|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Четырехсторонние продольно-фрезерные станки.
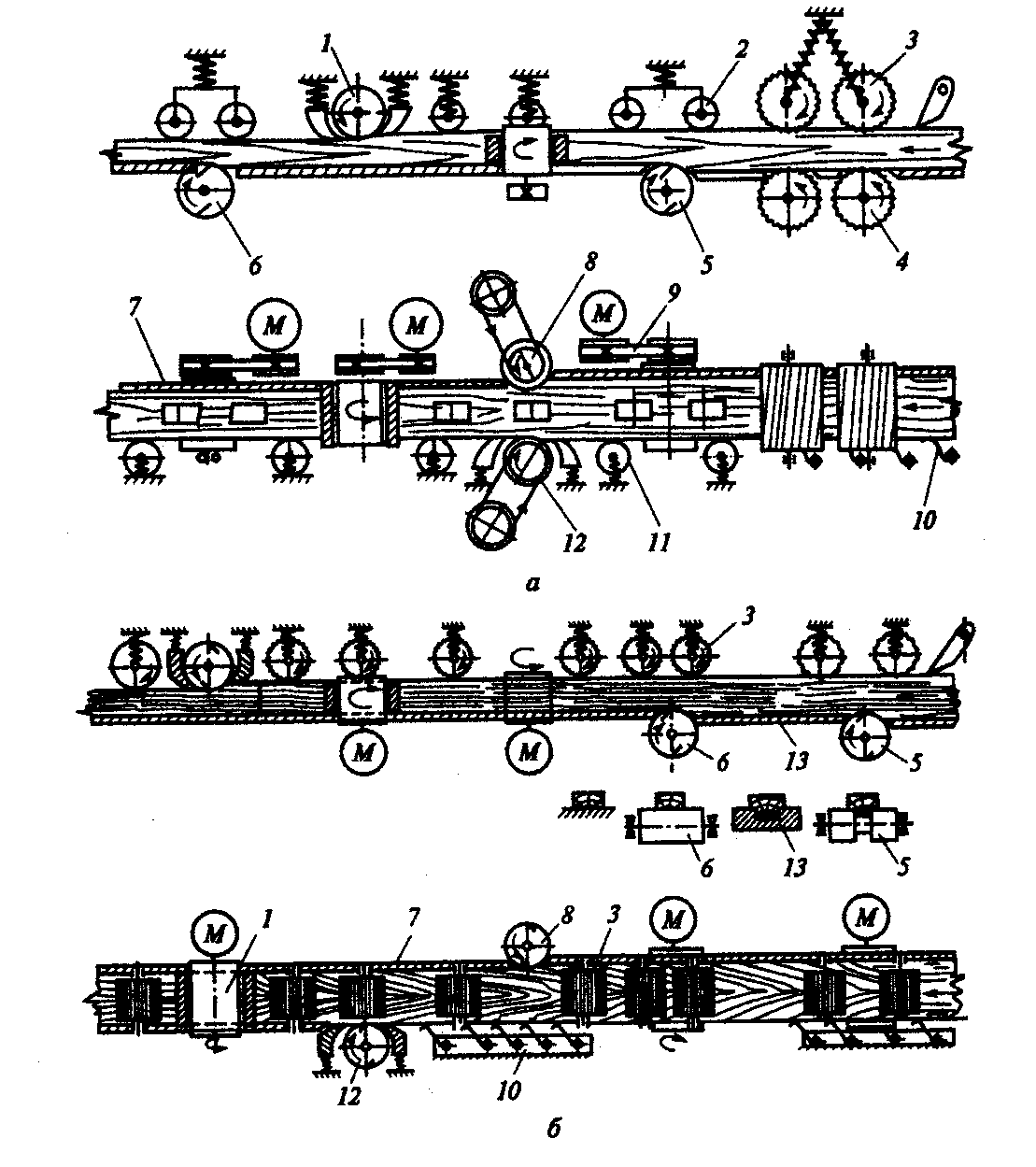
На четырехсторонних продольно-фрезерных станках осуществляют плоскую и профильную обработку прямолинейных заготовок с четырех сторон в размер за один проход. Станки этой группы в зависимости от ширины фрезерования подразделяют на легкие для обработки профильных мебельных и столярных деталей шириной до 160 мм, средние для обработки столярных плоских и профильных деталей шириной до 250 мм и тяжелые для обработки погонажных изделий и пиломатериалов массового выпуска шириной до 650 мм. В четырехсторонних станках, работающих по наиболее распространенной фуговально-рейсмусовой схеме (рис. 6.5.а), горизонтальный шпиндель 5 создает базовую поверхность на нижней пласти заготовки, поэтому заготовка должна проходить над этим шпинделем, не деформируясь. При использовании промежуточной базы (рис. 6.5.б) станок оборудован дополнительной ножевой головкой 5, обрабатывающей заготовку не по всей пласти, а фрезерующей два неглубоких паза на кромках. Значительное уменьшение сил резания, а следовательно, и сил сопротивления подаче, позволяет снизить тяговое усилие. Поэтому при обработке таких пазов можно значительно снизить давление подающих органов на древесину. По выработанной таким образом промежуточной базе заготовки осуществляется базирование по специальной установочной поверхности станка 13 при обработке всей пласти нижней фрезерующей головкой 6. Далее базирование происходит, как обычно, по всей нижней поверхности. В зависимости от сложности профиля, шероховатости поверхности и точности обработки станки могут иметь до 10 шпинделей. Правый вертикальный шпиндель 8 создает базовую поверхность на боковой стороне детали. Левый вертикальный шпиндель 12 и верхний горизонтальный 1 шпиндели четырехсторонних станков обрабатывают деталь в размер, как рейсмусовые валы. Если требуется, можно также выполнить профильную обработку. Вертикальные шпиндели могут располагаться друг против друга (рис. 6.5.а) или последовательно (рис. 6.5.б). Механизмы подачи четырехсторонних продольно-фрезерных станков разделяются на две основные группы: сосредоточенные и распределенные. По сосредоточенной схеме (рис. 6.5.