
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Конструкция и технические показатели лесопильных рам.
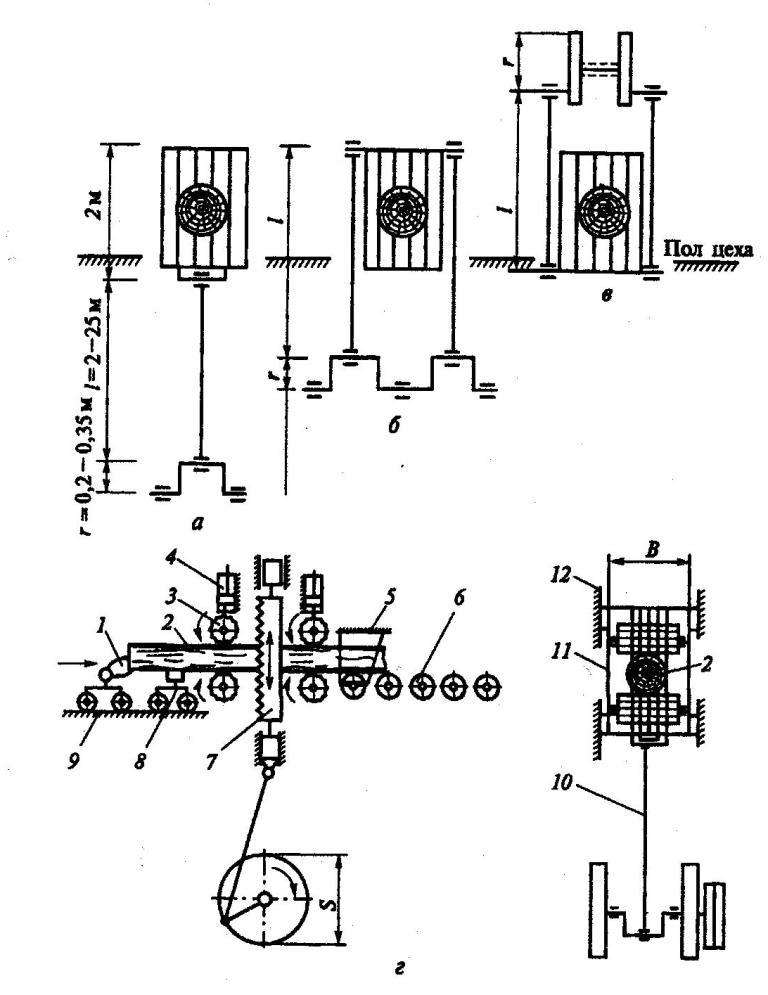
На рис. 3.1 а, б, в представлены схемы крепления шатуна к пильной рамке (r и l постоянны). Двухэтажные рамы высотой 4-5 м имеют один шатун, закрепленный в центре нижней поперечины пильной рамки (рис. 3.1 а). Одноэтажные лесопильные рамы высотой 2-3 м имеют два шатуна. При нижнем расположении привода (рис. 3.1 б) шатуны крепятся к верхней поперечине. Раму размещают на одном этаже с некоторым заглублением нижней части, что приводит к уменьшению площади, занимаемой оборудованием. Однако, двухшатунные рамы имеют следующие недостатки: · неизбежная неточность при изготовлении шатунов приводит к перекосу всей системы, что вызывает ускоренный износ при высокой частоте вращения кривошипного вала; · низкая виброустойчивость. Поэтому быстроходные рамы строятся только одношатунными. При верхнем расположении привода (рис. 3.1 в) двухшатунная рама становится двухэтажной. Как мы уже отмечали, двухэтажные лесопильные рамы (рис. 3.1 г) характеризуются быстроходностью, непрерывностью подачи и высокой производительностью. Пильная рамка 11 с укрепленным в ней поставом пил 7 двигается возвратно-поступательно по направляющим 12 от кривошипно-шатунного механизма 10. Распиливаемое бревно 2 находится вначале на двух впередирамных тележках 1 и 8. Клещевой зажим основной тележки 1 фиксирует комлевую часть бревна. Вспомогательная тележка 8 поддерживает вершинную часть. Тележки по рельсовому пути 9 подают бревно к раме, где его передний конец снимается с тележки 8 и захватывается вальцовым механизмом подачи 3. Подъем и прижим верхних вальцов осуществляется гидроцилиндром 4. Распиливаемое бревно на выходе из лесопильной рамы подхватывается задними подающими вальцами и удерживается от поворота направляющими базирующими ножами 5. Бревно и пиломатериалы перемещаются по роликовому конвейеру 6.
Основные показатели лесопильной рамы: · ширина просвета B; · величина хода S; · число ходов пильной рамки или частота вращения кривошипного вала n.
