
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВСтр 1 из 23Следующая ⇒
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ ( ручная и механизированная) Курс лекций для студентов дневной и заочной форм обучения факультета технологии
Мозырь 2014 Введение Профессиональное мастерство, зрелость, политехнический кругозор учителя технологии (трудового обучения) - один из самых важных факторов подготовки школьников к активной трудовой деятельности, сознательному выбору профессии. Основу учебно-трудового процесса в мастерской по ручной обработке металла составляет практическое овладение приёмами выполнения операций по их обработке с помощью ручных и механизированных инструментов и приспособлений, практическое освоение которых невозможно без изучения свойств металлов и сплавов. Свойства материалов, их эксплуатационные характеристики и методы их определения ж изучают в курсе “ Материаловедение “. В данном курсе будут рассмотрены технологические операции, используемые при обработке заготовок деталей и изделий из металлов. Общие сведения о ручной и механизированной обработке металлов Технологический процесс ручной и механизированной обработки металлов и его составные элементы Совокупность всех действий людей и орудий производства, необходимых на данном предприятии для изготовления или ремонта выпускаемых изделий, называется производственным процессом. Он включает обработку деталей, сборку из них готовой продукции, ремонт оборудования, изготовление оснастки, режущего инструмента, приспособлений, штампов, пресс - форм, калибров и т.д. Та часть производственного процесса, которая содержит действия по изменению состояния одного определенного предмета производства и последующему определению состояния, называется технологическим процессом. Таким образом, производственный процесс связан с изготовлением изделия в целом, технологический процесс относится к изготовлению какой-либо конкретной детали. Технологический процесс — часть производственного процесса, который содержит действия, выполняемые в определённой последовательности, с целью получения из заготовки детали с определёнными формами, размерами, чистотой поверхности и свойствами. Технологический процесс состоит из технологических операций. Операция - законченная часть технологического процесса, выполняемая на одном рабочем месте. Часть технологической операции, выполняемая при неизменном закреплении обрабатываемой заготовки или собираемой сборочной единицы, называется установом. Технологическая операция подразделяется на переходы. Технологический переход - часть технологической операции, характеризуемая постоянством применяемого инструмента и постоянством поверхностей, образуемых обработкой. Помимо технологических переходов, при которых производится изменение формы, размеров и чистоты поверхностей, различают также вспомогательные переходы, связанные с подготовкой к выполнению технологического перехода. К вспомогательным переходам относятся: установка заготовки, снятие детали, замена инструмента и т.п. Переходы включают рабочие и вспомогательные ходы. Рабочий ход-часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки. Вспомогательный - перемещения инструмента относительно заготовки, которые необходимы для выполнения рабочего хода ( подвод, отвод инструмента и т.п.). Таким образом, технологический процесс подразделяется на операции, операции состоят из переходов, каждый переход включает в себя один или несколько ходов. Графическая и технологическая документация и её виды. Технологический процесс обработки металлов отражается в графической и технологической документации. Графическая документация и её виды Эскиз - графический документ, содержащий приблизительное изображение изделия, выполненный от руки с выдержанными ”на глаз“ соотношениями между частями изделия. Чертёж - графический документ, содержащий точное изображение изделий выполненное с указанием его размеров и соблюдения масштаба при помощи чертёжных принадлежностей. Технический рисунок - графический документ, содержащий наглядное изображение изделия, в котором видны три его стороны. Сборочный чертёж - графический документ, содержащий изображение сборочной единицы и данные, необходимые для её сборки и контроля. По сборочному чертежу производят соединение (сборку) деталей в изделие (сборочную единицу) после того, когда эти детали изготовлены по рабочим чертежам. Над основной надписью рабочих чертежей помещают таблицу - спецификацию, в которой указывают номер позиции, наименование, количество деталей сборочной единицы. Кинематическая схема - схема условных обозначений, изображающих звенья механизма и кинематические пары с указанием размеров, необходимых для кинематического анализа. Электрическая схема - схема электрической цепи, на которой с помощью условных обозначений показывается из каких элементов (диодов, транзисторов, конденсаторов и др.) состоит электрическая цепь и порядок соединения этих элементов между собой. Технологическая документация К технологической документации относятся технологические и маршрутные карты. Технологическая карта - технологический документ, содержащий название и материал изделия, описание последовательности выполнения технологический операций (технологический процесс) изготовления изделия, графическое изображение обрабатываемой заготовки (технический рисунок), указание используемых инструментов и приспособлений.
