результате обжатия поперечное сечение заготовки уменьшается, а длина и ширина увеличивается. Деформацию заготовки обычно определяют относительным обжатием, % :
где
Волочение При волочении заготовку протягивают через постепенно сужающееся отверстие в инструменте, называемое волокой. При этом сечение отверстия меньше исходного сечения заготовки. Рис. 2.2. Волочение В результате волочения поперечное сечение заготовки уменьшается, а длина увеличивается. Процесс волочения осуществляется в холодном состоянии и используется для получения тонкой проволоки (от 0.002 до 5 мм), Рис. 2.3. Примеры профилей, получаемых волочением и т. д. Технологический процесс волочения состоит из 3 основных стадий: 1. подготовка металла (очистка от окалины, смазывания, заделка концов); 2. волочение по определенному режиму; 3. отделки (удаление дефектов, правка, разрезание на мерные длины, маркировка, консервационное смазывание и пр.). Прессование – это процесс выдавливания металла, заключенного в замкнутой плоскости контейнера, через отверстие матрицы, сечение которого меньше площади сечения контейнера, а форма соответствует форме готового изделия.
Рис. 2.4. Схема прессования полого профиля. 1 – пуансон; 2 – металл заготовки; 3 – матрица; 4 – игла; 5 – пресс- шайба; Процесс прессования осуществляется при температурах горячей обработки металлов давлением, т.е. при их высокой пластичности. Прессованию подвергают алюминий, медь и сплавы на их основе, цинк, олово, свинец. Прессованием получают разнообразные профили (см. рис.) из специальных сталей, титановых сплавов и других малопластичных металлов; профили сложной формы, которые не могут быть получены другим способом; обычные профили небольших размеров (например, трубы из цветных металлов). К недостаткам прессования следует отнести большие отходы металла, т.к. весь металл не может быть выдавлен из контейнера. Ковка – вид горячей обработки металлов давлением, при котором металл деформируется с помощью универсального инструмента. Нагретую заготовку укладывают на плоский боек и верхним бойком последовательно деформируют отдельные ее участки. Металл свободно течет в стороны, не ограниченные рабочими поверхностями инструмента, в качестве которого применяют плоские или фигурные (вырезные бойки, а также различный подкладочный инструмент). Ковкой получают заготовки для последующей механической обработки. Их называют поковками. В единичном и мелко серийном производствах ковка экономически более целесообразна, чем штамповка, т.к. при ковке используется универсальный инструмент. К основным формообразующим операциям относятся: осадка, высадка, протяжка, прошивка, отрубка, гибка. Осадка – операция уменьшения высоты заготовки при увеличении площади ее поперечного сечения.
Высадка – металл осаживается лишь на части длины заготовки. Рис. 2.6. Высадка Протяжка – операция удлинения заготовки или ее части за счет уменьшения площади поперечного сечения.
