|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Инструменты и приспособления для объёмной разметки металлов
Объёмная разметка наиболее сложна. Её особенность в необходимости увязывать между собой разметку поверхностей, находящихся под разными углами друг к другу и изображаемых на разных видах. Разметочная плита в этом процессе играет роль вспомогательной плоскости. Рейсмас – основной инструмент для пространственной разметки служит для нанесения параллельных, вертикальных и горизонтальных линий, проверки установки деталей на плите. Обычный рейсмас состоит из массивного чугунного основания, вертикальной стойки, чертилки и хомутика с винтом, закрепляющим чертилку на стойке. Для более точной разметки применяют штангенрейсмас с микрометрическим винтом. Наиболее точные результаты получают при использовании рейсмаса, набора плоскопараллельных плиток, вставляемых вместе со специальной чертилкой в струбцину или рамку на жёстком основании. В качестве чертилок в этом случае часто применяют острозаточенные сменные ножки штангенрейсмаса, Линии, перпендикулярные к ранее нанесённым горизонтальным, проводят, пользуясь аншлажным угольником или рейсмасом, поворачивая заготовку на 90°. При объёмной разметке для дальнейшей обработки заготовок важно выбрать базовые поверхности. Поверхность или её след в виде линии, от которой отсчитывают размеры на чертеже и детали называют базой отсчёта (или конструкторской базой). Обычно размеры на чертеже проставляют от одной конструкторской базы. Этот способ называемый координатным, исключает суммирование ошибок отдельных размеров. Установочными базами называют поверхности, строго ориентированные относительно плиты, на которые опирается заготовка при разметке от базы отсчёта. Таким образом, установочные и базы отсчёта пригнаны к поверхности плиты (лучше всего, когда последние параллельны) и можно вести разметку не от базы отсчёта, а от поверхности плиты. В качестве заключительных приспособлений при разметке используют подкладки различной формы: плоские, призматические, цилиндрические, с двутавровым сечением, клиновидные для правильной установки деталей на разметочной плите, домкраты для установки громоздких и тяжёлых заготовок, выдвижные центры для разметки цилиндрических деталей.
Подготовка к разметке Перед разметкой выполняются следующие операции: - очистить заготовку от грязи, окалин, следов коррозии стальной щёткой; - осмотреть заготовку для обнаружения раковин, пузырей, трещин, измерение для принятия мер к удалению этих дефектов, если это возможно; размеры заготовки тщательно рассчитываются так, чтобы после обработки на поверхности не осталось дефектов; - измерение чертежа размечаемой детали, составление плана разметки (установка детали на плите, способ и порядок разметки, учёт припусков на обработку (по справочникам с учётом материала и размеров детали)); - определение базовых поверхностей (базы) заготовки, от которых следует откладывать размеры в процессе разметки - за базы удобно брать обработанные кромки заготовки; - подготовка поверхности к окрашиванию. Для окрашивания используют различные красители: - мел, разведённый в воде с добавкой 50г столярного клея на 1 кг мела и доведённый до кипения; - обыкновенный сухой мел; - раствор медного купороса; - спиртовый лак (раствор смол в спирте) используют при точной разметке обработанных поверхностей небольших изделий; - быстросохнущие лаки и краски (используют при разметке больших изделий); Цветные металлы, горячекатаный и профильный стальной материал лаками и красками не обрабатывают. При нанесении красителя заготовку держат в левой руке в наклонном положении и слой красителя наносят на поверхность перекрёстными вертикальными и горизонтальными движениями кисти.
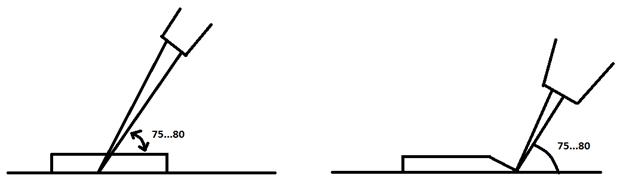
Приёмы плоскостной разметки Сначала проводят горизонтальные, а затем вертикальные разметочные риски, после этого наклонные и последними окружности, дуги и закругления. Прямые риски наносят чертилкой (Рис. 4.3.), наклонённой по направлению её перемещения в сторону от линейки на 75°-85°. Чертилку прижимают к линейке, которая должна плотно прилегать к детали. Риску проводят один раз. Перпендикулярные риски наносят с помощью угольника. Первую риску проводят по угольнику, полку которого приставляют к боковой поверхности разметочной плиты. После этого угольник прикладывают к смежной боковой поверхности разметочной плиты и проводят риску, которая будет перпендикулярна первой.
Рис. 4.3. Приёмы нанесения рисок.
Определение центров окружностей осуществляют с помощью центроискателей и центронаметчиков. Центроискатель – это угольник с измерительной линейкой, являющейся биссектрисой прямого угла. После установки угольника-центроискателя на наружную поверхность изделия проводят чертилкой риску. Она пройдёт через центр окружности. Повернув угольник примерно на 90°, проводят вторую прямую. На их пересечении будет находиться центр. В случае малого диаметра размечаемого торца (до 40 мм) используют кернер-центоискатель. Это обыкновенный кернер, размещённый в воронке (колоколе). В воронку вставлен фланец с отверстием, где скользит кернер. Воронку прижимают к торцу изделия и молотком ударяют по головке кернера. За счёт возвратной пружины кернер возвращается в исходное состояние. Шарнирный центроискатель – четыре шарнирносвязанные планки, соединённые пружинами. С его помощью находят положения центровых не только цилиндрических, но и конических, прямоугольных и других отверстий. Часто используют штангенциркуль, центроискатель, транспортир, ватерпас с градусной шкалой для измерения уклонов с точностью до 0, 0015°, угломер часового типа.
Популярное:
|
Последнее изменение этой страницы: 2016-03-17; Просмотров: 3556; Нарушение авторского права страницы