Таблица 1.1. - Технологическая карта на изготовление изделия
Маршрутная карта - технологический документ, содержащий название, материал, технический рисунок изделия, описание последовательности выполнения работы (маршрут изготовления изделий) указание используемых инструментов и приспособлений. Таблица 1.2. - Маршрутная карта на изготовление изделия
Измерение заготовок и деталей из металлов Понятие о допусках
Размеры деталей определяют с учетом неточностей изготовления и возможных погрешностей измерений. Абсолютно точно выдержать размеры у всей партии деталей практически невозможно, а иногда достижение высокой точности экономически даже нецелесообразно. В процессе конструирования устанавливают наибольшие и наименьшие предельные размеры, обеспечивающие нормальное функционирование изделия, его безотказность и долговечность. Основной расчетный размер, проставляемый на чертеже детали, называется номинальным размером (например, номинальные диаметры, соответственно, отверстия и вала Dн, dн). Предельными называются два предельно допустимых размера (наибольший и наименьший), между которыми должен находиться или которым может быть равен действительный размер. Под действительным понимают размер, установленный измерением с допустимой погрешностью. Верхним предельным отклонением называется алгебраическая разность между наибольшим предельным и номинальным размерами. Для отверстия верхнее предельное отклонение В указанных определениях под термином “отверстие” понимают внутренние элементы (поверхности) деталей, “вал” обозначает наружные элементы. Действительным отклонением называется алгебраическая разность между действительным и номинальным размерами. Отклонение является положительным, если предельный или действительный размер больше номинального, и отрицательным, если указанные размеры меньше номинального. Вал, верхнее отклонение которого равно нулю ( На машиностроительных чертежах номинальные и предельные линейные параметры в миллиметрах проставляют без размерности ( По приведенным на чертеже номинальному размеру, верхнему и нижнему отклонениям определяют наибольший и наименьший предельные размеры. Например, на чертеже дан размер Различают допуск отверстия TDи допуск вала Td. Допуск характеризует заданную точность изготовления. Чем больше допуск, тем меньше точность.
Поле допуска определяется величиной допуска и его положением относительно номинального размера; оно заключено между двумя прямыми, соответствующими верхнему и нижнему отклонениям относительно нулевой линии. Нулевая линия – это линия, соответствующая номинальному размеру, от которой откладывают отклонения размеров при графическом изображении допусков. Для каждого номинального размера стандартом предусмотрен ряд допусков и основных отклонений, характеризующих положение этих допусков относительно нулевой линии. Совокупность допусков, соответствующих одинаковой степени точности для всех номинальных размеров, называют квалитетом. Установлено 19 квалитетов точности: 0, 1; 0; 1; 2; … 17. Наибольшую точность размера характеризует квалитет 0, 1. Положение поля допуска относительно нулевой линии, зависящееот номинального размера, обозначает буквой (или в некоторых случаях двумя буквами) латинского алфавита – прописными для отверстий и строчными для валов. Предельные отклонения от номинального размера на чертежах могут быть показаны условно, например 12е8. В этом случае величины предельных отклонений определяют по специальным таблицам. В данном примере (12е8) размер выразится При сборке соединяемые детали соприкасаются между собой поверхностями, которые называются сопрягаемыми. Остальные поверхности – несопрягаемыми (свободные). Размеры этих поверхностей называются сопрягаемыми или несопрягаемыми (свободными). Различают охватывающую и охватываемую поверхность и соответственно охватывающий и охватываемый размеры. Сопряжение имеет один номинальный размер для отверстия и вала, а предельные, как правило, различные. Если действительные (измеренные) размеры изготовленного изделия не выходят за рамки наибольшего и наименьшего предельных размеров, то оно удовлетворяет требованиям чертежа и выполнено правильно. Соблюдением этого условия обеспечивается принцип взаимозаменяемости деталей.