Рис. 2.7. Протяжка Рис. 2.8. Прошивка Прошивка – операция получения полостей в заготовке за счет вытеснения металла. Отрубка – операция отделения части заготовки по незамкнутому контуру путем внедрения в заготовку деформируемого инструмента. Гибка – операция придания заготовке прогнутой формы по заданному контуру. Горячая объемная штамповка Горячая объемная штамповка – способ обработки метолов давлением, при котором изделию придается необходимая форма при помощи специального инструмента – штампа. Образуемая в результате объемной штамповки деталь называемая поковкой. При объемной штамповке металл деформируется одновременно по всему объему, а течение его происходит в полости штампа, очертания и размеры которой соответствуют будущей детали. По сравнению с ковкой штамповка имеет ряд преимуществ. 1. Имеет более высокую производительность; 2. Обеспечивает меньший расход материала; 3. За счет более высокой точности позволяет значительно сократить объем последующей обработки резанием. Недостатки: 1. Для объемной штамповки паковок требуется гораздо большее усилие деформирования; 2. Штамп дорогостоящий инструмент и пригоден только для изготовления одной, конкретной паковки. Поэтом горячая объемная штамповка экономически целесообразно применению в крупносерийном и массовом производстве при изготовлении паковок от нескольких грамм до 20 килограмм. Штампы – это массивные стальные формы, состоящие из двух частей в которых имеются полости. Эти полости называются ручьями. Верхняя часть штампа закрепляется на подвижной части кузнечной машины, нижняя – на неподвижной. При смыкании обеих частей штампов образуется ручей, формы и размеры которого соответствуют изготавливаемому изделию. В зависимости от степени сложности изделия используют штампы одноручьевые или многоручьевые. Штамповка паковок сложной конфигурации производится в многоручьевых штампах, ручьи которого подразделяются на заготовительные и штамповочные (чистовые и черновые). В заготовительных ручьях происходит предварительное, а в штамповочных – окончательная форма изменения заготовки. Различают штамповку в открытых и закрытых штампах. При штамповке в открытых штампах в плоскости их разъема часть металла вытекает в облойную щель – получается заусенец (облой), что служит гарантией полного заполнения полости металлом. Штамповка в закрытых штампах характеризуется тем, что полость штампа в процессе деформирования остается закрытой. Зазор между подвижной и неподвижной частями штампа при этом постоянный и небольшой. Образование заусенца в нем не предусмотрено. После штамповки изделий производят ряд завершающих операции: обрезку облоя, прошивку отверстий, правку, термическую обработку (отжиг или нормализацию), очитку от окалины, контроль качества паковок. Давильная обработка В последнее время этот метод получается значительное распространение для изготовления деталей в различных отраслях промышленности. Заготовка, имеющая форму круга, прижимается упором к вращающейся форме. Давильни перемещается параллельно оси вращения формы и постепенно деформирует металл заготовки, прижимая его к форме. В зависимости от давления толщина стенок детали может быть равной или меньше толщины заготовки. Этим методом можно изготавливать изделия, получаемые вытяжкой при штамповке, но только полые тела вращения. Давильные работы устраняют необходимость изготовления штампов. Форма часто изготавливается из дерева, и поэтому в ряде случаев давильные работы более экономичные, чем вытяжка при листовой штамповке. Производство гнутых профилей При изготовлении горячей прокаткой фасонных профилей невозможно получить стенки толщиной менее 2-3 мм. В то же время по требуемой прочности в конструкциях такая толщина нередко завышена. Фасонные тонкостенные профили, легкие, жесткие, сложной конфигурации и большой длины можно получать методом профилирования листового материала в холодном состоянии.
Рис. 2.9. Примеры гнутых профилей Заготовка при изготовлении гнутых профилей может быть лента или полоса из стали и цветных металлов толщиной 0,3-10мм. Форма гнутых гнутых профилей может быть относительно простой – профиль открытого типа и весьма сложной – профили полузакрытого типа и закрытого типа, профили с наполнителем. Накатывание резьбы и мелкомодульных зубчатых колес Процесс пластического формообразования резьбы плоскими плашками либо роликами производится на специальных резьбонакаточных станках. Резьбонакаточные и зубонакатные инструменты изготавливают из высоколегированных сталей Х12М, ХФ12, Х12ФН, 9ХС.
Рис. 2.11. Накатывание резьбы роликами При формировании резьбы роликами ролики 1 и 3 получают принудительное вращение. Заготовка 2 свободно обкатывается между ними. Ролику 3 придается радиальное движение для вдавливания в металл заготовки на необходимую глубину. Обкатка роликами требует меньших усилий. С их помощью накатываются резьбы с более крупными шагами. Диаметр заготовки для накатывания резьбы определяется по формуле :
где Накатывание цилиндрических и конических микромодульных колес в 15 – 20 раз производительнее зубонарезания.
