|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Микроструктура металла зоны термического влияния
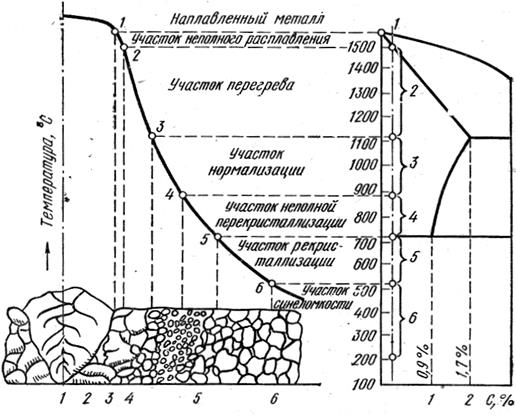
В зоне термического влияния сварного соединения из низкоуглеродистой стали различают участки неполного расплавления, перегрева, полной перекристаллизации или нормализации, рекристаллизации (рис. 4.2).
Участок неполного расплавления является переходным от наплавленного металла к основному и представляет узкую полоску основного металла, которая при сварке находится при температурах ниже линии ликвидуса, но выше солидуса. В процессе сварки этот участок нагревается до температуры, несколько превосходящей температуру плавления, и находится в твердожидком состоянии, что способствует протеканию диффузии некоторых элементов между твердой и жидкой фазой переходной зоны. Переходная зона отличается по своему химическому составу, как от основного, так и наплавленного металла. Ширина участка зависит от характера источника нагрева и состава металла, она измеряется микронами до 0, 1÷ 0, 4 мм. Структура: феррито-перлитная с окантовкой перлитных выделений ферритными прослойками. Свойства этого участка оказывают решающее влияние на работоспособность сварной конструкции. Здесь происходит образование металлической связи между металлом шва и свариваемой деталью. Если между зернами имеется пленка окислов или осажденных газов, то в этом месте не произойдет прочной металлической связи и этим можно объяснить образование трещин в зоне сплавления, что объясняется внутренними напряжениями. Участок перегрева ограничивается со стороны шва температурой участка неполного расплавления, а со стороны основного металла – температурой, примерно 1100 °С. На этом участке (1450÷ 1100 °С) металл при сварочном нагреве претерпевает полиморфное (аллотропное) превращение из Fed (ОЦК-решетка) в Feg (ГЦК-решетка). Нагрев металла на этом участке происходит значительно выше Ас3, поэтому наблюдается перегрев и рост аустенитного зерна. В процессе остывания образуется крупнозернистая видманштеттова структура. Кристаллы доэвтектоидного феррита ориентированно прорастают относительно кристаллической решетки аустенита через крупное зерно перлита и имеют форму пластин. Участок перегрева характеризуется пониженной пластичностью и особенно низкой вязкостью (вязкость при этом падает на 25% и более). Ширина этого участка 1÷ 3 мм, чем меньше его протяженность, тем выше качество сварного соединения. Перегретый металл является слабым местом в сварном соединении. Участок нормализации охватывает температурный интервал 1100÷ 900 °С, что несколько выше точки Ас3. На этом участке происходит полная перекристаллизация или нормализация с образованием мелкозернистой структуры. Длительность пребывания стали при этих температурах невелика, зерно аустенита не успевает вырасти. Последующая перекристаллизация приводит к получению равноосной структуры феррита и небольшого количества перлита. Ширина этого участка в зависимости от способа и режима сварки изменяется от 1, 2 до 4 мм.
При последующем охлаждении растворившийся в аустените феррит будет из аустенита выделяться с образованием новых зерен. Заканчивается вторичная кристаллизация эвтектоидным превращением оставшегося аустенита в перлит. Структура перекристаллизованного материала будет состоять из феррита (не изменившегося при нагреве) и колоний мелких зерен феррита и перлита, расположенных вокруг него, которые образуются при перекристаллизации. По прочности металл этого участка занимает промежуточное положение между металлом участка полной перекристаллизации и основным металлом. Участок рекристаллизации наблюдается в сталях, подвергавшихся до сварки пластической деформации. На этом участке в интервале температур 450÷ 700 °С наблюдается рост новых равноосных зерен из раздробленных при пластической деформации зерен. Микроструктура: равноосные зерна феррита и небольшое количество перлита. Если до сварки металл не подвергался пластической деформации (например, литые сплавы), рекристаллизации не происходит. Участок синеломкости охватывает температурный интервал 200÷ 400 °С, при котором появляются синие цвета побежалости на поверхности металла. При сварке низкоуглеродистых сталей, содержащих кислорода более 0, 005%, азота более 0, 005% и водорода более 0, 0005%, участок синеломкости характеризуется резким снижением вязкости. Снижение вязкости вызывается, вероятно, старением металла, когда из пересыщенного феррита выпадают тонкодисперсные оксиды, нитриды и карбиды железа. Они скапливаются вокруг дефектных участков кристаллической решетки, повышая прочность и снижая пластичность металла. Оборудование, инструменты и материалы для выполнения работы Металлографические микроскопы МИМ-7, МИМ-8М, коллекции микрошлифов сварных соединений, альбомы фотографий микрошлифов сварных соединений. Популярное:
|
Последнее изменение этой страницы: 2016-03-15; Просмотров: 1823; Нарушение авторского права страницы