Таблица 2.1. Классы шероховатости поверхности по ГОСТ 2789-73
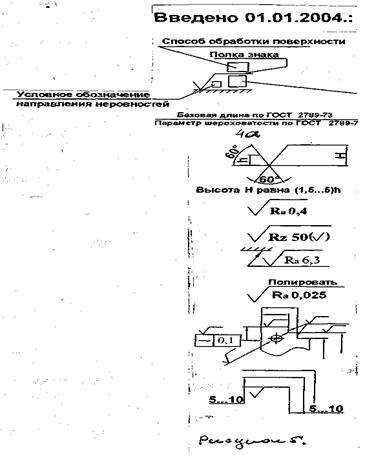
Стандартные значения базовой длины при обозначении шероховатости не указываются. При указании одинаковой шероховатости для всех поверхностей изделия обозначение шероховатости помещают в правом верхнем углу чертежа и на изображении не наносят (рисунок 2.4.). При этом размеры и толщина линий знака должны быть в 1, 5 раза больше, чем в обозначениях, наносимых на изображении изделия.
Рисунок 2.4. Структура обозначения шероховатости поверхностей Методы измерения Измерительный инструмент выбирают в зависимости от заданной точности измерения, допуске размеров и технических условий на изготовление детали. Пример: · линейка точность 0, 5 мм; · штангенциркуль 0, 1 – 0, 02; · микрометр 0, 01 мм. На практике пользуются абсолютным, относительным и косвенным методами измерений. 1. При абсолютном методе производится отсчёт и чтение всей измеряемой величины по шкале измерительного инструмента и прибора (линейка, штангенциркуль и др.). 2. При относительном (сравнительном) методе измеряемый размер сравнивается с установочной мерой и производится отсчёт положительных или отрицательных отклонений м/б шаблон. 3. При косвенном методе измерения искомая величина определяется косвенно по результатам измерения какой - либо других величин, находящейся в определённой зависимости от искомой. Например определения длины окружности путем замера диаметра.
Правка и рихтовка металла Рисунок 3.1. Рихтовальные бабки Для правки применяют молотки из мягкого металла с круглым гладким полированным бойком, так как молотки с квадратным бойком оставляют следы в виде забоин; ( квадратов, углов), или киянки. При рихтовке применяют молотки с радиусным бойком массой 400… 500 г., изготовленные из стали У10. Используют молотки со вставными пластинками из твердого сплава ВК8 или ВК6 и рабочей частью радиуса 0, 05……0, 1 мм. При правке деталей с окончательно обработанной поверхностью и деталей из цветных металлов применяют молотки со вставленными бойками из мягких металлов: меди, свинца или дерева. Правка металла Кривизну деталей проверяют на глаз или по зазору между плитой и уложенной на нее деталью. Края изогнутых частей деталей отмечают мелом. Сила ударов должна быть соизмерима с кривизной и постепенно уменьшаться по мере перехода от наибольшего изгиба к наименьшему. Правка считается законченной, когда все неровности исчезают и деталь станет прямой. Для предохранения рук от ударов и вибраций необходимо надевать рукавицы, прочно держать деталь на плите. Правка полосового металла На выпуклой стороне отмечают мелом границы изгибов, левой рукой в рукавице берут полосу, правой молоток, располагают полосу на правильной доске выпуклостью вверх, соприкасаясь с плитой в двух точках. Удары наносят сначала по наиболее выпуклым местам, переворачивая полосу по мере выправления и регулируя силу ударов (чем больше искривление и толще полоса, тем сильнее удары). По мере выправления полосы силу ударов ослабевают и чаще переворачивают выправляемую полосу до полного выправления. Нельзя наносить несколько ударов по одному и тому же месту во избежание образования новой выпуклости. При наличии нескольких выпуклостей сначала выправляют ближние к концам, а затем – расположенные в середине. Если полосовой металл изогнут по ребру, то удары наносят носком ( не бойком) молотка поперек кромки вогнутости. Вогнутый край полосы удлиняется и полоса выравнивается. Правка прутка Пруток (до 12 мм в диаметре) укладывают на плиту или наковальню выпуклостью вверх. Удары наносят по выпуклой части от краев к середине, регулируя силу ударов в зависимости от диаметра прутка и величины изгиба. При выправлении изгиба силу ударов постоянно уменьшают и, поворачивая пруток вокруг оси, заканчивают правку легкими ударами. Правку короткого пруткового материала можно выполнять на призмах. Правка листового металла Листовой материал и заготовки из его могут иметь волнистую поверхность (рисунок 3.2 а) или с выпучинами (рисунок 3.2 б). На заготовке с волнистой поверхностью обводят мелом или графитовым карандашом волнистые участки. Заготовку кладут полностью на плиту так, чтобы ее края не свисали. Прижимая заготовку рукой, начинают правку.