Процесс можно осуществлять на токарных станках накатниками 1 и 3, которые закреплены на суппорте и перемещаются с подачей Sпр. Каждый накатник имеет заборную часть для постепенного образования накатываемых зубьев на заготовке 2. Холодная штамповка Под холодной штамповкой понимают штамповку без предварительного нагрева заготовки. Для металлов и сплавов, применяемых при штамповке такой процесс деформирования соответствует условиям холодной деформации. Холодная штамповка подразделяется на объемную штамповку и листовую штамповку. В первом случае заготовкой служит сортовой, а во втором – листовой металл. Такое подразделение целесообразно потому, что характер деформирования, применяемые операции и конструкции штампов для объемной и листовой штамповки значительно различаются между собой. Основные разновидности холодной объемной штамповки – холодное выдавливание, холодная высадка и холодная объемная формовка. Холодное выдавливание
Рис. 2.13. Прямое выдавливание Различают прямое, обратное, боковое и комбинированное выдавливание. При прямом выдавливании металл вытекает в отверстие, расположенное в данной части матрицы 2, в направлении, совпадающим с направлением движения пуансона.
При обратном выдавливании направление течения металла противоположено направлению движения пуансона относительно матрицы. Наиболее часто встречающейся схемой обратного выдавливания является схема, при которой металл может вытекать в кольцевой зазор между пуансоном и матрицей. По такой схеме изготавливают полые детали типа труб (корпуса тюбиков), экраны радиоламп, корпуса конденсаторов и т.д.
Рис. 2.15. Боковое выдавливание Таким образом можно получить детали типа тройников, крестовин и т.д. В этом случае, чтобы обеспечить удаление заготовки после штамповки, матрицу выполняют в состоящей из двух половинок с плоскостью разъема совпадающей с плоскостью, в которой расположены осевые линии заготовки и полученного отростка. Комбинированное выдавливание характеризуется одновременным течением металла по нескольким из рассматриваемых схем холодного выдавливания. Холодная высадка Холодную высадку выполняют на специальных холодновысадочных автоматах. Штампуют от прутка или проволоки. Пруток 1 подается до упора 2, поперечным движением ножа 3 отрезается заготовка требуемой длины и последовательно переносится с помощью специального механизма в позиции штамповки, на которых из
Рис. 2.16. Холодная высадка Высадка головки детали за один удар пуансона обеспечивается при l ≤ (2,5 – 2,8) d. При l ≤ (3,5 – 5,5) d – за два удара, и при l > (6 – 8) d – за три удара. На холодновысадочных автоматах штампуют заготовки диаметром 0.5 – 40 мм из черных и цветных металлов. Получают такие детали как болты, винты, заклепки, гвозди, шарики, ролики и т.д. Штамповка на холодновысадочных автоматах характеризуется высоким коэффициентом использования металла ~ 95% (только 5% металла идет в отход). Холодная объемная формовка Холодная формовка в открытых штампах заключается в предании заготовке формы детали путе заполнения полости штампа металлом заготовки. Схема холодной формовки аналогична схеме горячей объемной штамповки. Для уменьшения вредного влияния упрочнения и облегчения процесса деформирования при холодной формовке процесс образования детали обычно расчленяют на переходы, между которыми заготовку подвергают рекристаллизационному отжигу. Каждый последующий переход осуществляют в специальном штампе. Применяются в крупносерийном и массовом производстве. Холодная листовая штамповка Листовая штамповка – это процесс получения изделий или заготовок из листового материала путем деформирования его на прессах с помощью штампов. Листовой штамповкой можно получать изделия не только из металла, но и из кожи, картона, пластмасс. Холодная штамповка объединяет большое количество операций, которые по характеру деформации металла разделяются на две большие группы: Операции с разделением (резкой) материала; Операции с пластической деформацией материала. Более детально все операции холодной листовой штамповки по виду деформации разделяются на следующие основные виды: – резка – отделение одной части материала или заготовки от другой по замкнутому или незамкнутому контуру; – гибка – превращение плоской заготовки в изогнутую деталь; – вытяжка – превращение плоской заготовки в полую деталь любой формы; – формовка – изменение формы детали или заготовки путем местных деформаций различного характера. Резка Резка объединяет большую группу различных операций, в которую входят: – отрезка;– вырубка;– пробивка;– обрезка;– надрезка;– зачистка;– и некоторые другие операции. Отрезка заготовок от листового материала производится, в основном, на специальных станках-ножницах различных типов – гильотинных, параллельных, дисковых. Отрезка применяется в большинстве случаев для получения полос материала, необходимых в качестве заготовок для проведения различных операций холодной штамповки.