а) подающий механизм располагается перед ножевыми головками и заготовки проходят через станок, проталкивая друг друга. Привод подающих верхних 3 и нижних 4 вальцов осуществляется от электродвигателя через клиноременный вариатор, червячный редуктор, цепную и зубчатую передачи. Боковой прижим заготовки к направляющим линейкам 7 вначале осуществляют плоские пружины 10, затем роликовые прижимы 11, верхний прижим осуществляют подпружиненные ролики 2.
Рис. 6.5. Принципиальные схемы четырехсторонних продольно-фрезерных станков. а – с сосредоточенной подачей; б – с распределенной подачей.
Поскольку по сосредоточенной схеме подачи тяговое усилие развивается только двумя парами вальцов, требуется большая величина их прижима, что приводит к смятию и пробуксовке детали. Поэтому при сосредоточенной схеме более надежны вальцово-конвейерная и двухконвейерная подачи. Так как по этой схеме проходят через станок, проталкивая друг друга, необходима достаточная точность предварительной торцовки их концов. По распределенной схеме (рис. 6.5.б) подающих вальцов 3 значительно больше (8-14), и они распределены по всему станку. В этих условиях усилие подачи, развиваемое каждым вальцом, достаточно, чтобы преодолеть силы сопротивления подаче только одной ножевой головки. Конструкция вальцов позволяет обрабатывать заготовки небольшой длины (от 200 мм). Особенно надежна распределенная подача при обработке деталей с косыми торцами. Рабочая поверхность вальцов выполняется рифленой, гладкой металлической или обрезиненной.
Технологические расчеты. Главное движение резания Dr при фрезеровании - вращательное, осуществляемое фрезой или ножевым валом. Движение подачи Ds – поступательное перемещение обрабатывающей заготовки относительно режущего инструмента. Окружная скорость движения лезвий фрезы (V, м/с).
где: Dр - диаметр резания фрезы (не путать с диаметром корпуса фрезы), мм; n – частота вращения фрезы, мин -1.(обычно от 3000 до 6000 мин -1)
В среднем скорость резания V у фрезерных станков колеблется от 20 до 50 м/с. Конструктивная скорость подачи материала при фрезеровании Vs, м/мин при вальцовой подаче материала:
где: Dв - диаметр подающих вальцов, мм; n – частота вращения подающих вальцов, мин -1.