а б
в г
Рисунок3.2. Изогнутые заготовки из листового металла: а-волнистость, б-выпучина и схемы их правки (в, г) Чтобы растянуть середину заготовки, удары молотком наносят от середины к краю, как указано кружками на рисунке 3.2 в, кружки меньших диаметров соответствуют ударам меньшей силы и более сильные удары наносят в середине, уменьшая их силу по мере приближения к краю заготовки. Следует избегать повторных ударов по одному месту во избежание образования трещин и наклепа. При правке заготовок с выпучинами выявляют покоробленные участки, обводя их мелом или мягким графитовым карандашом. Заготовку кладут выпуклой частью вверх так, чтобы края ее не свешивались, а лежали полностью на опорной поверхности плиты. Сначала наносят один ряд ударов молотком вдоль ближайшего к выпуклости края. Затем наносят удары по второму краю. После этого по первому краю наносят второй ряд ударов и переходят опять ко второму краю. Операцию поочередно повторяют, постепенно приближаясь к выпучине. Удары наносят, постепенно уменьшая их силу и увеличивая частоту. Нельзя наносить удары по одному и тому же месту во избежание образования нового выпуклого участка. При близко расположенных выпуклостях сначала наносят удары между ними, сводя их в одну большую выпуклость, а затем выравнивают поверхность по описанному выше способу. Тонкий листовой металл правят легкими деревянными молотками-киянками, медными, латунными или свинцовыми молотками, а очень тонкие листы кладут на ровную плиту и выглаживают металлическими или деревянными брусками. Рихтовка закаленных деталей После закалки стальные детали иногда коробятся. Точность рихтовки может составлять 0, 01…0, 05 мм. Рихтовку осуществляют специальными рихтовальными молотками, располагая деталь не на плоской плите, а на рихтовальной бабке, ударяя не по выпуклой, а по вогнутой стороне детали (рисунок 3.3 а). При правке закаленного угольника, у которого после закалки изменился угол между полками, удары молотком наносят у вершины внутреннего угла, если угол α меньше 90˚, (рисунок 3.3 б), и у вершин наружного угла (рисунок 3.3 в), если угол α больше 90˚. а б в Рисунок. 3.3. Рихтовка закаленных деталей: а-на рихтовальной бабке, б-угольника по внутреннему углу при α меньше 90˚, в угольника по наружному углу при α больше 90˚, где стрелками обозначены места нанесения ударов Правка валов Правку валов диаметром до 30 мм выполняют на ручных прессах. Вал укладывают на призмы изгибом вверх и осуществляют нажим на вершину изгиба с помощью пресса. Прогиб определяют также на ручном прессе с помощью часового индикатора. Правку изогнутого вала можно производить наклепом но правильной плите (рисунок 3.4). Уложив изогнутый вал на плиту выпуклостью вниз, наносят частые удары (рисунок) небольшим молотком по поверхности вала. После возникновения на поверхности наклепанного слоя просвет между валом и плитой исчезает.
а б
Рисунок.3.4. Схема правки искривленного вала наклёпом (а) и наклепанный слой (б). Правка методом подогрева Профильный металл (таврового и двутаврового сечений, уголки, швеллеры), пустотелые валы, трубы, толстую листовую сталь, поковки правят с нагревом изогнутого места (выпуклости) паяльной лампой или сварочной горелкой до вишнево-красного цвета, а окружающие выпуклость слои металла охлаждают сырым асбестом или мокрой ветошью. Оборудование для правки Ручная правка-малопроизводительная операция и на предприятиях применяют машинную правку, осуществляемую на правильных вальцах, прессах и специальных приспособлениях. Гибочные вальцы бывают ручные и приводные. На трехвалковых гибочных вальцах правят заготовки прямые и изогнутые по радиусу, имеющие на поверхности выпучины и вмятины. Заготовки из листа толщиной до 3 мм правят на ручных, а толщиной до 4 мм на приводных трехвалковых гибочных вальцах. Листогибочная трехвалковая машина имеет расположенные один над другим три валика, которые в зависимости от толщины заготовки можно удалять друг от друга или сближать. Заготовку (лист или полосу) устанавливают между двумя передними валиками и вращая рукоятку по часовой стрелке пропускают заготовку между валиками несколько раз. Правка валов и угловой стали осуществляется на винтовых прессах, когда правка молотком не обеспечивает должного результата. Один рабочий устанавливает, удерживает и контролирует выправляемую заготовку, а второй вращает маховик до тех пор, пока не осуществится правка, что определяют по просвету на поверочной плите.