Рис. 2.17. Вырубка Вырубка – это операция полного отделения материала по замкнутому контуру, когда отделенная часть является изделием или готовой заготовкой. Эту операцию осуществляют в штампе, пуансон которого вдавливает отделяемую часть в отверстие матрицы. Отверстие матрицы и форма пуансона соответствует профилю готовой заготовки. Для нормального выполнения вырубки кромки пуансона и матрицы должны быть острыми, а зазор на одну сторону между пуансоном и матрицей должен быть в пределах 5–10% толщины материала. Пробивка – операция полного отделения материала, по замкнутому контуру, когда отделяемая часть является отходом, т.е. операция получения отверстия в заготовке. Пробивка ничем не отличается от вырубки по схеме деформации. При вырубке отверстие матрицы равно размерам детали (или заготовки), а размеры пуансона меньше на величину зазора. При пробивке размер пуансона равен размеру отверстия в заготовке, а размер отверстия матрицы больше на величину зазора. Из-за особенностей процесса штамповки при применении вырубки и пробивки следует учитывать некоторые ограничивающие условия.
b ≥ S . Рис. 2.19. Пример пробивки В ряде случаев, при применении сильного прижима, некоторые соотношения могут быть изменены, например диаметр пробиваемого отверстия может быть уменьшен: d ≥0,3 S .
Рис. 2.20. Прорезка Надрезка – операция отделения материала по незамкнутому контуру без удаления отделенной части. Рис. 2.21. Надрезка
Зачистка – операция отделения срезанием небольшого (0,2–0,3 мм) припуска от детали. Зачистная штамповка применяется для чистовой обрезки по контуру предварительно вырубленных или пробитых деталей с целью удаления шероховатой поверхности среза. Гибка Гибка – образование или изменение углов между частями заготовки или придание ей криволинейной формы.
Гибка листового металла осуществляется в результате упруго-пластической деформации. При гибке происходит растяжение наружных и сжатие внутренних слоев материала изгибаемой детали. После гибки растянутые и сжатые слои стремятся возвратиться в исходное положение под действием упругих сил. В следствие этого форма детали после гибки не будет соответствовать форме штампа на некоторый угол за счет упругости, что необходимо учитывать при изготовлении инструмента. Вытяжка Вытяжка – это процесс образования полой заготовки или детали из плоской или полой листовой заготовки.
Вытяжка производится за счет пластической деформации, сопровождаемой смещением значительного объема металла. Формовка Формовка объединяет несколько операций изменения формы листовой заготовки путем местных деформаций различного характера. Сюда относятся: – рельефная формовка; – отбортовка отверстий и наружного контура; – обжатие и др.
Рис. 2.24. Рельефная формовка При проектировании выдавок и ребер жесткости следует иметь ввиду, что глубина выдавливания не должна быть слишком большой из-за возможности образования складок и трещин. Отбортовка наружного контура применяется при изготовлении детали типа крышек и др. Применение отбортовки также увеличивает жесткость детали. Отбортовка отверстий – образование борта по краю отверстия. В основном выполняется для нарезания резьбы в штампованных деталях. Отбортовка под резьбу возможна лишь для мелких резьб (до М5). Шаг резьбы при этом должен быть меньше половины толщины материала.
Рис. 2.25. Отбортовка За одну операцию можно получить высоту бота h, определяемую соотношением h = (0,1–0,4)D.
Рис. 2.26. Обжатие
|
Последнее изменение этой страницы: 2019-05-08; Просмотров: 402; Нарушение авторского права страницы
 Сущность процесса прокатки заключается в деформировании (обжатии) металла между вращающимися валками, зазор между которыми меньше толщины обжимаемой заготовки.