Рис. 3.1. Функциональные схемы: а – в механизмов резания лесопильных рам; г – двухэтажной лесопильной рамы.
Просветом пильной рамки называется размер между внутренними стенками ее стоек. Он определяет наибольший диаметр бревен, которые можно распилить на данной машине. Ход S и частота вращения n обуславливают производительность рамы или эквивалентную ей скорость подачи. Чем больше S и n, тем выше производительность рамы. Однако существенным препятствием повышения S и n являются инерционные силы от массы неравномерно возвратно-поступательно движущихся частей станка. В современных рамах S = 650-700 мм, n = 250-320 мин-1. Подача на двойной ход пильной рамки: 4-80 мм. Наибольшее число пил в поставе: 14-20 шт.
Технологические расчеты. Скорость резания при распиливании древесины на двухэтажной раме с непрерывной подачей, м/с:
где Vср – средняя скорость движения пильной рамки, м/с; H=2R – ход пильной рамки, м; R – радиус кривошипа, м; n – частота вращения коренного вала (кривошипа), об/мин. Скорость подачи при рамном пилении, м/мин:
где ∆ – подача на оборот коренного вала, мм; Sz – подача на зуб рамной пилы, мм; tз – шаг зубьев рамной пилы, мм. Касательная сила резания при рамном пилении, Н:
где Kп – удельная работа резания при рамном пилении, Дж/см3; b – ширина пропила. мм; Σ h – сумма высот пропилов в поставе, мм; VS – скорость подачи, м/мин; Vср – средняя скорость резания. Нормальная сила резания при рамном пилении, Н:
Мощность, расходуемая на пиление, кВт:
Мощность привода механизма резания лесопильной рамы, кВт:
где η = 0, 75-0, 8 – КПД привода механизма резания; Мощность привода механизма подачи, кВт:
где T – тяговое усилие механизма подачи, Н; η п – КПД привода механизма подачи; α – коэффициент запаса тягового усилия вальцов (1, 3-1, 5); Σ Pс – суммарная сила сопротивления подаче, Н; VS – скорость подачи, м/мин; Мощность привода лесопильной рамы расходуется на привод механизма резания и на привод подачи. Ориентировочно можно считать, что на привод механизма подачи расходуется 4-7% общей мощности. При этом расчетная мощность на резание будет равна, кВт:
Мощность двигателя для лесопильной рамы выбирается в соответствии с предполагаемой нагрузкой и режимом работы.
5. Режущий инструмент и подготовка его к работе. В лесопильных рамах в качестве режущего инструмента применяются рамные (полосовые) пилы. Они обеспечивают продольную распиловку бревен и брусьев. В соответствии с конструктивными особенностями лесопильной рамы пилы различаются по размерам полотна, форме и расположению зубьев и методам крепления в пильной рамке. Рамные пилы изготавливаются из хромованадиевой стали 9ХФ и хромованадиемолибденовой стали 9ХФМ. Для двухэтажных лесопильных рам пилы имеют следующие характеристики: · Длина полотна: 1100-1950мм; · Ширина пилы: 160-200 мм; · Толщина пилы: 1, 6-2, 5 мм. Рамные пилы закрепляются в пильных рамках посредством съемных и приклепанных захватов. Толщину рамных пил выбирают с учетом условий их работы на основании эмпирической зависимости:
где S – толщина пилы, мм; D – высота пропила, мм. Длина пилы определяется в основном технологическими и конструктивными факторами на основе зависимости:
где Dmax – максимальная высота пропила, мм H – ход пильной рамки, мм Подготовка рамных пил к работе начинается с подготовки полотен. Производится контроль плоскостности полотна, правка дефектов полотна, контроль напряженного состояния полотна пилы. Для повышения устойчивости пил при работе и точности выпиливаемых пиломатериалов полотна пил вальцуют по оптимальной зоне полотна. Для предотвращения трения полотна пилы о стенки пропила зубья пил уширяют на сторону разводом и плющением. Зубья рамных пил затачивают на универсальных и специализированных станках. Для повышения стойкости зубья оснащают твердым сплавом. Ремонт полотен рамных пил состоит в обрезке полотна и приклепке планок. Установка рамных пил в станок заключается в формировании постава, креплении в продольном и поперечном направлении, натяжении пил, проверке их положения и оценке жесткости пил.
Популярное:
|
Последнее изменение этой страницы: 2016-03-17; Просмотров: 1834; Нарушение авторского права страницы
 , (3.1)
, (3.1) , (3.2)
, (3.2) , (3.3)
, (3.3) ,
,  , (3.4)
, (3.4) , (3.5)
, (3.5) , (3.6)
, (3.6) , (3.7)
, (3.7) ,
,  ,
,