Разметка и её виды Заготовки деталей поступают на обработку в виде сортового металла, необработанными или частично обработанными. При обработке с поверхности заготовки удаляется слой металла. Разность между размерами заготовки до и после обработки называют припуском для обработки. Чтобы знать, где и до каких размеров вести обработку, заготовку размечают. Разметка – это операция нанесения на обрабатываемую заготовку размерных линий (рисок), определяющих контуры детали или места, подлежащего обработке. По существу разметка представляет собой разновидность выполнения рабочего чертежа на металле. Помимо разметки по чертежу, в медницко-жестяницких работах и в судостроении применяют разметку по месту, по образцу и по шаблону. Большой брак при разметке по месту и по образцу исключает применение их в машиностроении. Разметка по шаблону распространена в школьных учебных мастерских. Различают линейную (одномерную), плоскостную (двухмерную) и объёмную (трёхмерную) разметку. Последнюю иногда называют пространственной. Каждая из них имеет свою специфику, но все обеспечивают удаление с заготовки только припуска до заданных границ, получение изделия определённой формы, требуемых размеров и максимальную экономию материалов. Прочерчиваемые на заготовке границы обработки называют контурными рисками. Различают ещё риски контрольные, приводимые < < в тело> > параллельно контурным, и позволяющие проверить правильность обработки, а также риски вспомогательные – центровочные и некоторые другие, нужные, например, при станочной обработке. Риски получают путём царапания металла или специального покрытия размечаемых поверхностей (мелового, слоя меди, осевшего из раствора медного купороса, слоя краски или лака). Рис.4.2. Кернеры: а - обыкновенный; б – кернер-циркуль; в – кернер-колокол (центроискатель); г - механический (пружинный) (1 – кернер; 2 – стержень; 3, 5, 6 – свинченные части; 4 – плоская пружина; 7, 11- пружины; 8-ударник; 9- заплечики; 10 – сухарь); д – электрический (1-кернер; 2, 5-пружины; 3-ударник; 4- катушка; 6 – корпус).
Кроме описанных обычных кернеров, применяют специальные, механические и электрические кернеры. Специальные кернеры могут иметь угол заострения 30…45°, а также 75°. последним размечают центры отверстий, подлежащие сверлению. Изготовляют кернеры, прикрепляемые к разметочному циркулю и к более короткому кернеру. Первые удобны для накернивания дуг, а вторые – для шаговой разметки, при которой строго регламентированы расстояния между кернами. Механический кернер, освобождающий разметчика от ударов молотком и обеспечивающий идентичность кернов, имеет в трубчатом корпусе между заострённой частью и крышкой две пружины, одна из которых при нажатии остриём кернерна заготовки сжимается, а затем мгновенно освобождается и наносит удар по концу стержня. Вторая пружина восстанавливает начальное положение. Электрический кернер аналогичен механическому, но вместо пружины удар наносит сердечник, втягивающийся в катушку электромагнита, включаемого при нажатии остриём кернера размечаемой заготовки. Циркули используют для разметки окружностей и дуг, деления отрезков и окружностей, геометрических построений, переноса размеров с измерительных линеек на деталь. Разметочные циркули бывают простыми, с дугой, точными и пружинными. В точном циркуле имеется устройство для установки непосредственно по его шкале с точностью до 0, 2мм. Применяют в циркулях и сменные иглы, затягиваемые гайками. В промышленности и учебных мастерских применяют также разметочный штангенциркуль. Простота его конструкции и небольшая масса позволяют организовать производство этого инструмента в учебных мастерских педагогических унмверситетов. Малку применяют для нанесения рисок, наклоненных к границам заготовки. Малка состоит из двух