Сущность процесса прокатки заключается в деформировании (обжатии) металла между вращающимися валками, зазор между которыми меньше толщины обжимаемой заготовки. , (2.1)
, (2.1) - высота заготовки.
- высота заготовки. Практика производится гладкими цилиндрическими волоками и волоками, имеющими на своей поверхности особые проточки, называемые ручьями. При плотном соприкосновении волоков их ручьи образуют закрытые контуры, называемые калибрами. Комплект практичных волоков со станиной называют рабочей клетью.
Практика производится гладкими цилиндрическими волоками и волоками, имеющими на своей поверхности особые проточки, называемые ручьями. При плотном соприкосновении волоков их ручьи образуют закрытые контуры, называемые калибрами. Комплект практичных волоков со станиной называют рабочей клетью. калиброванных продуктов различного профиля и тонкостенных труб. При это получают изделие точных размеров, заданной геометрической формы, с чистой и гладкой поверхностью.
калиброванных продуктов различного профиля и тонкостенных труб. При это получают изделие точных размеров, заданной геометрической формы, с чистой и гладкой поверхностью.
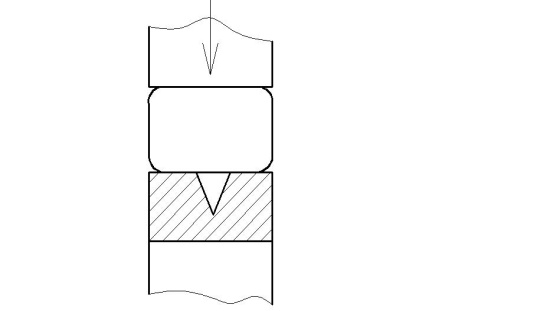
 Рис. 2.5. Осадка
Рис. 2.5. Осадка

 Процесс профилирования прокаткой на профилегибочных станках заключается в постепенном изменении формы сечения плоской заготовки до требуемого профиля при последовательном прохождении полосы или ленты через несколько пар вращающихся фигурных роликов. Обычно таких пар от 6 до 20 и более. При данном методе площадь поперечного и толщина исходной или ленты практически не изменяется. Происходит только их последовательная гибка в поперечном сечении.
