|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Цилиндровые и дисковые шлифовальные станки.⇐ ПредыдущаяСтр 12 из 12
На цилиндровых шлифовальных станках абразивная лента надета на образующую поверхность цилиндра. На некоторых из этих станков, помимо окончательного шлифования, выполняется калибрование и снятие провесов в собранных узлах. Вследствие ограниченной окружности барабана, относительно высокой температуры процесса и быстрого засорения ленты при шлифовании на барабанных шлифовальных станках получается худшее качество поверхности по сравнению с использованием широколенточных шлифовальных станков. Функциональные схемы многоцилиндровых шлифовальных станков приведены на рис. 10.3. Станки с нижним расположением шлифовальных цилиндров и двусторонние оборудованы вальцовой подачей, станки с верхним расположением цилиндров – конвейерной. Конструктивно шлифовальный барабан представляет собой тщательно сбалансированный цилиндр диаметром 280-300 мм, длиной 750-2200 мм. На поверхности барабана укреплен слой мягкого материала (поролон или войлок), служащий прокладкой между абразивной лентой и барабаном. Лента надевается на барабан по спирали и натягивается с помощью натяжного устройства. Дисковые шлифовальные станки предназначены для шлифования плоскостей различных деталей. Главным рабочим органом служит диск со шлифовальной лентой. Он может быть расположен горизонтально или вертикально. Наибольшее распространение получили станки с вертикально расположенными дисками. Иногда их выполняют двухдисковыми и снабжают шлифовальной бабиной, что расширяет технологические возможности станка, позволяя обрабатывать выпуклые и вогнутые поверхности.
Рис. 10.3. Функциональные схемы многоцилиндровых шлифовальных станков: а – с нижним расположением цилиндров; б – с верхним расположением цилиндров; 1 – шлифовальные цилиндры; 2 – щетки; 3 – прижимные вальцы; 4 – подающие вальцы; 5 – подающий конвейер.
Технологические расчеты. Ленточные шлифовальные станки. Сила резания для станков с горизонтальным столом, Н:
где K = 0, 5-0, 8 – коэффициент сопротивления шлифованию. Меньшее значение для шлифования древесины твердых пород мелкозернистой шкуркой; большее значение – для шлифования древесины мягких пород крупнозернистой шкуркой; f = 0, 4 – коэффициент терния ленты о стол; Q – усилие прижима детали к ленте; G – вес детали, Н. Сила резания для станков с вертикальным столом, Н:
где Q = 100-150 Н – сила прижима детали к ленте. Сила резания для станков с подвижным столом, Н:
где Q = 50-150 Н – сила прижима детали к ленте; f – коэффициент трения ленты об утюжок. Мощность резания древесины при шлифовании, кВт:
где V = 15-28 м/с – скорость резания (движения ленты). Величина усилия нажима на ленту лимитируется прочностью ленты. Дисковые шлифовальные станки. Сила резания для дисковых шлифовальных столов, Н:
где K = 0, 5-0, 8 – коэффициент сопротивления шлифованию. Меньшее значение для шлифования древесины твердых пород мелкозернистой шкуркой; большее значение – для шлифования древесины мягких пород крупнозернистой шкуркой; Q – усилие ручного прижима детали к диску (100-150 Н); Мощность резания древесины для дисковых шлифовальных станков, кВт:
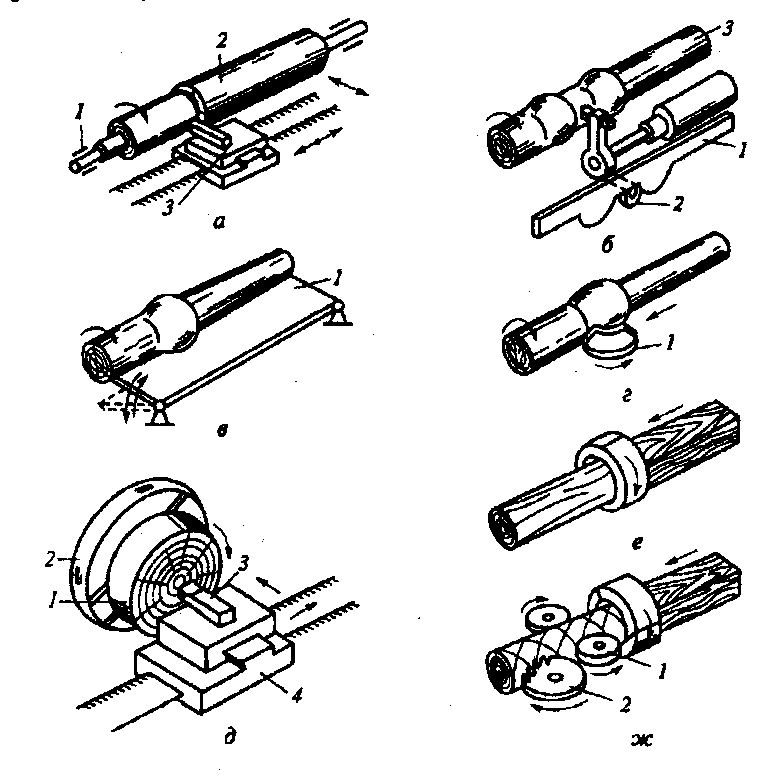
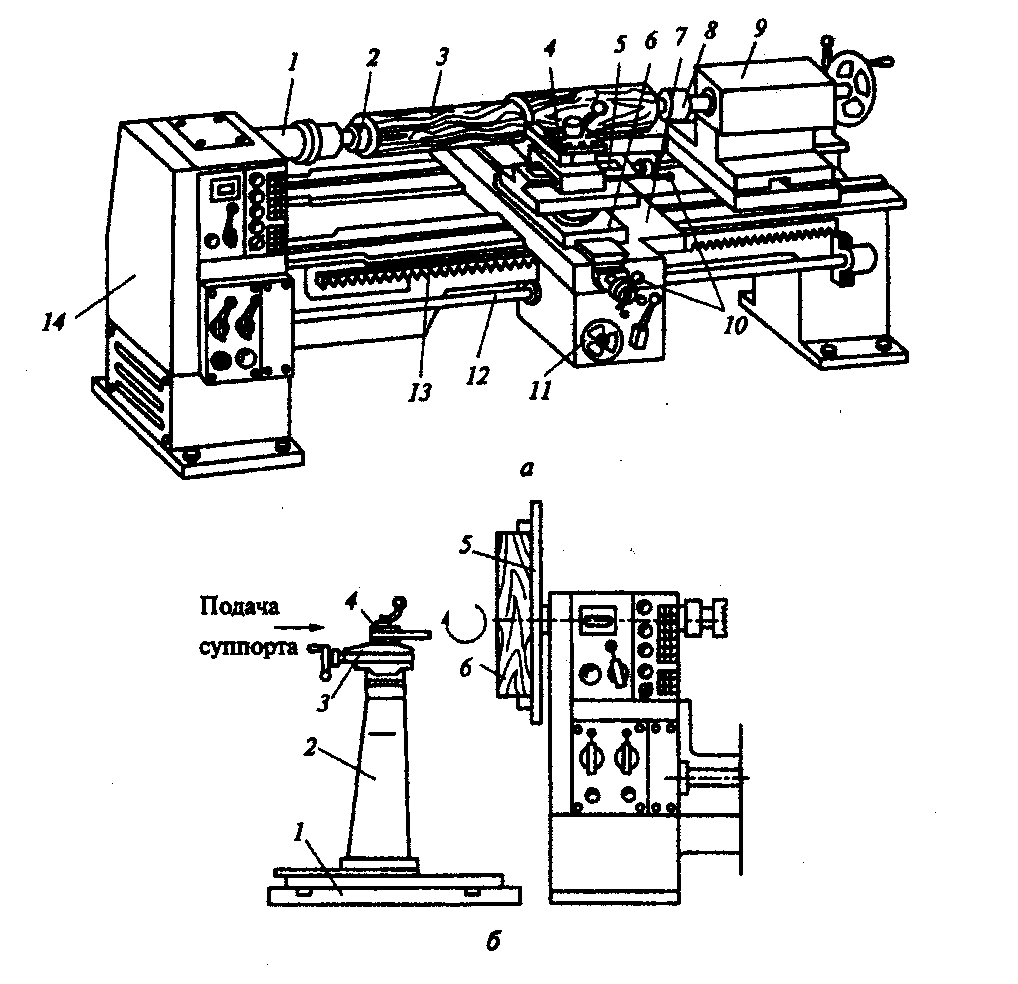
где V = 15-25 м/с – окружная скорость у края диска. 6. Режущий инструмент и подготовка его к работе. Шлифовальная шкурка является основой для изготовления различных шлифовальных инструментов. К ним относятся: шлифовальные бесконечные ленты, лепестковые шлифовальные круги, шлифовальные профильные круги с наклеенной шкуркой, шлифовальные бобины и цилиндры. Наиболее распространенным инструментом для плоского шлифования являются шлифовальные бесконечные ленты. Для изготовления таких лент используются шлифовальная шкурка на бумажной, тканевой и комбинированной основе. Шлифовальные бесконечные ленты изготавливают разных размеров по ширине и толщине, которые определяются техническими параметрами оборудования, на которое они устанавливаются. Тема №11. Токарные станки Назначение. На токарных станках в результате вращательного и поступательного движения заготовки или резцов обрабатываемым деталям придают форму тел вращения. В зависимости от способа базирования детали токарные станки классифицируют на три основные вида: центровые, лобовые и бесцентровые (рис. 11.1). Центровые токарные станки. В зависимости от длины лезвия токарного резца центровые станки делятся на две группы: коротколезвийные (длина лезвия меньше длины обрабатываемой детали) и длиннолезвийные (длина лезвия равна длине детали). Центровой коротколезвийный станок предназначен в основном для продольного точения. Он может работать с использованием подручника или иметь механизированный привод. На рис. 11.2.