линеек, соединённых шарниром, на конце которого перемещается по резьбе барашек для фиксации определённого угла между линейками. Малка с транспортиром становится угломером. Угольники, используемые для построения прямых углов и нанесения параллельных линий при плоскостной разметке, имеют либо полку на одной из сторон (в этом случае их называют аншлажными ), либо разную толщину сторон (короткая сторона у них толще длинной). Подготовка к разметке Перед разметкой выполняются следующие операции: - очистить заготовку от грязи, окалин, следов коррозии стальной щёткой; - осмотреть заготовку для обнаружения раковин, пузырей, трещин, измерение для принятия мер к удалению этих дефектов, если это возможно; размеры заготовки тщательно рассчитываются так, чтобы после обработки на поверхности не осталось дефектов; - измерение чертежа размечаемой детали, составление плана разметки (установка детали на плите, способ и порядок разметки, учёт припусков на обработку (по справочникам с учётом материала и размеров детали)); - определение базовых поверхностей (базы) заготовки, от которых следует откладывать размеры в процессе разметки - за базы удобно брать обработанные кромки заготовки; - подготовка поверхности к окрашиванию. Для окрашивания используют различные красители: - мел, разведённый в воде с добавкой 50г столярного клея на 1 кг мела и доведённый до кипения; - обыкновенный сухой мел; - раствор медного купороса; - спиртовый лак (раствор смол в спирте) используют при точной разметке обработанных поверхностей небольших изделий; - быстросохнущие лаки и краски (используют при разметке больших изделий); Цветные металлы, горячекатаный и профильный стальной материал лаками и красками не обрабатывают. При нанесении красителя заготовку держат в левой руке в наклонном положении и слой красителя наносят на поверхность перекрёстными вертикальными и горизонтальными движениями кисти.
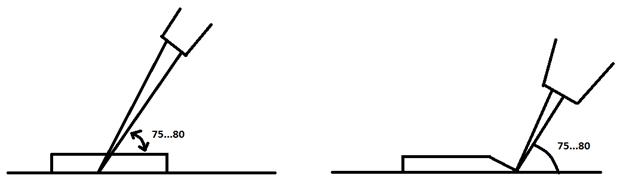
Приёмы плоскостной разметки Сначала проводят горизонтальные, а затем вертикальные разметочные риски, после этого наклонные и последними окружности, дуги и закругления. Прямые риски наносят чертилкой (Рис. 4.3.), наклонённой по направлению её перемещения в сторону от линейки на 75°-85°. Чертилку прижимают к линейке, которая должна плотно прилегать к детали. Риску проводят один раз. Перпендикулярные риски наносят с помощью угольника. Первую риску проводят по угольнику, полку которого приставляют к боковой поверхности разметочной плиты. После этого угольник прикладывают к смежной боковой поверхности разметочной плиты и проводят риску, которая будет перпендикулярна первой.
Рис. 4.3. Приёмы нанесения рисок.
Определение центров окружностей осуществляют с помощью центроискателей и центронаметчиков. Центроискатель – это угольник с измерительной линейкой, являющейся биссектрисой прямого угла. После установки угольника-центроискателя на наружную поверхность изделия проводят чертилкой риску. Она пройдёт через центр окружности. Повернув угольник примерно на 90°, проводят вторую прямую. На их пересечении будет находиться центр. В случае малого диаметра размечаемого торца (до 40 мм) используют кернер-центоискатель. Это обыкновенный кернер, размещённый в воронке (колоколе). В воронку вставлен фланец с отверстием, где скользит кернер. Воронку прижимают к торцу изделия и молотком ударяют по головке кернера. За счёт возвратной пружины кернер возвращается в исходное состояние. Шарнирный центроискатель – четыре шарнирносвязанные планки, соединённые пружинами. С его помощью находят положения центровых не только цилиндрических, но и конических, прямоугольных и других отверстий. Часто используют штангенциркуль, центроискатель, транспортир, ватерпас с градусной шкалой для измерения уклонов с точностью до 0, 0015°, угломер часового типа.