Обычно скорость при обработке на фуговальных станках при ручной подаче Vs = 5…8 м/мин, при использовании автоподатчика Vs = 5…15 м/мин, на рейсмусовых станках Vs = 5…20 м/мин, а на четырехсторонних продольно фрезерных станках обычно Vs = 8…40 м/мин, но может доходить до 200 м/мин. Технологическая скорость подачи материала при встречном цилиндрическом фрезеровании Vs, м/мин.
где: Sz - подача на одно лезвие фрезы, мм;
где Z - число зубьев фрезы, шт.; n – частота вращения фрезы, мин -1; So – подача на один оборот (подача соответствующая одному обороту фрезы), мм/об;
Средняя окружная касательная сила Рх, Н может быть определена по объемной формуле:
Где: Кт – удельная сила резания, Н/мм2. α попр – общий поправочный множитель учитывающий отличие расчетных условий фрезерования от табличных; b – ширина фрезерования, мм; h – толщина снимаемого слоя, мм; Vs – скорость подачи, м/мин; V – скорость резания, м/с. Средняя окружная нормальная сила Рz, Н, может быть определена в зависимости от касательной силы:
где: m - переходный множитель от касательной к нормальной силе резания. Величина m выбирается в зависимости от времени работы фрезы (остроты лезвия) и толщины стружки h. Мощность, затраченная на резание при цилиндрическом фрезеровании, кВт.
Где: Кт – удельная работа резания, дж/см3; α попр – общий поправочный множитель учитывающий отличие расчетных условий фрезерования от табличных; b – ширина фрезерования, мм; Vs- скорость подачи материала, м/мин;
7. Режущий инструмент и подготовка его к работе. На фуговальных и рейсмусовых станках режущим инструментом является ножевые валы. Они вращаются в подшипниках с помощью ременной передачи и являются неотъемлемой частью этих станков и не снимаются для переточки лезвий. Ножевые валы различаются по форме, типам, размерами, числом установленных на нем ножей и характером их расположения. На современных фуговальных и рейсмусовых станках наиболее распространены круглые ножевые валы. Ножевые валы по способам расположения на них ножей производятся с прямолинейными ножами, винтовыми и ступенчатые Для закрепления ножей в корпус ножевого вала используется метод центробежно – клинового крепления. Ножи устанавливаются в клиновые пазы, число которых равно числу ножей на валу, и прижимаются к базирующей поверхности корпуса при помощи клина с углом заклинивания 20о распорными винтами. При вращении вала центробежная сила стремится выдвинуть клин и тем самым создает дополнительно прижимной эффект, который способствует надежному закреплению ножа в корпусе вала. Для регулировки величины выступа ножей над поверхностью корпуса вала используется устройство, состоящее из упорной пластины и регулировочного винта. Ножи — это лезвия плоской формы, используемые как самостоятельный режущий инструмент или как составная часть сборного инструмента. Подготовка ножей включает их очистку, проверку пригодности их к эксплуатации, устранение выявленных дефектов, заточку и доводку, уравновешивание вращающихся ножей. Твердость рабочей части ножа измеряют твердомером по шкале Роквелла. Ширину ножа контролируют штангенциркулем в двух плоскостях по краям ножа. Неплоскостность поверхностей и непрямолинейность кромки ножа проверяют с помощью поверочной плиты или линейки набором щупов. В результате заточки получают необходимую остроту режущей кромки, постоянство угла заострения, прямолинейность режущей кромки и оптимальную шероховатость заточенной поверхности.
Тема №7 Фрезерные и копировально-фрезерные станки (4 часа) Назначение. Фрезерными называются станки для плоской, профильной и объемной обработки прямолинейных и криволинейных деталей. По конструктивному признаку они делятся на станки с нижним и верхним расположением шпинделя и объемнокопировальные.
Популярное: |
Последнее изменение этой страницы: 2016-03-17; Просмотров: 1417; Нарушение авторского права страницы