а изображен станок с механизированным суппортом. Заготовка 3 зажимается между центрами 2 и 8 в результате перемещения задней бабки 9. Передний центр устанавливается на шпинделе 1, который приводится во вращение от двухскоростного электродвигателя через клиноременную передачу и трехступенчатую коробку скоростей, размещенных в левой тумбе 14 станка. Резец закрепляется в поворотном резцедержателе 4, который с настроечным продольным суппортом 5 установлен на поперечном суппорте 6, перемещаемом маховичком 10. Направляющие поперечного суппорта расположены на механизированном продольном суппорте 7, который имеет привод от шпинделя 1, через ременную передачу. Наладочное перемещение суппорта осуществляется поворотом маховичка 11.
Рис. 11.1. Классификация токарных станков: а-г – центровые; д – лобовые; е, ж – бесцентровые.
Рис. 11.2. Токарные станки: а – центровой; б – лобовой. В токарно-копировальных станках (рис. 11.1.б) обработка детали 3 ведется по копиру 1. Суппорт связан с копирным роликом 2, который перекатывается по поверхности копира. Длиннолезвийные токарные станки – центровые станки автоматы с поперечной подачей (рис. 11.1.в) предназначены для массового изготовления небольших изделий. Обработка выполняется фасонным резцом 1, имеющим ту же длину, что и деталь. Станки с поворотным резцом (рис. 11.1.г) применяются для производства деталей малого диаметра (6-10 мм). Обработка ведется резцом 1, поворачивающимся при перемещении суппорта вдоль оси обрабатываемой детали. Такая конструкция позволяет производить резание не всей заготовки сразу, а только на небольшом ее участке, что снижает силы резания и уменьшает прогиб заготовки. Лобовые токарные станки. Лобовые токарные станки (рис. 11.1.а и рис. 11.2.б) оборудованы планшайбой 5 для лобового точения, что позволяет обрабатывать торцевые поверхности. Заготовка 6 зажимается на планшайбе кулачковым зажимным устройством. Резцедержатель 4 с резцом закрепляется на суппорте 3, который смонтирован на стойке 2 с основанием 1 и перемещается в горизонтальном положении. Популярное: |
Последнее изменение этой страницы: 2016-03-17; Просмотров: 1180; Нарушение авторского права страницы

 , (10.1)
, (10.1) , (10.2)
, (10.2) , (10.3)
, (10.3) , (10.4)
, (10.4) , (10.5)
, (10.5)