Процесс профилирования прокаткой на профилегибочных станках заключается в постепенном изменении формы сечения плоской заготовки до требуемого профиля при последовательном прохождении полосы или ленты через несколько пар вращающихся фигурных роликов. Обычно таких пар от 6 до 20 и более. При данном методе площадь поперечного и толщина исходной или ленты практически не изменяется. Происходит только их последовательная гибка в поперечном сечении.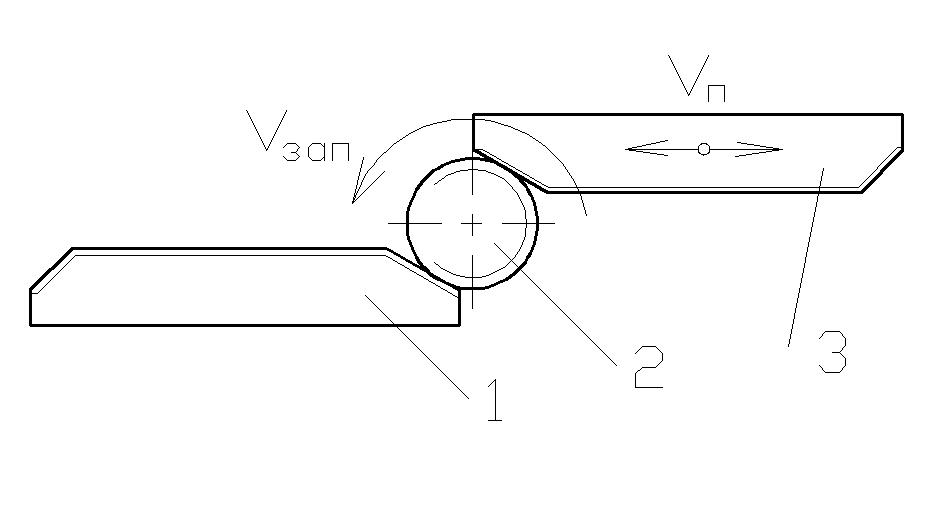 Рис. 2.10. Накатывание резьбы плоскими плашками
Рис. 2.10. Накатывание резьбы плоскими плашками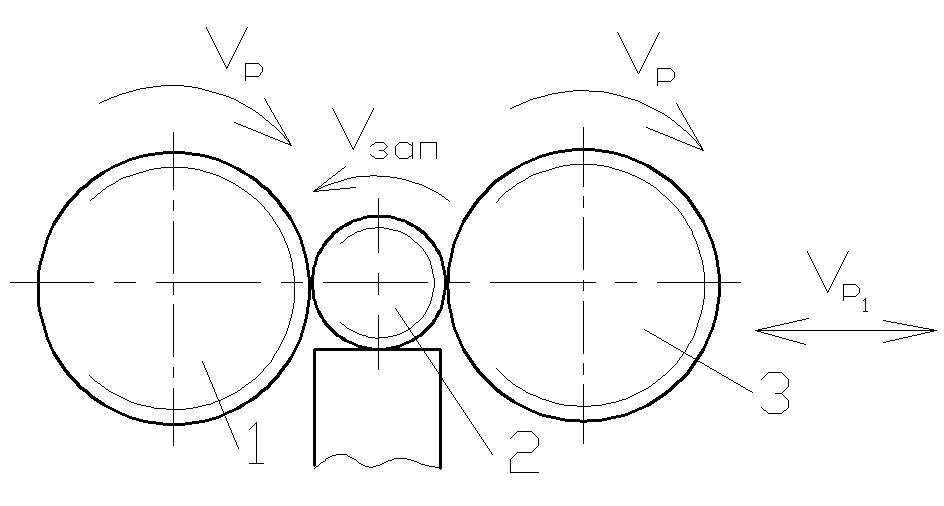 При формировании резьбы плашками заготовку 2 помещают между неподвижной 1 подвижной 3 плашками. На рабочих поверхностях у них имеется рифления, профиль и расположение которых соответствует профилю и шагу накатываемой резьбы. При перемещении подвижной плашки заготовка катится между инструментом, а на ее поверхности образуется резьба.
При формировании резьбы плашками заготовку 2 помещают между неподвижной 1 подвижной 3 плашками. На рабочих поверхностях у них имеется рифления, профиль и расположение которых соответствует профилю и шагу накатываемой резьбы. При перемещении подвижной плашки заготовка катится между инструментом, а на ее поверхности образуется резьба. , (2.2)
, (2.2) – наружный диаметр резьбы, мм;
– наружный диаметр резьбы, мм;  – внутренний диаметр резьбы, мм.
– внутренний диаметр резьбы, мм. Рис. 2.12. Накатывание цилиндрических и конических микромодульных колес
Рис. 2.12. Накатывание цилиндрических и конических микромодульных колес При холодном выдавливании заготовку помещают в полость, из которой металл выдавливают в отверстие, имеющееся в рабочем инструменте. Выдавливание обычно выполняют на кривошипных или гидравлических прессах в штамповках. Рабочими частями штампов являются пуансон (подвижен) и матрица (неподвижная часть формы).