РУБКА МЕТАЛЛА
Сущность и назначение рубки Рубкой называется слесарная операция, при которой с помощью режущего (зубила, крейцмейселя и др.) и ударного (слесарного молотка) инструмента с поверхности заготовки (детали) удаляются лишние слои металла или заготовка разрубается на части. Рубка производится в тех случаях, когда по условиям производства станочная обработка трудно выполнима или нерациональна и когда не требуется высокой точности обработки. Рубка применяется для удаления (срубания) с заготовки больших неровностей (шероховатостей), снятия твердой корки, окалины, заусенцев, острых углов кромок на литых и штампованных деталях, для вырубания шпоночных пазов, смазочных канавок, для разделки трещин в деталях под сварку (разделка кромок), срубания головок заклепок при их удалении, вырубания отверстий в листовом материале. Кроме того, рубка применяется, когда необходимо от пруткового, полосового или листового материала отрубить какую-то часть. Заготовку перед рубкой закрепляют в тисках. Крупные заготовки рубят на плите или наковальне, а особо крупные - на том месте, где они находятся. В зависимости от назначения обрабатываемой детали рубка может быть чистовой и черновой. В первом случае зубилом за один рабочий ход снимают слой металла толщиной от 0, 5 до 1 мм, во втором - от 1, 5 до 2 мм. Точность обработки, достигаемая при рубке, составляет 0, 4... 1 мм.
Рисунок. 5.1. Схема работы клина Рассмотрим работу клина. Под действием силы Рна боковых поверхностях клина возникают силы нормального давления N =
Рассмотрим, как влияет изменение угла заострения клина β на условия резания. При β = 60°, N = Р - нормальная сила N равна действующей Р, при β < 60°, N > Р - имеется выигрыш в силе, при β > 60°, N < Р - для резания потребуется приложить большую внешнюю силу. В зависимости от того, как будет заострен режущий клин, как он будет установлен по отношению к плоскости (поверхности) детали и как будет направлена сила, двигающая клин в слое металла, можно получить наибольший или наименьший выигрыш в силе, затрачиваемой в процессе резания, снизить шероховатость поверхности, увеличить срок службы инструмента (рисунок 5.2). Чем острее клин, т.е. чем меньше угол, образованный его сторонами, тем меньшее усилие потребуется для его углубления в материал. Теорией и практикой резания установлены определенные углы заострения режущих инструментов для различных металлов.
Рисунок 5.4 – Инструменты для рубки: а - зубило, б - крейцмейсель, в – канавочник Режущий инструмент. Слесарное зубило представляет собой стальной стержень, изготовленный из инструментальной углеродистой или легированной стали (У7А, У8А, 7ХФ, 8ХФ). Зубило состоит изтрех частей - рабочей, средней и ударной (рисунок 5.4а). Рабочая часть зубила представляет собой стержень с клиновидной режущей частью (лезвием) 1 на конце, заточенной под определенным углом. Ударная часть (боек) 4 сделана суживающейся кверху, вершина ее закруглена. За среднюю часть 3 зубило держат при рубке. Угол заострения выбирают в зависимости от твердости обрабатываемого металла. Рекомендуемые углы (град) заострения зубила для рубки некоторых материалов приведены ниже.
Твердые материалы (твердая сталь, бронза, чугун)....70 Материалы средней твердости (сталь)..............60 Мягкие материалы (латунь, медь, титановые сплавы)...45Алюминиевые сплавы.....................35
Зубило изготовляют длиной 100, 125, 160, 200 мм, ширина рабочей части соответственно равна 5, 10, 16 и 20 мм. Рабочую часть зубила на длине 0, 3...0, 5 закаливают и отпускают. После термической обработки режущая кромка должна иметь твердость НRСэ 53...59, а боек – НRСэ 35...45. Крейцмейсель (рисунок 5.4 б) отличается от зубила более узкой режущей кромкой и предназначен для вырубания узких канавок, шпоночных пазов и т. п. Однако довольно часто им пользуются для срубания поверхностного слоя с широкой плиты: сначала крейцмейселем прорубают канавки, а оставшиеся выступы срубают зубилом. Крейцмейсель изготовляют из тех же материалов, что и зубила. Значения углов заострения и твердости рабочих и ударных частей крейцмейселя и зубила также одинаковы. Для вырубания профильных канавок - полукруглых, двугранных и других - применяют специальные крейцмейсели, называемые канавочниками (рисунок 5.4 в). Они отличаются от крейцмейселя только формой режущей кромки. Канавочники изготовляют из стали У8 А длиной 80, 100, 120, 150, 200, 300 и 350 мм с радиусом закругления 1; 1, 5; 2; 2, 5 и 3 мм. Слесарный молоток - это инструмент для ударных работ, состоящий из ударника и рукоятки. Молотки изготовляют двух типов - с квадратным (рисунок 5.5 а) и круглым (рисунок 5.5 б) бойком. Основной характеристикой молотка является его масса. Популярное:
|
Последнее изменение этой страницы: 2016-03-17; Просмотров: 3958; Нарушение авторского права страницы
 ; для вала
; для вала  .
