
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Пояснения к выполнению работы.
Точить на установленной в токарном станке заготовке 25 шеек на заданном режиме резания, при этом каждый раз заново настраивать положение резца на необходимую глубину резания, используя метод пробных проходов. Произвести измерения всех 25-ти шеек на заготовке и полученные результаты внести в протокол (графа di ). .Установить количество интервалов, которое обычно равно корню квадратному из числа измерений. Принимаем количество интервалов, равное 5, при этом цена деления интервала должна быть больше погрешности измерений диаметра шеек и все измерения диаметров должны укладываться в границах всех 5-ти интервалов, которые имеют одинаковую про- тяжённость по оси абсцисс. В каждый из интервалов войдёт различное количество шеек, при этом если размер шейки попадает на границу интервалов, то принять для каждого интервала по 0, 5 шейки. Построить график, расположив по оси абсцисс значения di или их отклонения от номинального диаметра, а по оси ординат значение m (число шеек, попавших в каждую группу и характеризующих частоту), то получившаяся кривая выражает закон эмпирического распределения размеров обрабатываемых заготовок в данной партии, состоящей из 25 заготовок. По оси ординат можно также отложить отношение Пример. Произвести математическую обработку результатов измерения партии из 50 валиков для определения величины рассеивания и построения эмпирической и теоретической кривых распределения. Диаметр валика 17, 20 –0, 03+0, 05 Заготовки обработаны при одной настройке станка по методике, описанной выше. без смены Диаметры валиков измерены микрометром МК 25. Результаты измерения диаметров валиков после их распределения в восьми интервалах (корень квадратный из 50) с точностью 0, 01 мм сведены в табл.1.
Таблица 1
Среднее квадратическое отклонение результатов обработки валиков
где
Для упрощения расчетов составляем табл.2 После заполнения графы 4 определим средний арифметический размер:
В результате расчета по графам 5 и 6 получаем после суммирования величины графы 7:
Таблица 2
Примечание - В графах 6 и 7 для упрощения расчетов отклонения xi умножаем на 100 и, чтобы компенсировать изменение величин, умножаем на
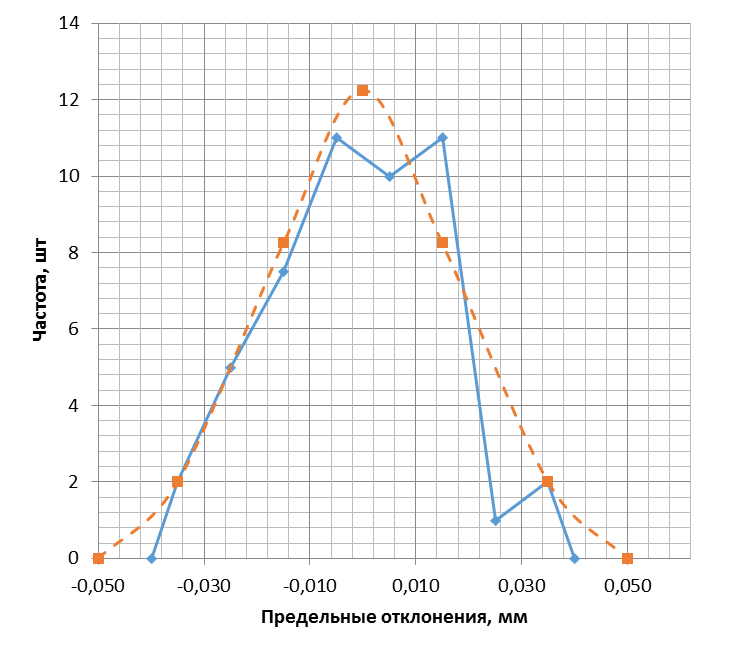
По данным табл.1 строим кривую эмпирического распределения. Откладываем по оси ординат значения m, а по оси абсцисс – значения d i в соответствующем интервале (рис.1, сплошная линия).
Для построения теоретической кривой нормального распределения по оси абсцисс откладываем значения размеров di = Для размера
Рис. 1 Кривые эмпирического и теоретического нормального распределения.
Кривая нормального распределения простирается в обе стороны в бесконечность и асимптотически приближается к оси абсцисс. Можно принять, что y4=y5=0 при Для сопоставления теоретической кривой нормального распределе-ния с эмпирической кривой распределения фактических размеров следует привести вычисленные значения y к масштабу, в котором вычерчена кривая распределения фактических размеров. Для этого значения y1, y2, y3, y4 и y5 следует умножить на n и 𝛥 d (где n – общее число деталей, 𝛥 d – интервал размеров) и подставить значения 𝜎:
В соответствии с полученными данными строим теоретическую кривую нормального распределения (рис.1). Суммарная погрешность при обработке валика составила
Допуск на точение валика составлял 0, 09 мм. Погрешность токарной обработки валика превысила установленный допуск и привела к появлению брака (заштрихованный участок площади, ограниченной эмпирической кривой)
Содержание отчета 7.1. Наименование станка, модель, техническая характеристика. 7.2. Данные об измерительных средствах: 7.3. Эскиз заготовки. 7.4. материал режущего инструмента,. 7.5. Режимы резания. 7.6. Результаты замеров 7.7.Составление таблиц: интервалов, частоты, квадратов отклонений (см. табл.1и 2). 7.8.Построение кривых эмпирического и теоретического нормального распределения с расчетами. 7.9.Основной вывод о соответствии полученных размеров шеек при токарной обработке заданному допуску.
Графики кривых распределения размеров шеек при токарной обработке
Лабораторная работа № 3 Определение погрешности закрепления заготовки в 3-х кулачковом и в цанговом патронах
1 Предварительная подготовка Погрешности закрепления заготовок в 3х- кулачковом и цанговом патронах могут быть исследованы методом построения графика радиальных смещений заготовки в зависимости от способа установки. Для установления погрешностей закрепления для каждого из исследуемых способов установки показания индикатора сводятся в протокол измерений, служащие в дальнейшем основанием для построения графика радиальных смещений заготовки после выполнения необходимых расчетов по определению величины рассеивания и параметров распределения Затем строится график радиальных смещений, где по оси ординат откладывается частость в процентах, а по оси абсцисс – радиальные смещения заготовки в миллиметрах. Этот график позволит определить величину рассеивания радиальных смещений и их максимальное значение. Популярное:
|
Последнее изменение этой страницы: 2016-03-17; Просмотров: 1227; Нарушение авторского права страницы
 , которое называют частостью появления случайного события (в данном случае шеек одной точности в выборке одного интервала).
, которое называют частостью появления случайного события (в данном случае шеек одной точности в выборке одного интервала). ;
;  - действительные размеры;
- действительные размеры;  - средний размер;
- средний размер;  – частота события; n – общее количество деталей, (
– частота события; n – общее количество деталей, (  = 50).
= 50). =
=  -
-  мм.
мм.  ;
; 
 .
. 






 по оси ординат откладываем частоту
по оси ординат откладываем частоту
 .
. 
 .
.  при xi = 0
при xi = 0 

 при
при 

 =0, 984 мм
=0, 984 мм  и
и  .
.