При холодном выдавливании заготовку помещают в полость, из которой металл выдавливают в отверстие, имеющееся в рабочем инструменте. Выдавливание обычно выполняют на кривошипных или гидравлических прессах в штамповках. Рабочими частями штампов являются пуансон (подвижен) и матрица (неподвижная часть формы). Рис. 2.14. Обратное выдавливание
Рис. 2.14. Обратное выдавливание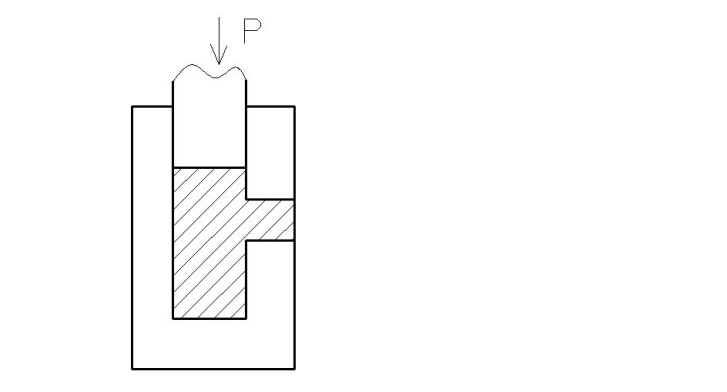 При боковом выдавливании металл вытекает в отверстие в боковой части матрицы в направлении, не совпадающем с направлением движения пуансона.
При боковом выдавливании металл вытекает в отверстие в боковой части матрицы в направлении, не совпадающем с направлением движения пуансона. заготовки поучают деталь.
заготовки поучают деталь.


 Рис. 2.18. Пробивка
Рис. 2.18. Пробивка Прорезка – операция отделения по краю контура с удалением отделенной части.
Прорезка – операция отделения по краю контура с удалением отделенной части. Обрезка – операция полного отделения излишков материала по контуру заготовки, полученной путем вытяжки или объемной штамповки.
Обрезка – операция полного отделения излишков материала по контуру заготовки, полученной путем вытяжки или объемной штамповки. Рис. 2.22. Гибка
Рис. 2.22. Гибка Рис. 2.23. Вытяжка
Рис. 2.23. Вытяжка Рельефная формовка представляет собой изменение формы заготовки, заключается в образовании мелких углублений и выпуклостей за счет растяжения материала. Наиболее часто рельефная формовка применяется для штамповки ребер жесткости и выдавок.
Рельефная формовка представляет собой изменение формы заготовки, заключается в образовании мелких углублений и выпуклостей за счет растяжения материала. Наиболее часто рельефная формовка применяется для штамповки ребер жесткости и выдавок.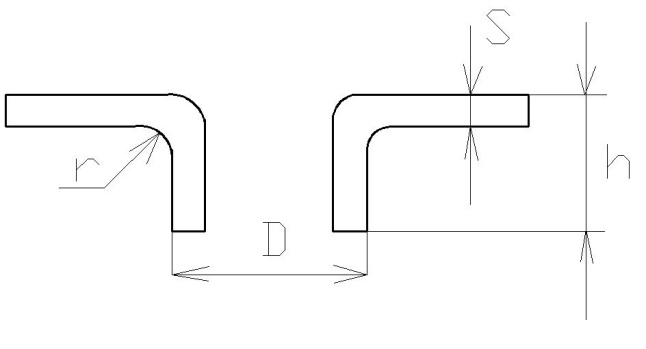
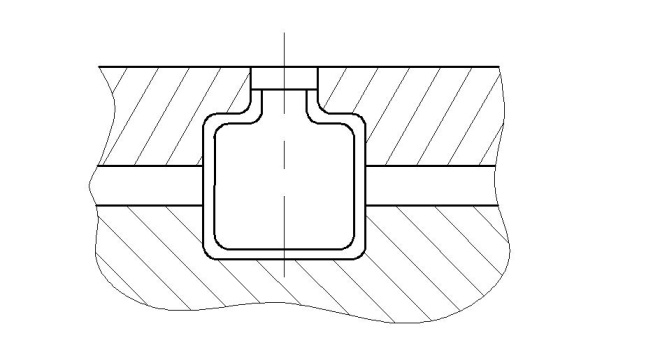 Обжатие – операция образования в полых заготовках местных суженных участков без преднамеренного изменения толщины стенок.
Обжатие – операция образования в полых заготовках местных суженных участков без преднамеренного изменения толщины стенок.