. ), и отверстие, нижнее отклонение которого равно нулю (
), и отверстие, нижнее отклонение которого равно нулю (  ), называются, соответственно, основным валом и основным отверстием.
), называются, соответственно, основным валом и основным отверстием. ;
;  ;
;  ). Верхнее отклонение ставят немного выше, а нижнее – несколько ниже номинального размера. При равенстве абсолютных величин отклонений их указывают один раз со знаком ± рядом с номинальным размером и одинаковым с ним шрифтом (50±0, 2). Отклонение, равное нулю, на чертежах не ставят. В этом случае дают только одно отклонение – положительное на месте верхнего или отрицательное на месте нижнего предельного отклонения (
). Верхнее отклонение ставят немного выше, а нижнее – несколько ниже номинального размера. При равенстве абсолютных величин отклонений их указывают один раз со знаком ± рядом с номинальным размером и одинаковым с ним шрифтом (50±0, 2). Отклонение, равное нулю, на чертежах не ставят. В этом случае дают только одно отклонение – положительное на месте верхнего или отрицательное на месте нижнего предельного отклонения (  ;
;  ). Другие единицы измерения (сантиметры, метры) указывают у соответствующего размера или в технических требованиях.
). Другие единицы измерения (сантиметры, метры) указывают у соответствующего размера или в технических требованиях. . Это значит, что наибольший предельный размер 40+0, 2=40, 2 мм, а наименьший 40-0, 1=39, 9 мм. Разность между наибольшим и наименьшим предельными размерами называют допуском размера Т. Его можно определить и как абсолютную величину алгебраической разности между верхним и нижним отклонениями.
. Это значит, что наибольший предельный размер 40+0, 2=40, 2 мм, а наименьший 40-0, 1=39, 9 мм. Разность между наибольшим и наименьшим предельными размерами называют допуском размера Т. Его можно определить и как абсолютную величину алгебраической разности между верхним и нижним отклонениями.
 Допуски можно изобразить графически в виде полей допусков (рисунок 2.1.).
Допуски можно изобразить графически в виде полей допусков (рисунок 2.1.). . Наибольший предельный размер будет равен 12-0, 032=11, 968 мм, а наименьший 12-0, 059=941 мм.
. Наибольший предельный размер будет равен 12-0, 032=11, 968 мм, а наименьший 12-0, 059=941 мм.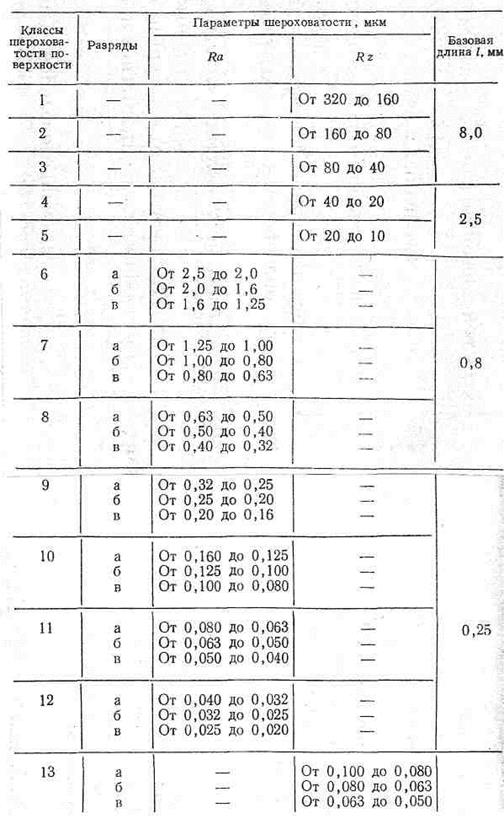












 , которые производят разделение частиц металла.
, которые производят разделение частиц металла.